Настоящее изобретение относится к способу изготовления металлического сотового элемента, используемого для снижения токсичности отработавших газов (ОГ), прежде всего ОГ, образующихся при работе нестационарного двигателя, такого, например, как двигатель внутреннего сгорания (ДВС) с принудительным воспламенением рабочей смеси или дизельный двигатель.
В настоящее время наряду с керамическими сотовыми элементами в качестве несущих структур или носителей, например, для каталитически активных веществ, существует также множество разновидностей металлических сотовых элементов, изготовленных из металлических материалов. Особый интерес представляют прежде всего сотовые элементы, которые собирают из нескольких соединяемых между собой частей. При этом используются, например, металлические пластины, тонкие металлические листы, фольга и иные аналогичные материалы. Листы фольги (в данном случае этот термин используется как родовое понятие для всех указанных выше материалов-носителей) образуют при этом по меньшей мере несущие структуры и расположены относительно друг друга таким образом, что они образуют между собой каналы. Так, например, известно совместное свертывание гофрированных и/или гладких листов фольги в рулон со спиральной навивкой и/или их набор в пакет и/или совместное сгибание и помещение в корпус. Такой корпус преимущественно также изготовлен из металла.
При изготовлении подобных металлических сотовых элементов важное значение имеет наличие у них способности выдерживать в конечном итоге высокие термические и/или динамические нагрузки в системе выпуска ОГ, образующихся при работе нестационарных ДВС. При этом необходимо упомянуть, с одной стороны, циклическую знакопеременную термическую нагрузку (обусловленную изменением температуры от окружающей температуры до, например, 800 или даже 900°C), а с другой стороны, динамическое возбуждение колебаний вследствие, например, вибрации или тряски автомобиля, а также вследствие возникновения обусловленных процессами сгорания волн давления в системе выпуска ОГ. В остальном необходимо также отметить, что подобные сотовые элементы обычно подвергаются высокому коррозионному воздействию окружающей среды. С учетом всех этих условий соединение листов фольги между собой, соответственно с корпусом, должно обладать высокими долговечностью и прочностью. Отделение частей фольги приводит прежде всего к повреждению ими расположенных далее по ходу потока ОГ компонентов системы их выпуска и/или блокированию путей прохождения потока ОГ.
В остальном известно использование избирательной пайки при изготовлении подобных сотовых элементов. Сказанное означает, например, что листы фольги нежелательно соединять пайкой между собой, соответственно с трубчатым кожухом, во всех местах их контакта друг с другом, соответственно с ним. Более того, предпочтительно, например, предусматривать паяное соединение между листами фольги и корпусом в зонах, имеющих вид круговых полосок. В отношении паяных соединений листов фольги между собой также следует отметить, что при необходимости они на одних осевых участках соединены между собой пайкой по длине всей сотовой структуры, а на других - не соединены. При определенных условиях и по поперечному сечению сотовой структуры листы фольги на одних отдельных участках мест их контакта друг с другом могут быть соединены, а на других - не соединены между собой пайкой. Цель такой целенаправленной пайки в заданных местах состоит в обеспечении компенсации термических напряжений внутри сотового элемента путем образования заданных зон деформации, в которых детали сотового элемента могут перемещаться относительно друг друга.
Для обеспечения, соответственно, высокой выносливости металлического сотового элемента уже были предложены способы пайки, проводимой прежде всего при исключительно высоких температурах и в вакууме. Проведение процесса пайки в таких условиях требует постоянного соблюдения точного технологического режима и связано с высокими затратами на аппаратурное оформление. В качестве примера подобного способа изготовления металлического сотового элемента можно назвать способ, описанный в WO 96/08336 А1. В этой публикации прежде всего отмечается, что для реализации такого способа необходимо создание вакуума и температуры свыше 1200°С.
Исходя из вышеизложенного, в основу настоящего изобретения была положена задача по меньшей мере частично решить рассмотренные выше в описании уровня техники проблемы. Задача изобретения состояла прежде всего в разработке способа изготовления металлического сотового элемента для снижения токсичности ОГ путем пайки, который был бы простым в осуществлении, прежде всего в рамках непрерывного или поточного технологического процесса. Помимо этого такой способ должен обеспечивать возможность изготовления сотовых элементов с целенаправленными паяными соединениями и при необходимости с долговечной защитой от коррозии. Кроме того, задача изобретения состояла также в разработке устройства для осуществления подобного способа.
Указанные задачи решаются с помощью способа, стадии которого указаны в п. 1 формулы изобретения, а также с помощью устройства, заявленного в п. 10 формулы изобретения. Различные предпочтительные варианты осуществления изобретения представлены в соответствующих зависимых пунктах формулы изобретения. Необходимо отметить, что представленные по отдельности в пунктах формулы изобретения отличительные особенности изобретения могут использоваться в любом технически целесообразном сочетании друг с другом и могут образовывать другие варианты осуществления изобретения. Изобретение более подробно рассмотрено в последующем описании, прежде всего во взаимосвязи с прилагаемыми к нему чертежами, в котором представлены также другие варианты осуществления изобретения.
Предлагаемый в изобретении способ изготовления металлического сотового элемента, используемого для снижения токсичности отработавших газов, заключается в выполнении по меньшей мере следующих стадий:
а) сотовый элемент подвергают предварительной обработке при температуре выше 400°С,
б) сотовый элемент охлаждают,
в) сотовый элемент подвергают пайке при температуре в пределах от 1050 до 1100°С при атмосферном давлении и
г) сотовый элемент охлаждают.
В данном месте описания необходимо в первую очередь отметить, что предлагаемый в изобретении способ позволяет создавать долговечные паяные соединения при изготовлении металлических сотовых элементов прежде всего указанных в начале описания типов. Под "пайкой" в контексте настоящего описания всегда подразумевается так называемая высокотемпературная пайка (или пайка твердым припоем).
Стадия а) прежде всего может также охватывать несколько процессов. В общем случае стадию а) можно рассматривать как стадию очистки. При этом, например, сотовый элемент можно сначала предварительно нагревать на воздухе при атмосферном давлении до температуры в пределах от 70 до 100°С прежде всего для испарения находящейся в сотовом элементе воды. Помимо этого проводят процесс, в ходе которого сотовый элемент подвергают дальнейшему нагреву до температуры по меньшей мере 400°С, например, до температуры около 500°С или 550°С. В ходе этого процесса из сотового элемента наряду с водой удаляют также, например, масла, жиры или иные аналогичные вещества. С этой целью может потребоваться создание незначительно разрежения, в соответствии с чем обработку сотового элемента проводят при температуре выше 400°С и при давлении, например, в пределах от 400 до 800 мбар. Продолжительность стадии а), соответственно термической обработки, при температуре выше 400°С должна составлять по меньшей мере 60 мин, а при определенных условиях даже по меньшей мере 80 мин, при этом по соображением экономии энергии максимальную продолжительность такой обработки следует ограничивать двумя часами.
Затем сотовый элемент следует вновь охлаждать (стадия б)). Сотовый элемент при этом в предпочтительном варианте охлаждают не до окружающей температуры, а до несколько превышающей ее температуры с выдержкой при ней. Для собственно процесса охлаждения можно использовать пригодную для этой цели охлаждающую среду, например, холодный воздух. На стадии б) сотовый элемент предпочтительно охлаждать до температуры в пределах от 50 до 250°C и выдерживать при этой температуре. Продолжительность и этой стадии предпочтительно должна составлять по меньшей мере один час.
После этого металлические сотовые элементы оказываются подготовлены к дальнейшей их обработке настолько, что возможно проведение стадии собственно их пайки (стадия в)). Сотовый элемент с находящимся в нем припоем при этом нагревают до температуры в пределах от 1050 до 1100°C с более продолжительной выдержкой при этой температуре. При этом преобладает в основном атмосферное давление (около 1000 мбар). При температуре, лежащей в указанном интервале, припой расплавляется и распределяется (при определенных условиях также в результате капиллярного эффекта) в требуемых, заданных зонах металлического сотового элемента и в соответствии с этим смачивает его требуемые, соединяемые пайкой места.
Затем сотовый элемент вновь охлаждают. Сотовый элемент предпочтительно при этом охлаждать со скоростью, аналогичной скорости его нагрева при выполнении стадии в). В соответствии с этим продолжительность охлаждения сотового элемента на стадии г) составляет, например, по меньшей мере 60 мин. Для охлаждения также можно использовать пригодные для этой цели текучие среды и/или теплообменники, которые контактируют с технологическим оборудованием, в окружении которого находится сотовый элемент, или с ним самим. Именно при контакте текучей среды с сотовым элементом в качестве текучих сред предпочтительно использовать газообразные текучие среды (газы).
В качестве особого преимущества предлагаемого в изобретении способа следует отметить проведение процесса пайки (стадия в)) без создания вакуума, благодаря чему существенно упрощается обращение с подобными металлическими сотовыми элементами и значительно сокращаются межоперационное время и затраты на аппаратурное оформление процесса их изготовления. Данный фактор играет существенную роль постольку, поскольку подобные металлические сотовые элементы изготавливают серийно, и поэтому проведение данной технологической операции без создания вакуума существенно упрощает и удешевляет изготовление сотовых элементов. Помимо этого проведение процесса пайки без создания вакуума позволяет также (полностью) автоматизировать процессы загрузки подвергаемых пайке сотовых элементов в технологическое оборудование и выгрузки из него подвергнутых пайке сотовых элементов.
В одном из вариантов осуществления предлагаемого в изобретении способа, по меньшей мере, при выполнении стадий а) и в) проводят постоянную продувку технологическим газом. При определенных условиях может также оказаться предпочтительным проводить постоянную продувку технологическим газом и при выполнении стадии б) и/или стадии г). Под выражением “продувка технологическим газом” подразумеваются процесс, в ходе которого в пространство, в котором происходит обработка сотового элемента, подводят окружающий его технологический газ и вновь отводят его из этого пространства, в результате чего происходит постоянная замена технологического газа (газообмен). При этом можно поддерживать особо высокую чистоту технологического газа в окружающем металлические сотовые элементы пространстве. Благодаря постоянному подводу и/или отводу технологического газа обеспечивается также удаление выходящих из металлического сотового элемента веществ, паров, твердых частиц и аналогичных компонентов. В качестве технологического газа можно прежде всего использовать один или несколько из числа следующих газов: воздух, аргон, водород. Охлаждение сотовых элементов на стадиях б) и г) в предпочтительном варианте проводят воздухом в качестве технологического газа (который при определенных условиях используют также для оксидирования; при определенных условиях предпочтительно лишь при температуре не выше 200°C или даже лишь не выше 150°C). При выдержке сотового элемента при повышенной температуре на стадии б) и/или при пайке на стадии в) в качестве технологического газа предпочтительно использовать (преимущественно) аргон.
Помимо этого в еще одном предпочтительном варианте осуществления предлагаемого в изобретении способа при выполнении стадии в) происходит преимущественно повышение температуры. Сказанное означает, в частности, что в процессе пайки металлических сотовых элементов нежелателен резкий их нагрев. Более того, продолжительность процесса повышения температуры сотового элемента должна превышать продолжительность его выдержки при температуре, лежащей в указанном интервале от 1050 до 1100°C. Продолжительность процесса повышения температуры предпочтительно должна превышать продолжительность выдержки сотового элемента при температуре, лежащей в указанном интервале, на величину, составляющую по меньшей мере 20%, а при определенных условиях достигающую 50% или даже 100%. Продолжительность процесса повышения температуры может составлять прежде всего от 60 до 100 мин.
Предпочтительно далее при выполнении стадии в) поддерживать чистоту технологического газа на уровне по меньшей мере 99,999%. В этом случае в качестве защитного газа используют главным образом аргон, при этом при необходимости можно также в определенных относительных количествах подавать водород. Второй из указанных газов наиболее предпочтительно при этом использовать со степенью его очистки по меньшей мере 6,0. Оба технологических газа подают и непрерывно заменяют при этом при примерно атмосферном давлении (около 1000 мбар). При одновременном использовании аргона и водорода на долю последнего предпочтительно должно приходиться значительно менее 10 об.%.
Помимо этого обработке предлагаемым в изобретении способом преимущественно подвергают сотовый элемент, изготовленный из материала на основе железа (из стали), который в качестве основных легирующих элементов содержит хром и алюминий, относительное содержание первого из которых по меньшей мере в 3 раза выше относительного содержания второго из указанных легирующих элементов. В особенно предпочтительном варианте относительное содержание хрома составляет, например, от 12 до 25 мас. %, а относительное содержание алюминия составляет, например, от 3 до 6 мас. %. В качестве примера соответствующих материалов можно назвать марки стали с номерами 1.4767 и 1.4725 по классификации, приведенной в марочнике сталей Германии.
В еще одном предпочтительном варианте осуществления предлагаемого в изобретении способа используют припой на никелевой основе, содержащий в качестве основных добавок хром, фосфор и кремний. В особенно предпочтительном варианте относительное содержание указанных основных добавок должно уменьшаться в следующей последовательности: хром, фосфор, кремний. Содержание хрома в припое на никелевой основе предпочтительно должно превышать относительное содержание хрома в материале, из которого изготовлен сотовый элемент, например должно составлять от 23 до 25 мас. %. Суммарное содержание двух основных добавок - фосфора и кремния - не должно превышать относительное содержание третьей добавки - хрома. Соответствующие припои на никелевой основе выпускаются, например, под наименованием Nicrobraz фирмой Wall Colmonoy Ltd.
В соответствии с одним из вариантов осуществления предлагаемого в изобретении способа после выполнения стадии в) сотовый элемент окисляют на стадии д). Сказанное означает, в частности, что сотовый элемент (вновь) подвергают окислительному воздействию, т.е., например, воздействию температуры выше 600°C, например, температуры около 800°C. При этом одновременно подают воздух и/или кислород в качестве технологического газа. Эту стадию д) можно выполнять, например, еще раз в течение 20-60 мин. В ходе этой стадии д) на поверхностях сотового элемента образуется оксидный слой, прежде всего слой (пленка) оксида алюминия. Такой оксидный слой служит прежде всего для защиты от коррозии и для предотвращения образования диффузионных соединений между листами фольги в не соединенных между собой пайкой, прилегающих друг к другу местах их контакта.
Стадию д) можно выполнять непосредственно после стадии в) и/или можно также сначала подвергать сотовые элементы, соответственно, окружающую их среду значительному охлаждению. В соответствии с этим прежде всего можно также использовать общую печь для выполнения стадий в) и д) с отделением друг от друга зон с различающимися между собой окружающими условиями (кислород - защитный газ) соответствующими разделительными средствами (шиберами, перегородками или иными аналогичными средствами). Так, например, стадию д) можно также выполнять при температуре чуть ниже температуры плавления припоя (например, на 50°C ниже), что позволяет выполнять стадии д) и в) в непосредственной пространственной близости друг от друга.
Предпочтительно далее при выполнении стадии в) контролировать содержание кислорода. С этой целью на входе в камеру обработки, соответственно в месте, где начинается выполнение указанной стадии предлагаемого в изобретении способа, и/или на выходе из камеры обработки, соответственно в месте, где завершается выполнение указанной стадии предлагаемого в изобретении способа, могут быть предусмотрены соответствующие датчики, регистрирующие количество, соответственно качество, технологического газа, прежде всего содержание в нем кислорода. Для этого можно использовать прежде всего кислородные датчики (так называемые лямбда-зонды).
Об особо высокой пригодности предлагаемого в изобретении способа к его применению в серийном производстве свидетельствует тот факт, что при его осуществлении реализуют принцип непрерывного процесса. При этом сотовые элементы расположены, например, в определенных фиксирующих системах и подвергаются на непрерывной, при необходимости замкнутой конвейерной линии обработке на отдельных стадиях с постоянным, заданным тактом (ритмом).
Именно для осуществления предлагаемого в изобретении способа по указанному непосредственно выше принципу непрерывного процесса предпочтительно использовать устройство, имеющее первую печь для выполнения стадии а) и вторую печь для выполнения стадии в), а также имеющее транспортировочную систему, которая проходит через обе печи, имеет привод периодического действия и подразделена шиберами на рабочие зоны. Под транспортировочной системой при этом в предпочтительном варианте подразумевается круговой транспортер, который позволяет одновременно перемещать и обрабатывать множество сотовых элементов. При этом транспортировочная система при необходимости (на отдельных участках) герметично отделена от окружающего пространства, а расположенные последовательно в направлении перемещения сотовых элементов конкретные рабочие зоны отграничены одна от другой, например, касательно существующих между ними различий в температуре и/или используемом технологическом газе шиберами, которые в течение одного такта работы транспортировочной системы отделяют сотовые элементы друг от друга. При перемещении сотовых элементов шиберы (кратковременно) открываются, и сотовые элементы в заданном количестве подаются в соответствующую рабочую зону и выводятся из нее.
Ниже изобретение, а также необходимые для его реализации технические средства более подробно рассмотрены со ссылкой на прилагаемые к описанию чертежи. Необходимо отметить, что хотя на этих чертежах и представлены предпочтительные варианты осуществления изобретения, они, однако, не ограничивают объем изобретения. На прилагаемых к описанию чертежах, которые носят схематичный характер, в частности, показано:
на фиг.1 - вид в плане металлического сотового элемента, выполненного по одному из вариантов,
на фиг.2 - схема последовательности операций, выполняемых в одном из вариантов осуществления предлагаемого в изобретении способа,
на фиг.3 - устройство для осуществления предлагаемого в изобретении способа, выполненное по одному из вариантов,
на фиг.4 - первая температурная кривая и
на фиг.5 - вторая температурная кривая.
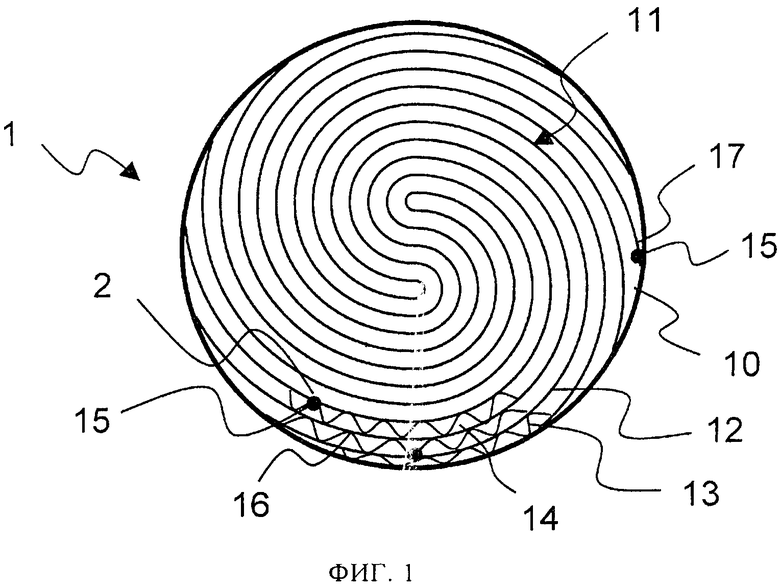
На фиг.1 схематично показан металлический сотовый элемент 1, выполненный по одному из вариантов. В данном случае такой сотовый элемент 1 имеет в основном цилиндрический корпус 10, что, однако, не является строго обязательным условием. Внутри корпуса 10 расположено множество листов фольги, при этом в данном случае гладкие листы фольги 12 и профилированные листы фольги 13 были с попеременным чередованием набраны в пакет, S-образно скручены друг с другом и затем помещены в корпус 10. Благодаря S-образному скручиванию листов фольги все они обоими своими концами 17 прилегают к внутренней поверхности корпуса 10. В результате создается возможность надежного крепления каждого листа фольги по меньшей мере на обоих его концах к корпусу. Вследствие указанного выше расположения гладких листов фольги 12 и профилированных листов фольги 13 с попеременным чередованием образуются места 16 их контакта, в которых листы фольги одного и другого типа прилегают друг к другу. Рассматриваемые в данном случае с торца 11 сотового элемента 1 места 16 контакта проходят в основном в виде линий через него, при этом, однако, при определенных условиях только на части всех линейных мест 16 контакта фактически образовано место 15 спая.
Количество мест 16 контакта, в которых должно образовываться место 15 спая, также может быть сравнительно малым. Так, например, листы фольги можно сначала снабжать адгезивом на конкретных, заданных, локально узко ограниченных участках, лишь точно на которых остается прилипший к листам фольги припой 2 на никелевой основе, образующий в последующем место 15 спая. В данном случае предпочтительно, например, образование места 15 спая всех листов фольги с корпусом 10 по меньшей мере в одном поперечном сечении сотового элемента, параллельном его торцу 11, причем в этом, соответственно, в другом поперечном сечении место 15 спая образовано максимум в 10% или даже максимум лишь в 5% мест 16 контакта листов фольги между собой.
В завершение стенки каналов 14, образованных гладким листом фольги 12 и профилированным листом фольги 13, можно снабжать каталитически активным веществом, наличие которого позволяет использовать сотовый элемент прежде всего в качестве носителя каталитического нейтрализатора для снижения токсичности ОГ, образующихся, например, при работе ДВС, применяемых в автомобилестроении.
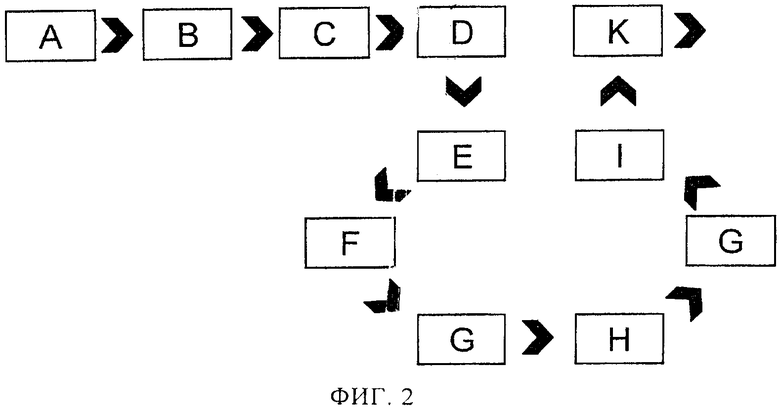
На фиг.2 схематично проиллюстрирован возможный процесс изготовления подобных сотовых элементов. При этом сначала, например, проводят обработку фольги (операция А). В ходе такой обработки фольги ее прежде всего профилируют, при этом при необходимости ее можно подвергать еще и механической и/или химической обработке. Далее может следовать операция по нанесению адгезива (операция В) на по меньшей мере один из листов фольги, из которых изготавливают сотовый элемент. При этом прежде всего на целенаправленно заданные места профилированного листа фольги и/или гладкого листа фольги наносят клей или иное аналогичное вещество, к которому в последующем должен прилипать подаваемый припой. По завершении таких подготовительных операций можно начинать сборку сотового элемента (операция С). С этой целью гладкие листы фольги и профилированные листы фольги можно в заданном количестве набирать в пакет и (по меньшей мере частично) помещать в корпус, при этом в ходе данной операции листы фольги можно подвергать еще и пластическому формоизменению, прежде всего свертывать в рулон или скручивать. Достигаемый по завершении сборки сотового элемента (операция С) результат заключается прежде всего в том, что листы фольги оказываются зафиксированы относительно друг друга, соответственно относительно корпуса (например, благодаря соответствующему предварительному сжатию) в требуемом положении, в котором для последующей обработки они уже не могут смещаться относительно друг друга. Для такой последующей обработки можно затем множество подобных сотовых элементов, например, устанавливать в требуемое положение. Таким путем обеспечивается возможность последующей загрузки сотовых элементов (операция D) в транспортировочную систему для их подачи на термическую обработку, на которую сотовые элементы подаются, например, на пригодных для их межоперационного перемещения поддонах в защищенном виде и устойчивом положении. После этого можно выполнять предлагаемый в изобретении способ. При этом сначала на первой стадии множество сотовых элементов подвергают предварительному нагреву (операция Е). Затем сотовые элементы подвергают предварительной обработке (операция F) в соответствии со стадией а). Далее следует процесс охлаждения (операция G), который соответствует подробно рассмотренной выше стадии б) предлагаемого в изобретении способа. После этого проводят процесс собственно пайки (операция H), который соответствует подробно рассмотренной выше стадии в) предлагаемого в изобретении способа. По завершении процесса пайки (операция H) проводят процесс повторного охлаждения (операция G), который соответствует подробно рассмотренной выше стадии г) предлагаемого в изобретении способа. В рассматриваемом варианте проводят еще и процесс оксидирования (операция I), который соответствует подробно рассмотренной выше стадии д) предлагаемого в изобретении способа. Лишь для полноты описания необходимо еще раз отметить, что процесс оксидирования (операция I) можно также проводить непосредственно по завершении процесса пайки (операция H), например, в разделенной на соответствующие камеры печи. После последующего охлаждения сотовых элементов их можно еще при необходимости снабжать покрытием (операция К), процесс нанесения которого (операция К) обычно проводят уже не в замкнутой транспортировочной системе, а вне нее.
На фиг.3 схематично показан возможный вариант выполнения устройства 3 для осуществления предлагаемого в изобретения способа, предусматривающего выполнение стадий а)-д). Слева на фиг.3 показана транспортировочная система 6, на которую исходно загружаются поддоны 18 с сотовыми элементами (операция D). Затем сотовые элементы сначала предварительно нагревают (операция Е), для чего поддоны перемещают в соответствующую зону. Для перемещения поддонов 18 используется несколько приводов 7 периодического действия, которые перемещают поддоны вперед без значительных сотрясений.
После предварительного нагрева поддоны 18 поступают в первую печь 4, которая двумя шиберами 8 отделена от остального окружающего пространства, соответственно от остального оборудования с образованием в результате заданной рабочей зоны 9. В этой первой печи 4 сотовые элементы подвергаются предварительной обработке, что соответствует стадии а) предлагаемого в изобретении способа. При этом температуру устанавливают прежде всего на значение выше 400°C при постоянной продувке 19 технологическим газом.
После прохождения первой печи 4 поддоны 18 с сотовыми элементами сначала попадают на участок охлаждения (операция G), на котором сотовые элементы вплоть до их поступления во вторую печь 5 выдерживают при температуре, поддерживаемой, например, с помощью устройства сохранения теплового режима на уровне 50-100°C, при этом и на данном участке происходит постоянная продувка 16 технологическим газом, прежде всего аргоном. В отличие от первой печи 4, в которой еще поддерживается небольшое разрежение и которая отграничена от окружающего пространства двумя шиберами 8, в последующей части предлагаемого в изобретении устройства вновь преобладает атмосферное давление.
Далее поддоны 18 с сотовыми элементами поступают во вторую печь 5, в которой проводится процесс собственно пайки (операция H) в соответствии со стадией в) предлагаемого в изобретении способа. Для контроля чистоты технологических газов на входе во вторую печь 5 и на выходе из нее предусмотрены датчики 20. Помимо этого непосредственно на выходе второй печи 5 можно также предусмотреть камеру, в которой уже (частично) протекает процесс оксидирования (операция I).
После выхода из второй печи сотовые элементы сначала охлаждают, а затем (альтернативно или дополнительно) подвергают оксидированию (операция I), после чего сотовые элементы в конечном итоге вновь попадают на тот участок транспортировочной системы 6, на котором окончательно обработанные сотовые элементы можно вновь удалять из предлагаемого в изобретении устройства.
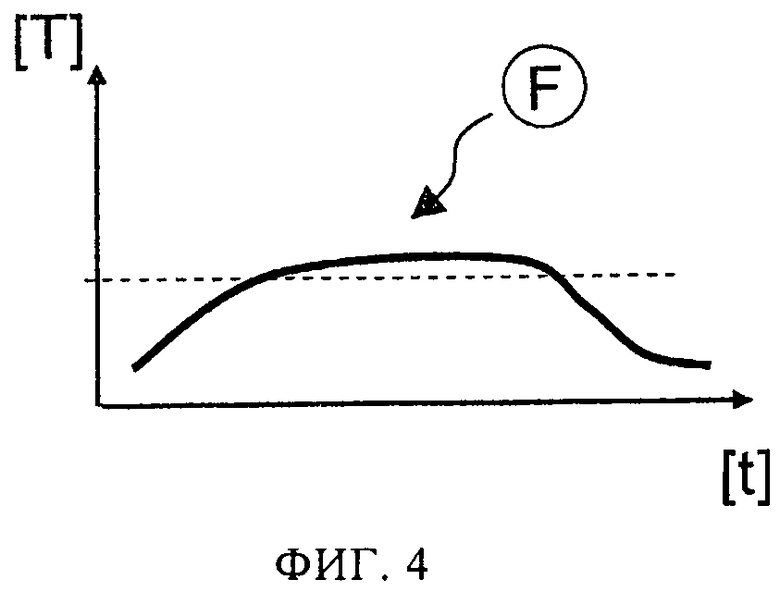
На фиг.4 схематично показан график изменения температуры сотовых элементов при их прохождении через первую печь 4, соответственно при выполнении стадии а) предлагаемого в изобретении способа. В соответствии с этим на данном графике представлено изменение температуры [T] в функции времени [t] при предварительной обработке (операция F). Штриховой линией при этом обозначена граничная температура, которая задана прежде всего на уровне 400°C. Из приведенного на чертеже графика следует, что на протяжении значительной части времени и значительной части предварительной обработки (операция F) температуру сотовых элементов поддерживают на уровне выше этой граничной температуры.
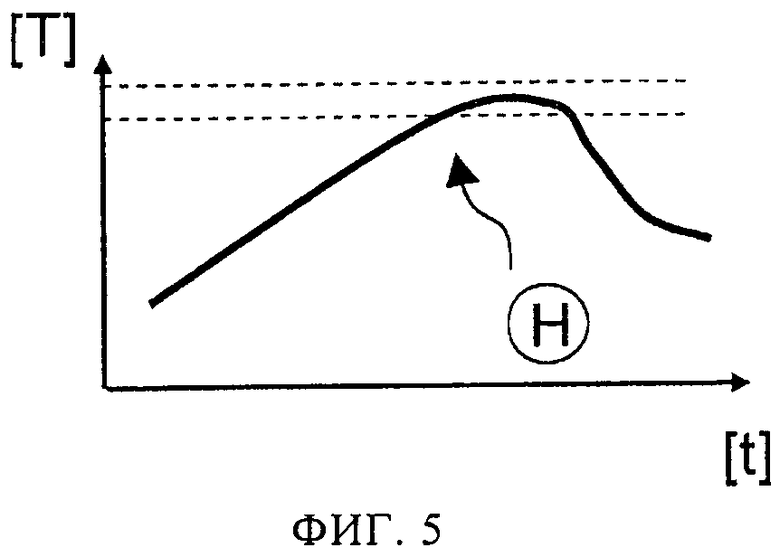
В отличие от этого на фиг.5 схематично показан график изменения температуры сотовых элементов в процессе пайки (операция H) согласно одному из вариантов осуществления стадии в) предлагаемого в изобретении способа. На этом графике также представлено изменение температуры [T] в функции времени [t], но без соблюдения при этом соответствия масштабу графика, показанного на фиг.4. Однако из приведенного на фиг.5 графика следует, что на протяжении значительного периода времени процесса пайки (операция H) происходит нагрев сотовых элементов, а сами они остаются при температуре, лежащей в заданном интервале, лишь на протяжении сравнительно короткого промежутка времени, по истечении которого вновь начинается их охлаждение.
Изобретение относится к способу пайки металлического сотового элемента (1), используемого для снижения токсичности отработавших газов. Выполняют, по меньшей мере, следующие стадии: а) сотовый элемент (1) подвергают предварительной обработке при температуре выше 400°C; б) сотовый элемент (1) охлаждают, в) сотовый элемент (1) подвергают пайке при температуре в пределах от 1050 до 1100°C при атмосферном давлении и г) сотовый элемент (1) охлаждают. Устройство содержит первую печь (4) для выполнения стадии а), вторую печь (5) для выполнения стадии в) и транспортировочную систему (6). Упомянутая система (6) проходит через обе печи (4, 5), имеет участок охлаждения с устройством для поддержания температуры в соответствии со стадией б) и привод (7) периодического действия и шиберами (8) для отделения первой печи (4) с образованием рабочей зоны (9). 2 н. и 8 з.п. ф-лы, 5 ил.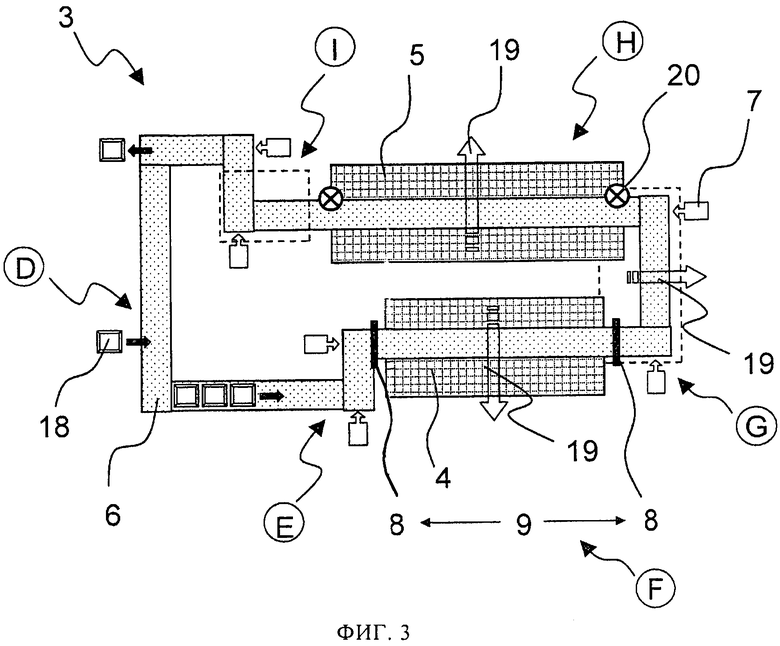
1. Способ изготовления металлического сотового элемента (1), используемого для снижения токсичности отработавших газов, включающий следующие стадии:
а) сотовый элемент (1) подвергают предварительной очистке путем нагрева до температуры выше 400°C,
б) сотовый элемент (1) охлаждают до температуры не выше 250 оС,
в) сотовый элемент (1) подвергают пайке путем нагрева до температуры в пределах от 1050 до 1100°C при атмосферном давлении и
г) сотовый элемент (1) охлаждают.
2. Способ по п.1, при осуществлении которого, по меньшей мере, при выполнении стадий а) и в) проводят постоянную продувку технологическим газом.
3. Способ по п.1, при осуществлении которого, по меньшей мере, при выполнении стадии в) температуру повышают в течение периода времени, составляющего от 60 до 100 мин.
4. Способ по п.1, при осуществлении которого при выполнении стадии в) чистоту технологического газа поддерживают на уровне, по меньшей мере, 99,999%.
5. Способ по п.1, которым изготавливают сотовый элемент (1) из материала на основе железа, который в качестве основных легирующих элементов содержит хром и алюминий, относительное содержание первого из которых, по меньшей мере, в 3 раза выше относительного содержания второго из указанных легирующих элементов.
6. Способ по п.1, при осуществлении которого используют припой (2) на никелевой основе, содержащий в качестве основных добавок хром, фосфор и кремний.
7. Способ по п.1, при осуществлении которого после стадии в) выполняют стадию д), на которой сотовый элемент (1) подвергают оксидированию.
8. Способ по п.1, при осуществлении которого при выполнении стадии в) контролируют содержание кислорода.
9. Способ по п.1, которым сотовые элементы (1) изготавливают в непрерывном режиме.
10. Устройство (3) для изготовления металлического сотового элемента (1), используемого для снижения токсичности отработавших газов, способом по одному из пп.1-9, содержащее первую печь (4) для выполнения стадии а), вторую печь (5) для выполнения стадии в) и транспортировочную систему (6), которая проходит через обе печи (4, 5) и которая имеет участок охлаждения с устройством для поддержания температуры в соответствии со стадией б) и снабжена приводом (7) периодического действия и шиберами (8) для отделения первой печи (4) с образованием рабочей зоны (9).
| СПОСОБ ИЗГОТОВЛЕНИЯ МЕТАЛЛИЧЕСКОЙ СТРУКТУРЫ | 1995 |
|
RU2135339C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ МОНОЛИТНОГО СОТОВОГО НОСИТЕЛЯ ДЛЯ КАТАЛИТИЧЕСКИХ НЕЙТРАЛИЗАТОРОВ ОТРАБОТАВШИХ ГАЗОВ ИЗГОТОВЛЕННЫЙ ЭТИМ СПОСОБОМ | 2003 |
|
RU2249481C1 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ ЭЛЕМЕНТА С СОТОВОЙ СТРУКТУРОЙ ИЗ ТЕРМООБРАБОТАННОЙ ДВУХСЛОЙНОЙ ИЛИ МНОГОСЛОЙНОЙ ФОЛЬГИ | 1996 |
|
RU2163165C2 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| . | |||

