Изобретение относится к металлообработке и может быть применено в производстве офтальмоаппликаторов, используемых для брахитерапии опухолей органов зрения и представляющих собой сферические сегменты различных форм.
Известен способ изготовления из листового металла последовательно расположенных деталей офтальмоаппликатора, основания, подложки и крышки, представляющих собой сферические сегменты. Способ включает изготовление листовых заготовок деталей офтальмоаппликатора и изготовление из листовых заготовок обжатием роликом по вращающейся оправке (вальцовкой) полуфабриката деталей, из которого затем изготавливают последовательно расположенные детали офтальмоаппликатора, основание, подложку и крышку, представляющие собой сферические сегменты. Для получения полуфабриката каждой из деталей офтальмоаппликатора требуется своя оснастка (1993/1. Auflage / deutsche Version Copy & Concept: Eckert Consult GmbH / BEBIG Gestaltung: PentaDesign, Berlin).
Недостаток известного способа заключается в поштучном изготовлении полуфабриката деталей и в возможных неточностях полуфабриката по причине использования различной оснастки. При сборке офтальмоаппликатора из деталей, полуфабрикат которых был изготовлен поштучно, может потребоваться их дополнительная подгонка, что снизит производительность.
Наиболее близким по технической сущности является способ изготовления из листового металла полуфабриката детали холодной листовой штамповкой в вытяжном штампе (Шухов Ю.В., Еленев С.А., «Холодная штамповка», «Высшая школа», 1972).
В известном способе предусмотрено поштучное получение полуфабриката деталей. Для изготовления полуфабриката каждой из последовательно расположенных деталей потребуются свои матрица, пуансон и другие детали вытяжного штампа.
Недостаток известного способа также заключается в поштучном изготовлении полуфабриката деталей и в его возможных неточностях по причине использования различной оснастки. При сборке устройства из деталей, полуфабрикат которых был изготовлен поштучно, может потребоваться их дополнительная доработка, что снизит производительность.
Технический результат изобретения состоит в повышении точности, производительности и уменьшении количества оснастки при изготовлении из листового металла последовательно расположенных деталей офтальмоаппликатора.
Для достижения технического результата в способе изготовления из листового металла последовательно расположенных деталей офтальмоаппликатора, включающем изготовление листовых заготовок деталей и изготовление из листовых заготовок листовой штамповкой полуфабриката деталей офтальмоаппликатора, предлагается:
- полуфабрикат деталей офтальмоаппликатора изготавливать листовой штамповкой из слоя листовых заготовок, уложенных друг на друга в последовательности расположения деталей офтальмоаппликатора;
- из полученного полуфабриката изготавливать последовательно расположенные детали офтальмоаппликатора.
Способ осуществляют следующим образом.
Изготавливают из листового металла листовые заготовки деталей офтальмоаппликатора.
Укладывают листовые заготовки в матрицу вытяжного штампа слоем друг на друга в последовательности расположения деталей офтальмоаппликатора.
Изготавливают листовой штамповкой полуфабрикаты деталей офтальмоаппликатора из слоя листовых заготовок.
Сущность изобретения поясняется чертежами, поясняющими пример конкретного применения способа изготовления последовательно расположенных деталей офтальмоаппликатора.
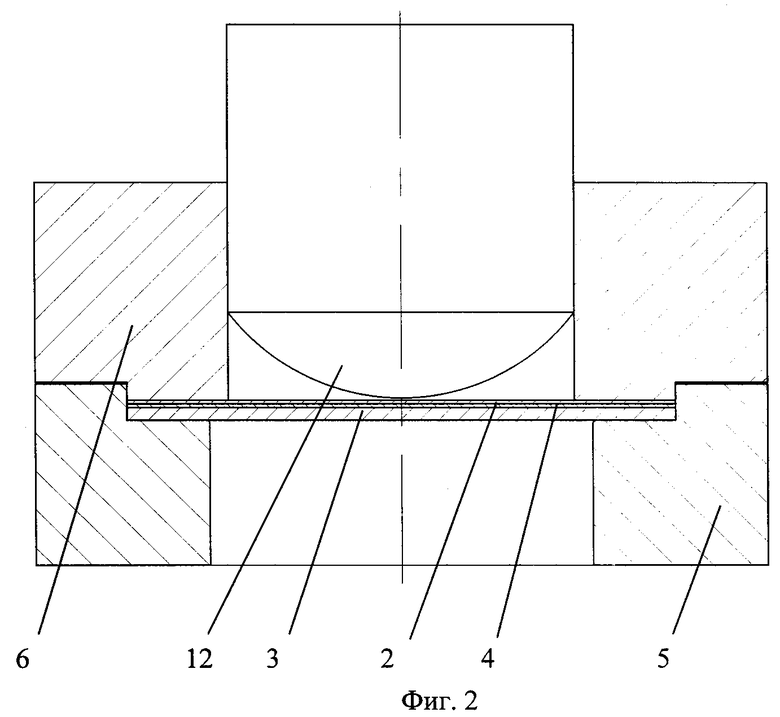
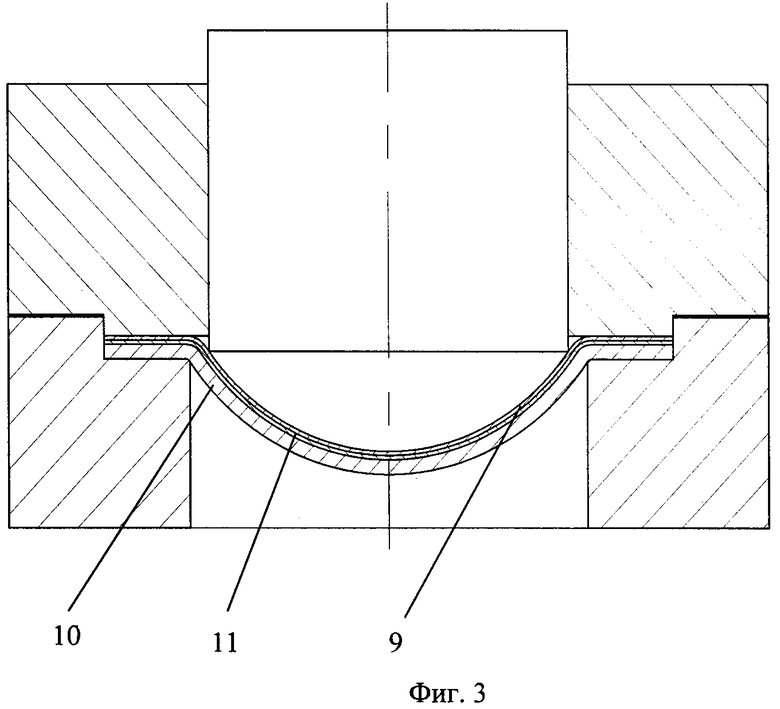
На фиг.1 показан офтальмоаппликатор и его последовательно расположенные детали. На фиг.2 - слой листовых заготовок деталей офтальмоаппликатора, уложенных последовательно друг на друга в матрицу вытяжного штампа. На фиг.3 - находящийся в вытяжном штампе изготовленный полуфабрикат деталей офтальмоаппликатора.
На фиг.1-3 приняты следующие обозначения:
1 - крышка офтальмоаппликатора, 2 - листовая заготовка крышки офтальмоаппликатора, 3 - листовая заготовка основания офтальмоаппликатора, 4 - листовая заготовка подложки офтальмоаппликатора, 5 - матрица вытяжного штампа, 6 - направляющая втулка вытяжного штампа, 7 - основание офтальмоаппликатора, 8 - подложка офтальмоаппликатора, 9 - полуфабрикат крышки офтальмоаппликатора, 10 - полуфабрикат основания офтальмоаппликатора, 11 - полуфабрикат подложки офтальмоаппликатора, 12 - пуансон вытяжного штампа.
Пример конкретного применения способа
Примером конкретного применения способа является изготовление последовательно расположенных деталей офтальмоаппликатора с радиусом R12 сферической рабочей поверхности и диаметром 19 мм выходного для излучения окна офтальмоаппликатора. Диаметр выходного для излучения окна офтальмоаппликатора равен диаметру его изготовленной подложки, на вогнутую поверхность которой нанесен радиоизотоп. Толщина слоя нанесенного радиоизотопа (рутения - 106) составляет, примерно, от 0,01 мм до 0,02 мм.
Изготавливают из листовой нержавеющей стали толщиной 0,1 мм листовую заготовку 2 крышки 1 офтальмоаппликатора, из листовой меди толщиной 0,1 мм листовую заготовку 4 подложки 8 офтальмоаппликатора, из листовой нержавеющей стали толщиной 0,8 мм листовую заготовку 3 основания 7.
Укладывают листовые заготовки 3, 4 и 2 в матрицу 5 вытяжного штампа слоем друг на друга, в последовательности расположения деталей офтальмоаппликатора. Прижимают листовые заготовки направляющей втулкой 6 к матрице 5. Движением пуансона 12 вдоль направляющей втулки 6 получают полуфабрикат 9 крышки 1, полуфабрикат 11 подложки 8, полуфабрикат 10 основания 7. Полученные полуфабрикаты используют в качестве последовательно расположенных деталей офтальмоаппликатора с радиусом R12 сферической рабочей поверхности: основание 7, подложку 8 диаметром 19 мм и крышку 1.
Для изготовления полуфабриката последовательно расположенных деталей офтальмоаппликаторов, имеющих различные формы и общий для них радиус сферической рабочей поверхности, нужны только три детали вытяжного штампа - матрица 5, пуансон 12 и направляющая втулка 6.
Способ изготовления из листового металла последовательно расположенных деталей офтальмоаппликатора успешно используется при изготовлении офтальмоаппликаторов с радиусом сферы R12, радиусом сферы R13 и радиусом сферы R14 рабочей поверхности. При сборке офтальмоаппликатора требуется только поджать на 0,1 мм или прикатать край крышки 1 к краю основания 7. Можно также в основании 7 изготовить обнижение на 0,1 мм по форме подложки и уложить в него подложку.
Достигнут технический результат изобретения: повышены точность, производительность и уменьшено количество оснастки при изготовлении из листового металла последовательно расположенных деталей офтальмоаппликатора.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления сегментных оболочек для шаровых емкостей | 2019 |
|
RU2710619C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ МНОГОСЛОЙНЫХ ПОЛЫХ МЕТАЛЛИЧЕСКИХ ИЗДЕЛИЙ | 2004 |
|
RU2286869C2 |
| СПОСОБ ШТАМПОВКИ ПОЛЫХ ДЕТАЛЕЙ ИЗ ПЛОСКИХ ЛИСТОВЫХ ЗАГОТОВОК И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2002 |
|
RU2242320C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ОБОЛОЧЕК ИЗ ЛИСТОВОЙ ЗАГОТОВКИ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2014 |
|
RU2586174C1 |
| Пуансон первого перехода для двухпереходной вытяжки тонких оболочек вращения с криволинейной поверхностью | 2019 |
|
RU2697307C1 |
| Способ изготовления крупногабаритных днищ | 1978 |
|
SU718205A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ОБОЛОЧЕК ИЗ ЛИСТОВОЙ ЗАГОТОВКИ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2014 |
|
RU2574908C2 |
| ШТАМП ДЛЯ ИЗГОТОВЛЕНИЯ ТРОЙНИКОВ ИЗ ЛИСТОВЫХ ЗАГОТОВОК | 1993 |
|
RU2087227C1 |
| Способ изготовления полых изделий | 1989 |
|
SU1722656A1 |
| СПОСОБ ВЫТЯЖКИ И ШТАМП ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2002 |
|
RU2220018C2 |
Изобретение относится к области обработки металлов давлением, в частности к холодной листовой штамповке. Изготавливают листовые заготовки деталей офтальмоаппликатора, из которых получают полуфабрикаты деталей офтальмоаппликатора листовой штамповкой. При этом листовые заготовки укладывают слоем друг на друга в последовательности их расположения в офтальмоаппликаторе. Полученные полуфабрикаты используют в качестве деталей, последовательно располагаемых в офтальмоаппликаторе при его сборке. Повышаются точность и производительность при изготовлении офтальмоаппликатора. 3 ил.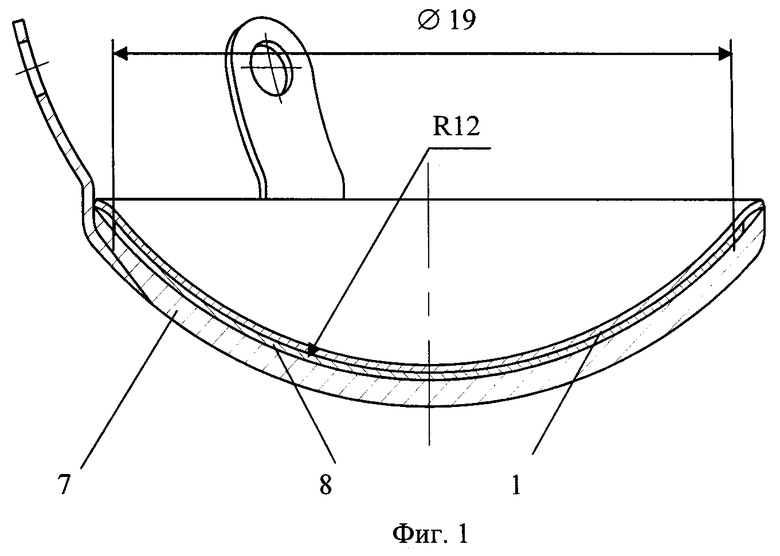
Способ изготовления из листового металла офтальмоаппликатора, включающий изготовление листовых заготовок деталей офтальмоаппликатора и изготовление полуфабрикатов деталей офтальмоаппликатора листовой штамповкой из полученных листовых заготовок, уложенных слоем друг на друга в последовательности их расположения в офтальмоаппликаторе, которые используют в качестве деталей, последовательно располагаемых в офтальмоаппликаторе при его сборке.
| RU 94030779 А1, 20.06.1996 | |||
| Способ получения листовых заготовок | 1975 |
|
SU562348A1 |
| Способ изготовления уплотнительной прокладки | 1979 |
|
SU832830A1 |
| СПОСОБ ОБРАБОТКИ МЕТАЛЛОВ ДАВЛЕНИЕМ | 2005 |
|
RU2321469C2 |
| US 6694791 B1, 24.02.2004. | |||

