Изобретение относится к области машиностроения, в частности к способам изготовления элементов металлоконструкций. Цель изобретения - повышение долговечности покрытий металлоконструкций, подвергающихся атмосферному воздействию за счет уменьшения числа острых кромок, на которых возможно отслоение покрытия.
Способ может применяться для единовременного закругления от одной до 4 острых кромок стальных полос, полученных газовой резкой; для одновременного закругления острых кромок профилей (например, 8 кромок у двутавра); для закругления продольных кромок листового проката и свободных кромок корпусных листовых деталей и других заготовок, предназначенных для дальнейшей окраски, цинкования или другого покрытия. Способ пригоден для скругления кромок на любых пластичных материалах, таких как сталь, цветные металлы, сплавы и пр.
Проблема скругления кромок элементов конструкций является острой и сложной задачей. Как правило, производители довольствуются созданием фаски или притуплением кромки, однако сегодня для повышения конкурентоспособности своей продукции им приходится все чаще решать эту проблему. Долговечность покраски, оцинковки и других видов покрытия напрямую зависит от качества подготовки кромок деталей. Закругленные кромки позволяют снизить травмоопасность открытых элементов металлоконструкций. За счет скругленных кромок металлоконструкции выглядят более завершенными, изящными и современными.
В настоящее время известны следующие способы скругления кромок: вручную напильником или шабером, на кромкофрезерном или кромкострогальном станке, скругление щеткой или фрезой, электрохимическим процессом, абразивной лентой, магнитно-абразивной обработкой, а так же ручными устройствами с абразивной или фрезерной обработкой кромки. Ни один из представленных выше методов не гарантирует качество кромок по обеспечению размеров и формы. Все инструменты быстроизнашивающиеся. При использовании методов с удалением металла, образуется стружка или металлическая пыль, которые обладают повышенной проникающей способностью, особенно в промышленных масштабах, кроме того, на деталях нередко образуется заусенец.
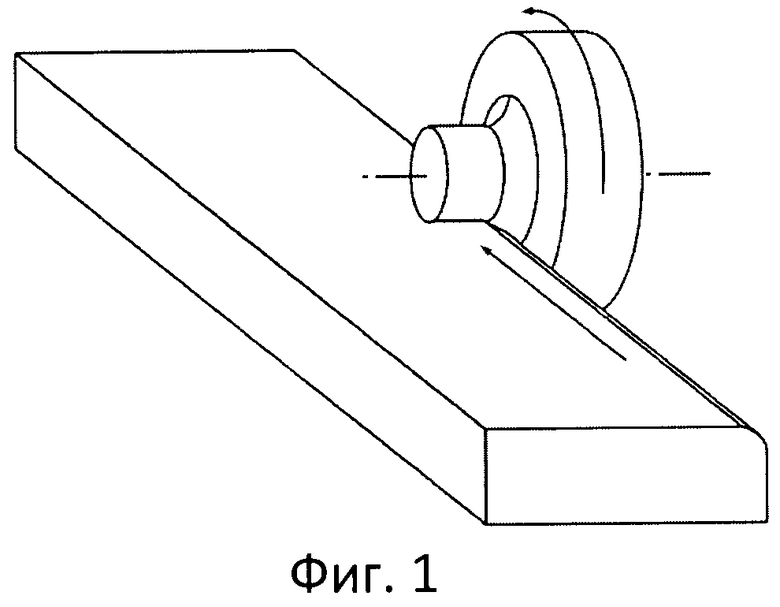
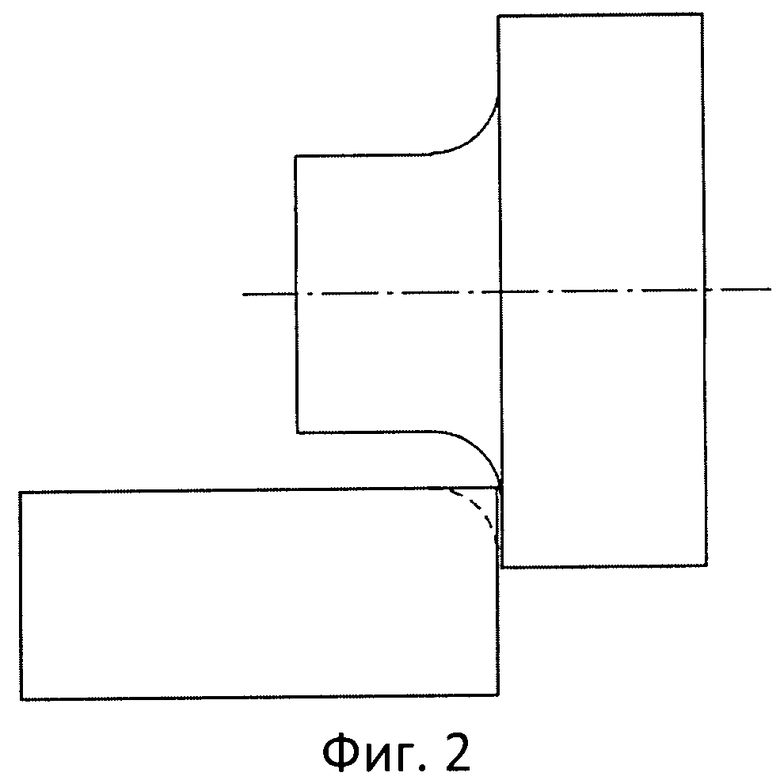
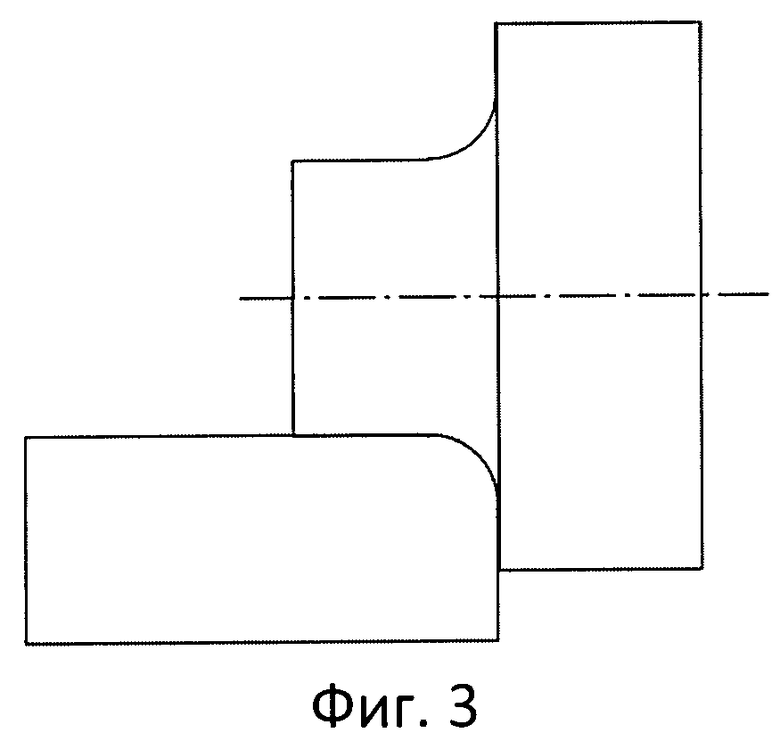
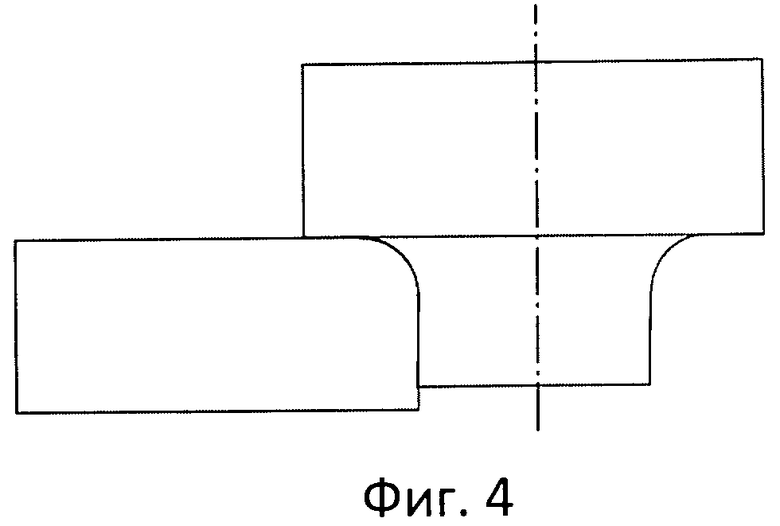
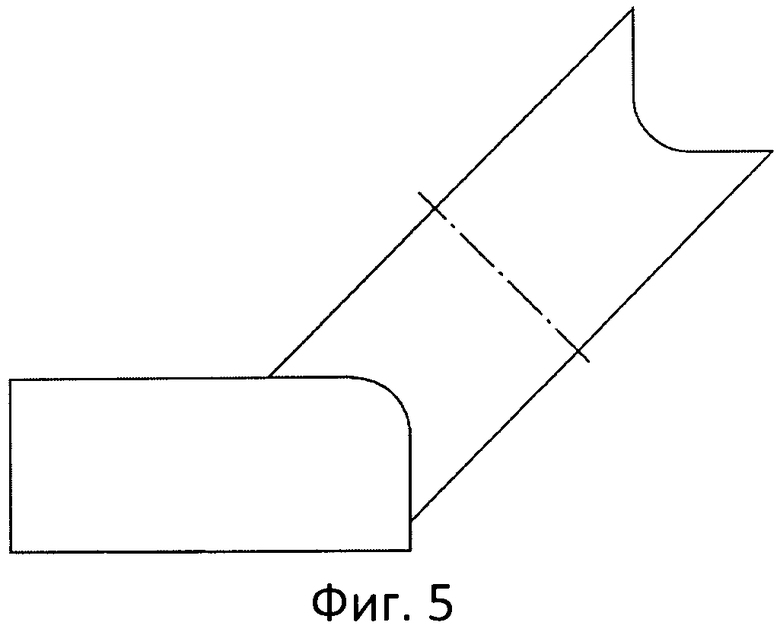
Предлагаемое техническое решение отличается тем, что формирование радиуса происходит без удаления металла за счет непрерывного пластического деформирования острой кромки роликами, движущимся вдоль кромки (Фиг.1, 2). Один инструмент, в виде ролика с галтелью обкатывает одну кромку. Ролик выполнен из материала с большей твердостью, чем обрабатываемый материал, из-за чего острая кромка притупляется и образуется радиус скругления, равный радиусу галтели обкатывающего ролика. Ролик прижимается к заготовке с усилием, необходимым для пластической деформации обрабатываемого материала посредством гидравлики, механики или другими способами. Усилие зависит от твердости материала и величины формируемого радиуса, например для стали с пределом текучести 450 МПа и радиуса в 2-4 мм усилие составляет несколько тонн. Величина и точность формируемого скругления определяется изготовленным инструментом и твердостью материала и не зависит от колебаний прижимного усилия. За счет пластических деформаций поверхности, в зоне острой кромки образуется наклеп и поэтому скругленный край получается гладким и упрочненным. Скорость накатки кромок мало ограничена, поэтому наибольшую эффективность способ имеет в промышленных масштабах. Необходимый для работы инструмент прост в изготовлении и надежен. Раздельное независимое расположение обминающих роликов позволяет создавать следящие ролики и использовать различные положения осей (Фиг.3, 4, 5). Это придает способу универсальность и позволяет на одном станке обрабатывать кромки на заготовках любой ширины и толщины, в том числе с переменной по длине толщиной или шириной, а так же дает возможность обработки профилей, отличных от листа.
Известен патент SU 1712027 A1 на устройство для обработки кромок, которое отличается тем, что может применяться только на листовом прокате, причем две кромки листа формируются 1 роликом, из-за чего накатываются фаски вместо радиусов, иначе конструкцию может заклинить.
К представленному техническому решению наиболее близок японский патент JP 2002307123 A, в котором описывается способ обкатки и устройство для создания скругления, однако отличается тем, что предназначен для обработки только пластин и только с очень точными размерами. Если размеры заготовки будут отличаться, то получение точных радиусов становится невозможно или может произойти заклинивание. Таким образом, при смене типа профиля или даже его размера, требуется переналадка инструмента.
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО ДЛЯ ЗАКРУГЛЕНИЯ КРОМОК ДВУТАВРА | 2014 |
|
RU2564183C1 |
| СПОСОБ ВОССТАНОВЛЕНИЯ ШЕЕК КОЛЕНЧАТОГО ВАЛА | 1992 |
|
RU2050243C1 |
| СПОСОБ ПОЛУЧЕНИЯ СКРУГЛЕНИЙ НА ОТЛИВКАХ ИЗ АЛЮМИНИЕВОГО СПЛАВА | 2011 |
|
RU2470733C1 |
| СПОСОБ ДВУСТОРОННЕЙ ФИНИШНОЙ ОБРАБОТКИ ТОРЦОВ ЦИЛИНДРИЧЕСКИХ ДЕТАЛЕЙ | 2003 |
|
RU2264904C2 |
| СПОСОБ ПОДГОТОВКИ К ЭКСПЛУАТАЦИИ НАРЕЗНЫХ НЕФТЕГАЗОПРОМЫСЛОВЫХ ТРУБ И КОМПЛЕКС ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2006 |
|
RU2312201C1 |
| ИНСТРУМЕНТ ДЛЯ УЛЬТРАЗВУКОВОЙ ОБРАБОТКИ КОНИЧЕСКОЙ РЕЗЬБЫ ДЕТАЛЕЙ | 2004 |
|
RU2271270C1 |
| СПОСОБ ФОРМООБРАЗОВАНИЯ ЛИСТОВЫХ ДЕТАЛЕЙ ДВОЯКОЙ КРИВИЗНЫ | 2013 |
|
RU2566127C2 |
| Способ разделки изношенных автомобильных шин с металлокордом | 1990 |
|
SU1752563A1 |
| СПОСОБ ОБРАБОТКИ РЕЗАНИЕМ С ОПЕРЕЖАЮЩИМ ПЛАСТИЧЕСКИМ ДЕФОРМИРОВАНИЕМ | 1973 |
|
SU407648A1 |
| Способ формообразования поверхностей зубьев цилиндрических колес | 1986 |
|
SU1454560A1 |
Изобретение относится к области обработки металлов давлением и может быть использовано при создании элементов металлоконструкций. Гладкие радиусы закругления на острых внешних кромках металлического полуфабриката получают пластическим деформированием кромок с образованием наклепа в зонах кромок. При этом пластическое деформирование каждой кромки осуществляют галтелью перемещаемого вдоль кромки ролика, радиус которой равен радиусу формируемого на острой внешней кромке закругления. Расширяются технологические возможности. 5 ил.
Способ создания гладких радиусов закругления на острых внешних кромках металлического полуфабриката, включающий пластическое деформирование кромок с образованием наклепа в зонах кромок, отличающийся тем, что пластическое деформирование каждой кромки осуществляют галтелью перемещаемого вдоль кромки ролика, радиус которой равен радиусу формируемого на острой внешней кромке закругления.
| JP 2002307123 А, 22.10.2002 | |||
| СПОСОБ ПОЛУЧЕНИЯ ХЕЛАТНЫХ СОЕДИНЕНИЙ | 1967 |
|
SU225171A1 |
| Устройство для обработки кромок листового материала | 1989 |
|
SU1712027A1 |
| СПОСОБ СКРУГЛЕНИЯ КРОМОК ЛИСТА И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1994 |
|
RU2131333C1 |
| ПОЛУДУПЛЕКСНОЕ УПРАВЛЕНИЕ УНИВЕРСАЛЬНЫМ АСИНХРОННЫМ ПРИЕМОПЕРЕДАТЧИКОМ ДЛЯ ОДНОКАНАЛЬНОЙ ДВУНАПРАВЛЕННОЙ РАДИОСВЯЗИ | 1997 |
|
RU2216109C2 |

