Область техники
Изобретение относится к области порошковой металлургии и может быть использовано для производства цилиндрических поковок заданной плотности из скомпактированных спеченных заготовок металлических порошков.
Уровень техники
Известен способ горячей штамповки поковок, который включает нагрев исходной заготовки, штамповку в закрытом штампе осадкой в торец, извлечение поковки из штампа и охлаждение [Ковка и штамповка: Справочник. В 4-х т. - М.: Машиностроение, 1986. - Т.2. Горячая объемная штамповка / Под ред. Е.И. Семенова, 1986. - С.171].
Известен также принятый заявителем за наиболее близкий аналог способ горячей штамповки цилиндрических поковок, включающий нагрев исходной цилиндрической заготовки, штамповку в закрытом штампе осадкой в торец, извлечение поковки из штампа с использованием выталкивателя и охлаждение [Охрименко Я.М. Технология кузнечно-штамповочного производства. - Изд. 2-е. - М.: Машиностроение, 1976. - С.261-262, 279-280].
Недостаток известных способов заключаются в следующем.
Размеры исходной монолитной заготовки определяются из условия постоянства объема. Однако данное условие неприменимо при использовании пористой порошковой заготовки, так как не обеспечивает производство поковки с требуемой плотностью.
Указанный недостаток не позволяет определять деформационные условия штамповки, гарантирующие получение поковки с заданной плотностью, что не обеспечивают необходимую конструктивную прочность детали, изготавливаемой из такой поковки.
Описание изобретения
Техническая задача данного изобретения - получение цилиндрических поковок с использованием скомпактированных спеченных цилиндрических заготовок из металлических порошков с заданной плотностью.
Технический результат изобретения достигается предварительным определением необходимых парных значений высотной и радиальной относительных деформаций цилиндрической заготовки при штамповке в закрытом штампе осадкой в торец.
На чертеже изображена схема производства поковок, где 1 - исходная заготовка, 2 - штамп, 3 - поковка, 4 - выталкиватель.
Отличительные признаки
Способ отличается от известного тем, что для процесса пластического деформирования композиционных спеченных порошковых материалов в закрытом штампе используется условие сохранения постоянства массы:
Vi·ρi=const,
где Vi - объем заготовки или поковки; 



Способ работает следующим образом.
Нагретую исходную цилиндрическую заготовку 1 штампуют в закрытом штампе 2 осадкой в торец. При этом деформационное условие процесса штамповки определяется по выражению:
где 
h0, h1 - высота исходной заготовки и поковки соответственно;
d0, d1 диаметр исходной заготовки и поковки соответственно;
ρ0=

γ0 - плотность заготовки;
ρ1=

γ1 - плотность поковки.
Из данного условия определяются размеры получаемой поковки: высота h1=(1-ε)·h0 и диаметр d1=(1+εr)·d.
Затем поковку 3 с использованием выталкивателя 4 извлекают из штампа 2 и охлаждают.
Данный способ производства обеспечивает получение цилиндрических поковок с заданной плотностью, гарантирующей необходимый комплекс физико-механических свойств изготавливаемых из них деталей.
Способ может быть реализован на промышленном агрегате, например гидравлическом прессе, укомплектованном нагревательной печью и закрытым штампом с выталкивателем.
Пример реализации.
Исходные цилиндрические заготовки высотой h0=13,9 мм, диаметром d0=38,1 мм и объемом


Для получения цилиндрической поковки диаметром d1,=42,5 мм посредством штамповки в закрытом штампе осадкой в торец с заданной относительной плотностью ρ1=0,900 радиальная относительная деформация будет 

Штамповку с ограничением высотных и диаметральных размеров поковок в закрытом штампе производили на универсальной гидравлической испытательной машине РМ-20 при скорости деформирования 3 мм/с. Получили десять цилиндрических поковок высотой h1=10,3 мм и диаметром d1=42,5 мм. Средняя плотность поковок составила γ1=7,9744г/см3 и ее относительная величина ρ1=0,89 (с отличием от заданной величины на 1,1%).
За счет соблюдения деформационного условия штамповки в закрытом штампе из скомпактированных спеченных цилиндрических заготовок металлических порошков производятся цилиндрические поковки с заданной плотностью, что гарантирует получение из них деталей с необходимым комплексом физико-механических свойств.
| название | год | авторы | номер документа |
|---|---|---|---|
| 3/4-НЕПРЕРЫВНЫЙ ШИРОКОПОЛОСНЫЙ СТАН С БЕСКОНЕЧНОЙ ГОРЯЧЕЙ ПРОКАТКОЙ ТОНКИХ ПОЛОС НИЗКОУГЛЕРОДИСТОЙ СТАЛИ | 2012 |
|
RU2483815C1 |
| СПОСОБ ПРОИЗВОДСТВА ГОРЯЧЕКАТАНЫХ ПОЛОС ИЗ НИЗКОУГЛЕРОДИСТОЙ СТАЛИ | 2008 |
|
RU2396134C2 |
| Листопрокатная клеть дуппель-кварто | 2020 |
|
RU2758397C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОКОВОК С ОТРОСТКАМИ | 2002 |
|
RU2255831C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ШТАМПОВАННЫХ ПОКОВОК | 2004 |
|
RU2275271C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОКОВОК СО СТЕРЖНЕМ | 2004 |
|
RU2273542C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОКОВОК ТИПА КРЫШЕК ИЛИ ДНИЩ | 2013 |
|
RU2567416C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ШТАМПОВАННЫХ ПОКОВОК | 2011 |
|
RU2494831C2 |
| СПОСОБ ГОРЯЧЕЙ ПРОКАТКИ ТОЛСТЫХ ЛИСТОВ ИЗ МЕДНЫХ СПЛАВОВ | 2013 |
|
RU2515802C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОЛЫХ ПОКОВОК С БОКОВЫМ ОТРОСТКОМ | 2007 |
|
RU2344898C2 |
Изобретение относится к области порошковой металлургии и может быть использовано при производстве цилиндрических поковок заданной плотности штамповкой скомпактированных спеченных заготовок, полученных из металлических порошков. Производят осадку в торец нагретой исходной цилиндрической заготовки в закрытом штампе. Готовую поковку извлекают из штампа с использованием выталкивателя и охлаждают. Деформирование заготовки осуществляют с соблюдением условия, выраженного в виде приведенного математического выражения, в которое входят относительное обжатие заготовки, ее относительная радиальная деформация, относительная плотность заготовки и относительная плотность поковки. В результате обеспечивается получение цилиндрических поковок с заданной плотностью, гарантирующей необходимый комплекс физико-механических свойств изготавливаемых из них деталей. 1 ил., 1 пр.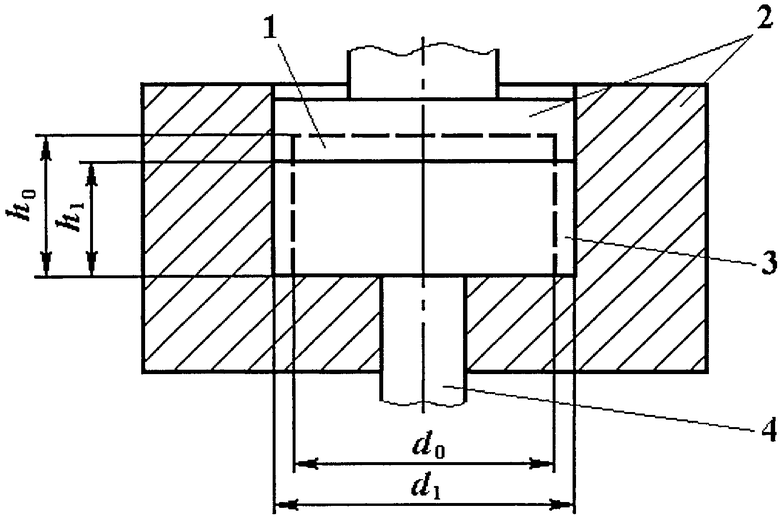
Способ производства цилиндрических поковок из скомпактированных спеченных заготовок из металлических порошков, включающий нагрев исходной цилиндрической заготовки, ее штамповку в закрытом штампе осадкой в торец, извлечение полученной поковки из штампа с использованием выталкивателя и охлаждение, отличающийся тем, что штамповку осуществляют с соблюдением следующего соотношения:
,
где - относительное обжатие заготовки, h0, h1 - высота исходной заготовки и поковки соответственно;
- относительная радиальная деформация заготовки, d0, d1 - диаметр исходной заготовки и поковки соответственно;
 - относительная плотность заготовки, γ0, γм - плотность заготовки и металла порошка соответственно;
- относительная плотность заготовки, γ0, γм - плотность заготовки и металла порошка соответственно;
 - относительная плотность поковки, γ1 - плотность поковки.
- относительная плотность поковки, γ1 - плотность поковки.
| Способ изготовления порошковых изделий с боковым буртом и устройство для его осуществления | 1988 |
|
SU1637959A1 |
| Способ получения спеченных изделий из порошков нержавеющих сталей ферритного класса | 1987 |
|
SU1411101A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ИЗДЕЛИЙ ИЗ ТВЕРДЫХ СПЛАВОВ НА ОСНОВЕ КАРБИДОВ ПЕРЕХОДНЫХ МЕТАЛЛОВ | 1991 |
|
RU2030254C1 |
| US 20100098575 A1, 22.04.2010 | |||

