Изобретение относится к способу разделения невулканизированных прорезиненных металлокордных материалов для шин.
При производстве шин изготовителями шин по всему миру получают прорезиненные металлокордовые отходы, а также каркасы шин и невулканизированные шины, которые до настоящего времени или подлежали отправке на свалку, или, в меньшей мере, измельчались дробилками и вместе с другими отходами использовались для вырабатывания энергии в цементной промышленности. Все производители шин сталкиваются с проблемой захоронения или переработки невулканизированных прорезиненных металлокордовых отходов, а также каркасов шин и невулканизированных шин. На данном этапе известный уровень техники заключается, главным образом, в захоронении на свалке, а также в дроблении относительно небольшого количества прорезиненных металлокордных отходов с последующим использованием для вырабатывания энергии в цементной промышленности. Измельчение в дробилках приводит к значительной изношенности лезвий дробилки, поскольку металлокорд очень прочен, и это делает процесс очень дорогостоящим; более того, металлокорд очень легко может запутываться в аппарате дробилки, что приводит к нарушению процесса.
Цель изобретения заключается в создании способа, по которому можно отделять резиновое покрытие и металлокордный материал друг от друга простым способом.
Эта цель достигается посредством способа, включающего следующие стадии:
• введение прорезиненного металлокорда в разделяющий аппарат;
• введение порошкообразного разделителя в разделяющий аппарат;
• разделение металлокорда и резинового покрытия посредством взаимодействия вращающихся инструментов с разделителем в разделяющем аппарате;
• капсулирование отделенных частиц резинового покрытия разделителем во время процесса разделения;
• выпуск частиц резинового покрытия из отверстия в разделяющем аппарате.
Особым преимуществом изобретения является то, что при помощи способа по изобретению можно разделять невулканизированное резиновое покрытие и металлокордный материал друг от друга простым способом. Вращающиеся инструменты и добавляемый разделитель осуществляют эффективное разделение, выделяя отдельные частицы резинового покрытия и соответствующий металлокордный материал. Разделитель здесь приводит к капсулированию отделенных частиц резинового покрытия, и последние могут выгружаться простым способом через отверстие в разделяющем аппарате. Способ по изобретению, таким образом, допускает разделение в промышленных масштабах и, соответственно, переработку невулканизированных прорезиненных металлокордовых отходов, которые, например, возникают по всему миру при производстве шин.
Этим способом можно разделять большие объемы металлокордовых отходов на резиновое покрытие и металлокорд при помощи единичной операции, таким образом давая возможность перерабатывать отходы.
В одном преимущественном варианте осуществления изобретения плотность порошкообразного разделителя ниже, чем плотность металлокордного материала. Результатом низкой плотности разделителя является то, что разделитель легко псевдоожижается, и это содействует процессу разделения металлокордного материала и резинового покрытия.
В другом полезном варианте осуществления изобретения разделители являются полиуретановой пылью, тальком, мелом, опилками или другими порошкообразными разделителями, которые могут капсулировать отделенные частицы резинового покрытия, прилипая к его поверхности. Было доказано экспериментально, что эти названные материалы являются чрезвычайно эффективными разделителями. Тальк широко используется в качестве материала, препятствующего прилипанию, при производстве шин. Поэтому возможно повторное использование в этом производстве.
В другом полезном варианте осуществления изобретения количество разделителя, добавляемого в разделяющий аппарат, достигает 20% веса прорезиненного металлокордного материала, требующего разделения. При этом коэффициенте смешения достигают эффективного разделения, что было показано экспериментами.
В другом преимущественном варианте осуществления изобретения вращающиеся инструменты являются цепями. Вращающиеся цепи являются чрезвычайно эффективными измельчающими инструментами. Кроме того, цепи могут использоваться вместе со стальными брусьями/инструментами.
В другом преимущественном варианте осуществления изобретения цепи вращаются со скоростью вращения от 350 до 750 оборотов в минуту. При этих скоростях вращения добиваются эффективного разделения металлокордного материала и резинового покрытия, поскольку смесь обладает достаточной динамической жесткостью. В результате резиновое покрытие отделяется от металлокорда.
В другом полезном варианте осуществления изобретения разделяющий аппарат представляет собой барабанную рубильную машину. Такой вид барабанной рубильной машины требует лишь нескольких изменений в конструкции для эффективной работы в процессе изобретения.
В другом полезном варианте осуществления изобретения прорезиненный металлокордный материал является отходами, возникающими при производстве шин.
Промышленность, изготовляющая шины, крайне заинтересована в эффективной и простой переработке таких отходов, чтобы избежать использования свалок.
В другом полезном варианте осуществления изобретения прорезиненный металлокордный материал вносится в нераздробленном виде в процессе разделения в разделяющем аппарате. Разделение нераздробленного прорезиненного металлокордного материала является более эффективным, чем предварительно измельченного металлокордного материала, что было показано экспериментально.
В другом предпочтительном варианте осуществления изобретения металлокордный материал выгружается из аппарата разделения после отделения от резины.
Ниже изобретение будет объяснено с использованием примера изобретения, в котором:
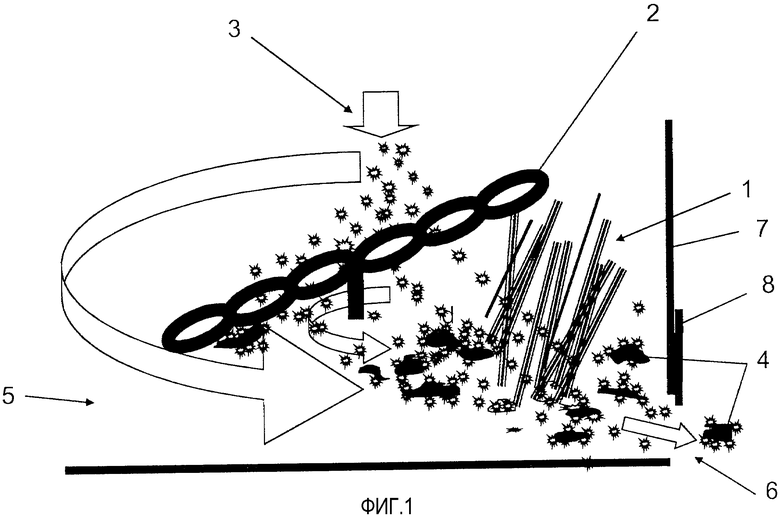
фиг.1 представляет собой схему процесса, и
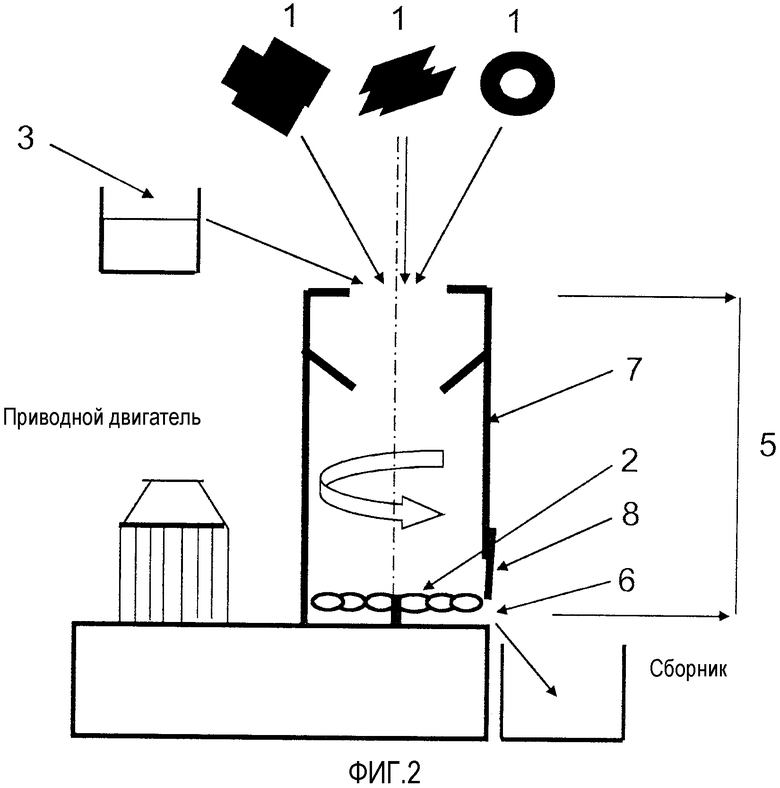
фиг.2 представляет собой схему аппарата для проведения процесса.
Прорезиненный металлокордный материал 1 вводится через отверстие в барабан 7 разделяющего аппарата 5. Порошкообразный разделитель 3 также добавляется в разделяющий аппарат 5. Цепи 2, показанные схематически, вращаются с большой скоростью вращения и, таким образом, вызывают измельчение прорезиненного металлокордного материала 1. В процессе измельчения прорезиненный металлокордный материал 1 разделяется на частицы 4 резинового покрытия, капсулированные разделителем, и непокрытый металлокордный материал.
Разделитель 3 псевдоожижается в барабане 7 и капсулирует отделенные частицы резинового покрытия. Частицы 4 резинового покрытия, капсулированные разделителем, выводятся через отверстие 6 в разделяющем аппарате, где указанное отверстие открывается при помощи выпускного затвора 8. По завершении процесса разделения в разделяющем аппарате 5 непокрытый металлокордный материал выводится или изымается из разделяющего аппарата (барабанной рубильной машины).
Прорезиненные металлокордные отходы или, соответственно, металлокордный материал 1, требующие разделения, являются прорезиненным металлокордом или же материалом каркасов и ремней, используемых в шинной промышленности. В противоположность изделиям и, соответственно, отходам, использующимся до настоящего времени для измельчения в перерабатывающей промышленности, резиновое покрытие является пластичным. Поэтому такие изделия невозможно размельчать, разбивая при комнатной температуре, как это может быть сделано с твердыми непластичными изделиями. Когда прорезиненные металлокордные отходы 1 добавляются в процесс согласно фиг.1, количество энергии, вносимой в смесь благодаря воздействию вращающихся цепей 2, является достаточным для нагревания смеси за секунды, так что смесь образует вокруг металлокорда комки или грудки, без разделения.
Для того чтобы получить разделение, необходимо добавить порошкообразные разделители 3, такие как полиуретановая пыль, тальк, мел, опилки или другие порошкообразные разделители, которые капсулируют отделенные частицы резинового покрытия, что было показано экспериментально.
Количество разделителя, которое необходимо использовать, может достигать 20 процентов веса прорезиненного металлокорда, требующего разделения.
Разделительный аппарат, который должен использоваться, является преимущественно обыкновенной барабанной рубильной машиной, как показано на фиг.2.
В противоположность использованию барабанной рубильной машины для непластичных изделий, где разделение фрагментов для получения отдельных фракций сырьевого материала откладывается, пока материал не выйдет из дробилки, разделение для получения резинового покрытия и металлокорда достигается при нахождении материала в барабане 7. Таким образом, здесь дробилка работает как разделительная система.
Конкретно, механизм разделения в разделительном аппарате 5 действует следующим образом.
Воздействие цепей 2 освобождает частицы смеси или соответственно частицы резинового покрытия от металлокорда благодаря их динамической жесткости. Если одновременно порошкообразный разделитель 3, способный псевдоожижаться в барабане 7, не добавляется в разделяющий аппарат 5, то дальнейшее воздействие цепей приводит к тому, что частицы смеси или слипаются с другими частицами смеси, также отделенными, или к тому, что частицы смеси по отдельности или в виде комков смеси повторно пристают к металлокорду. Комкование отделенных частиц смеси может быть достигнуто только при помощи разделителей 3, которые могут быть легко псевдоожижены в барабане, поскольку они капсулируют отделенные распыленные частицы смеси со всех сторон. Частицы смеси или соответственно частицы 4 резинового покрытия, покрытые разделителем 3, затем выгружаются из разделительного аппарата 5 по истечении около 30-60 секунд, ниже выпускного затвора 8, который открывается лишь настолько, чтобы образовать щель. Эти частицы собираются в ящике. Непокрытый металлокорд, с которого все резиновое покрытие было снято по истечении 1 минуты, удаляется из разделительного аппарата 5 или выгружается центробежной силой возле отверстия разделительного аппарата 5, которое не показывается. Каменная мука или другие порошки с высокой плотностью менее эффективны в качестве разделителей, поскольку они распыляются в камере разделительного аппарата 5 лишь в незначительной степени, и, главным образом, остаются на дне, что было показано экспериментально.
Если размер измельченных металлокордных отходов, используемых в барабанной рубильной машине, примерно равен ладони, то разделение на отдельные составляющие не происходит или происходит лишь недостаточное разделение на отдельные составляющие. Сопротивление измельченных металлокордных отходов слишком мало, чтобы отделить резиновое покрытие, поскольку эти отходы псевдоожижаются в барабане 7 и поэтому могут избежать цепей 2 и, таким образом, - их воздействия.
Фиг.2 показывает образец барабанной рубильной машины, которая преимущественно может использоваться для процесса изобретения. Вращающиеся цепи 2, расположенные в барабане 7 барабанной рубильной машины, вращаются с высокой скоростью вращения и применяются в качестве средства измельчения. В движение приводятся с помощью приводного двигателя 10. Одна из двух составляющих, удаляемых разделением, собирается в сборник 11.
Для того чтобы получить автоматизированный серийный процесс, изображенная выпускная дверца 6 на барабанной рубильной машине 9 должна быть увеличена таким образом, чтобы могли выгружаться шарообразные грудки непокрытого металлокорда, произведенные воздействием цепей 2.
Описанный процесс, использующий порошкообразный разделитель, до сих пор использовался только для невулканизированных пластичных металлокордных отходов. В принципе, процесс разделения может применяться к любым композитным веществам, где металлические основания присутствуют в сочетании с пластичным материалом в форме составляющей.
Перечень позиций
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ отделения невулканизированной резиновой смеси от металлического корда в браке/отходах обрезиненного металлического корда | 2020 |
|
RU2746836C1 |
| Способ отделения невулканизированной резиновой смеси от металлического корда в резинотехнических изделиях | 2017 |
|
RU2677988C1 |
| СПОСОБ ПОЛУЧЕНИЯ РЕЗИНОВОГО ПОРОШКА ИЗ ИЗНОШЕННЫХ ШИН И ТЕХНОЛОГИЧЕСКАЯ ЛИНИЯ ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1998 |
|
RU2138393C1 |
| СПОСОБ ПЕРЕРАБОТКИ ИЗНОШЕННЫХ ШИН В РЕЗИНОВЫЙ ПОРОШОК И ТЕХНОЛОГИЧЕСКАЯ ЛИНИЯ ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2009 |
|
RU2465133C2 |
| ПНЕВМАТИЧЕСКАЯ ШИНА | 2004 |
|
RU2242372C1 |
| СПОСОБ ПЕРЕРАБОТКИ ОТРАБОТАННЫХ АВТОПОКРЫШЕК И РЕЗИНОТЕХНИЧЕСКИХ ОТХОДОВ, АРМИРОВАННЫХ КОРДОМ | 2005 |
|
RU2325995C2 |
| Линия переработки резины изношенных шин | 2018 |
|
RU2716770C1 |
| СПОСОБ ПЕРЕРАБОТКИ ИЗНОШЕННЫХ МЕТАЛЛОКОРДНЫХ ПОКРЫШЕК | 1992 |
|
RU2024400C1 |
| СПОСОБ СБОРКИ ПОКРЫШЕК ПНЕВМАТИЧЕСКИХ ШИН | 2024 |
|
RU2839445C1 |
| СПОСОБ ОТДЕЛЕНИЯ МЕТАЛЛОКОРДА И ИЗМЕЛЬЧЕНИЯ ПОЛОЙ ОБОЛОЧКИ ИЗ КОМПОЗИТНОГО МАТЕРИАЛА | 2006 |
|
RU2360738C2 |
Изобретение относится к способу разделения невулканизированных прорезиненных металлокордных материалов для шин. Техническим результатом заявленного изобретения является упрощение разделения невулканизированного резинового покрытия и металлокордного материала и сокращение количества операций способа. Технический результат достигается способом разделения невулканизированного прорезиненного металлокордного материала, который включает стадии введения прорезиненного металлокорда в разделительный аппарат и введение порошкообразного разделителя в разделительный аппарат. При этом количество разделителя, добавляемого в разделительный аппарат, достигает 20 процентов по весу прорезиненного металлокордного материала, требующего разделения. Причем порошкообразный разделитель обладает плотностью меньшей, чем плотность металлокордного материала, и легко псевдоожижается. Затем проводят разделение металлокорда и резинового покрытия путем взаимодействия вращающихся инструментов с разделителем в разделительном аппарате. Причем разделитель псевдоожижается в барабане, а вращающиеся инструменты являются цепями. Далее проводится капсулирование отделенных частиц резинового покрытия разделителем и выпуск частиц резинового покрытия из отверстия в разделительном аппарате. 7 з.п. ф-лы, 2 ил.
1. Способ разделения невулканизированного прорезиненного металлокордного материала (1), который включает следующие стадии:
- введение прорезиненного металлокорда (1) в разделительный аппарат (5),
- введение порошкообразного разделителя (3) в разделительный аппарат (5),
где количество разделителя (3), добавляемого в разделительный аппарат (5), достигает 20 вес.% от прорезиненного металлокордного материала (1), требующего разделения,
причем порошкообразный разделитель (3) обладает плотностью меньшей, чем плотность металлокордного материала,
при этом разделитель легко псевдоожижается,
- разделение металлокорда и резинового покрытия путем взаимодействия вращающихся инструментов (2) с разделителем (3) в разделительном аппарате (5),
причем разделитель псевдоожижается в барабане и вращающиеся инструменты являются цепями (2),
- капсулирование отделенных частиц резинового покрытия разделителем (3),
- выпуск частиц резинового покрытия (4) из отверстия (6) в разделительном аппарате (5).
2. Способ по п.1, отличающийся тем, что разделители (3) являются полиуретановой пудрой, тальком, мелом, опилками или другими порошкообразными разделителями, которые могут капсулировать отделенные частицы резинового покрытия и которые приклеиваются к их поверхности.
3. Способ по любому из предыдущих пунктов, отличающийся тем, что цепи (2) вращаются с частотой вращения от 350 до 750 об/мин.
4. Способ по п.1 или 2, отличающийся тем, что разделительный аппарат является барабанной рубильной машиной (9).
5. Способ по п.1 или 2, отличающийся тем, что прорезиненный металлокордный материал (1) представляет собой бракованный материал в виде металлокордных отходов, невулканизированных шин и каркасов, которые появляются при производстве шин.
6. Способ по п.1 или 2, отличающийся тем, что для разделения прорезиненный металлокордный материал (1) добавляют в нераздробленном виде в процессе разделения в разделительном аппарате (5).
7. Способ по п.1 или 2, отличающийся тем, что металлокордный материал удаляют из разделительного аппарата (5) после отделения от резинового покрытия.
8. Способ по п.1 или 2, отличающийся тем, что металлокордный материал (1) выводят через отверстие в разделительном аппарате (5) после отделения от резинового покрытия.
| DE 102005033734 A1, 18.01.2007 | |||
| Способ соединения деталей вал-втулка | 1986 |
|
SU1344566A1 |
| УСТРОЙСТВО ДЛЯ ПЕРЕРАБОТКИ ШИН, СОДЕРЖАЩИХ МЕТАЛЛОКОРД | 1998 |
|
RU2176953C2 |
| Устройство для измельчения резиновых отходов (его варианты) | 1980 |
|
SU1122211A3 |
| Конструкция уширения железобетонного балочного моста | 1984 |
|
SU1201392A1 |
| Устройство для измельчения | 1987 |
|
SU1444158A1 |
| WO 2000053323 A1, 14.09.2000 | |||
| Установка для выделения и измельчения резины из автомобильных изношенных шин | 1990 |
|
SU1728042A1 |

