Изобретение относится к области машиностроения и может быть использовано в судостроении, энергетике, нефтяной и газовой промышленности для монтажа центруемых механизмов.
Известен способ центрирования валов (патент РФ №2316725, МПК G01B 5/25, заявл. 20.09.2006 г., опубл. 10.02.2008 г.), по которому производят измерение смещения валов относительно друг друга при их синхронном повороте и осуществляют коррекцию их положения по измеренным значениям смещений.
Известен способ монтажа турбозубчатого агрегата (Ф.С.Держилов, Б.Х. Бортштейн, В.Д. Харитонов. Технология судоремонта. Издательство «Транспорт», М., 1970 г., стр.295), по которому вначале производят центровку по изломам и смещениям редуктора к валопроводу, а затем после крепления редуктора производят центровку турбины к редуктору.
Недостатком приведенных способов является отсутствие учета влияния изломов и смещений на параметры, определяющие надежность функционирования механизмов, в качестве которых могут быть выделены нагрузки на подшипники механизма, напряжения в валах и др.
Известен также способ монтажа тронковых дизелей (РД5.4046-83. Дизели судовые тронковые с тяжелым маховиком. Типовой технологический процесс монтажа, Ленинград, НПО «Ритм», 1984 г.), являющийся наиболее близким по технической сущности к заявленному техническому решению.
При реализации способа монтажа тронковых дизелей производят предварительную центровку дизеля к валопроводу. Устанавливают под маховик дизеля приспособление с динамометрами. Приспособление должно обеспечивать возможность поворота коленчатого вала и перемещение дизеля на фундаменте при центровке. Производят нагружение динамометров вертикальной нагрузкой до устранения недопустимых раскепов. Не снимая приспособление, производят центровку дизеля к валопроводу по изломам и смещениям, а затем крепят дизель на фундаменте.
Для выполнения центровки изломы и смещения, как правило, устанавливают по нормативной документации или по справочной литературе, в которых разделение числовых значений параметров центровки выполнено по отдельным группам механизмов, типам применяемых соединений валов и частоте вращения валов.
Недостатком способа центровки является отсутствие возможности оценки по значениям параметров центровки нагрузок на подшипники механизма и напряжений в валах и, соответственно, низкая точность контроля монтажных нагрузок и напряжений в валах механизмов.
Задачей настоящего изобретения является повышение точности контроля монтажных нагрузок и напряжений в валах и расширение технологических возможностей процессов центровки механизмов.
Этот технический результат, обеспечиваемый настоящим изобретением, достигается способом, включающим предварительную центровку, измерение текущих значений параметров центровки валов, окончательную центровку и крепление механизмов. При этом перед центровкой производят нагружение валов механизмов с помощью приспособления заданным изгибающим моментом и поперечной силой. Измеряют прогибы S1, S2 и углы поворота валов L1, L2 обоих механизмов. Снимают приспособление. Рассчитывают излом и смещение в соединении валов по зависимостям:

где I - излом в соединении валов;
S - смещение в соединении валов.
По рассчитанным значениям изломов и смещений производят окончательную центровку механизмов.
Вариантом способа является технологическая последовательность, предусматривающая сборку соединения валов механизмов после предварительной центровки и выполнение окончательной центровки непосредственно по значениям прогибов и углов поворота валов, измеренных при нагружении валов механизмов
с помощью приспособления заданным изгибающим моментом и поперечной силой.
Предлагаемый способ монтажа механизмов позволит повысить точность контроля монтажных нагрузок и напряжений в валах и расширить технологические возможности процессов центровки механизмов.
Заявленное техническое решение поясняется чертежом, на котором изображены два механизма 1 и 2 в процессе нагружения заданным изгибающим моментом и поперечной силой и измерения прогибов и углов поворота валов.
Способ реализуют в следующем порядке.
1. При изготовлении механизма расчетными или экспериментальными методами определяют значения изгибающего момента и поперечной силы, обеспечивающие оптимальные нагрузки на подшипники и напряжения в валах.
2. Затем производят по отдельности нагружение валов механизмов 1 и 2 с помощью приспособления (на чертеже не указано) изгибающим моментом М и поперечной силой Q. В качестве приспособления может быть использована технологическая балка, консольно закрепленная на валу. Технологическую балку посредством двух динамометров соединяют с технологическими опорами, что позволяет регулировать изгибающий момент и поперечную силу, приложенную к валу.
3. Далее измеряют прогибы S1, S2 и углы поворота валов I1, I2 механизмов 1 и 2.
4. После этого снимают приспособление и подготавливают механизмы к погрузке на фундамент.
5. Далее рассчитывают излом I и смещение S в соединении валов по системе уравнений (1).
6. После погрузки механизмов 1 и 2 на фундамент производят их предварительную «грубую» центровку.
7. Затем производят измерение текущих значений параметров излома и смещения валов. Измерение может быть выполнено известными методами, например, с помощью парных стрел или лазерных систем контроля.
8. После этого производят окончательную центровку механизмов по рассчитанным значениям излома I и смещения S.
9. В конце производят крепление механизмов.
Способ центровки обеспечивает косвенное измерение изгибающего момента и поперечной силы в соединении валов и соответственно повышение точности.
Выполнение контроля центровки по прогибам и углам поворота валов позволяет производить измерение параметров центровки без разборки валов и соответственно обеспечивает возможность диагностирования центровки в эксплуатации.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ МОНТАЖА ЦЕНТРУЕМЫХ МЕХАНИЗМОВ | 2010 |
|
RU2439486C1 |
| СПОСОБ ЦЕНТРОВКИ СУДОВОГО ВАЛОПРОВОДА | 1991 |
|
RU2007327C1 |
| Способ центровки механизма с судовым валопроводом | 1982 |
|
SU1024366A1 |
| СПОСОБ МОНТАЖА СУДОВОГО ВАЛОПРОВОДА | 1991 |
|
RU2031055C1 |
| СПОСОБ ЦЕНТРОВКИ СУДОВОГО ВАЛОПРОВОДА И ОПТИЧЕСКИЙ ТЕНЗОМЕТР ДЛЯ НЕГО | 2017 |
|
RU2715081C2 |
| СПОСОБ МОНТАЖА СУДОВОГО ВАЛОПРОВОДА | 1994 |
|
RU2092380C1 |
| СПОСОБ УСТАНОВКИ ОПОРНЫХ ПОДШИПНИКОВ ВАЛОПРОВОДА ПАРОВОЙ ТУРБИНЫ | 1992 |
|
RU2029101C1 |
| Способ монтажа гребного вала | 1983 |
|
SU1123937A1 |
| Способ центровки судового валопровода и устройство для его осуществления | 1984 |
|
SU1237554A1 |
| Способ центровки судового валопровода | 1987 |
|
SU1468818A1 |
Изобретение относится к области машиностроения и может быть использовано в судостроении, энергетике, нефтяной и газовой промышленности для монтажа центруемых механизмов. Способ включает в себя предварительную центровку, измерение текущих значений параметров центровки валов, окончательную центровку и крепление механизмов. При этом перед центровкой производят нагружение валов механизмов с помощью приспособления заданным изгибающим моментом и поперечной силой. Измеряют прогибы и углы поворота валов обоих механизмов. Снимают приспособление. Рассчитывают излом и смещение в соединении валов по зависимостям:
где I - излом в соединении валов; S - смещение в соединении валов. По рассчитанным значениям изломов и смещений производят окончательную центровку механизмов. Технический результат - повышение точности контроля монтажных нагрузок и напряжений в валах и расширение технологических возможностей процессов центровки механизмов. 1 ил.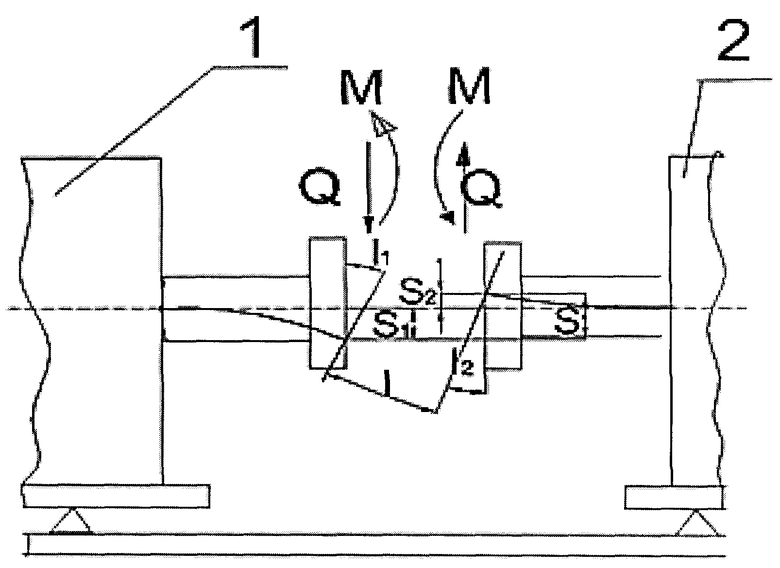
Способ монтажа центруемых механизмов по изгибающему моменту и поперечной силе, включающий предварительную центровку, измерение текущих значений параметров центровки валов, окончательную центровку и крепление механизмов, отличающийся тем, что перед центровкой производят нагружение валов механизмов с помощью приспособления заданными значениями изгибающего момента и поперечной силы, измеряют прогибы S1, S2 и углы поворота валов I1, I2 механизмов, снимают приспособление, рассчитывают излом I и смещение S в соединении валов по зависимостям:
где I - излом в соединении валов;
S - смещение в соединении валов, по которым производят окончательную центровку механизмов.
| Кипятильник для воды | 1921 |
|
SU5A1 |
| Дизели судовые тронковые с тяжелым маховиком | |||
| Типовой технологический процесс монтажа | |||
| - Л.: НПО «Ритм», 1984 | |||
| СПОСОБ ЦЕНТРИРОВАНИЯ ВАЛОВ МАШИН | 2006 |
|
RU2316725C1 |
| Сборные железобетонные плиты для бункеров | 1951 |
|
SU94291A1 |
| Способ сборки соединений типа вал-втулка | 1990 |
|
SU1761426A1 |
| МЕХАНИЧЕСКИЙ ВЫПРЯМИТЕЛЬ ПЕРЕМЕННОГО ТОКА | 1956 |
|
SU106204A1 |

