Область техники, к которой относится изобретение
[0001] Настоящее изобретение относится к способу горячей режущей обработки с измельчением зерен поверхностного слоя стального листа, который имеет содержание углерода 0,15% или более по массе, и используется в автомобилях, судах, мостах, строительном оборудовании, разнообразных установках, или тому подобных, и к изделию, полученному горячей режущей обработкой с измельчением зерен поверхностного слоя.
Уровень техники
[0002] В прошлом металлический материал (стальной лист), используемый в автомобилях, судах, мостах, строительном оборудовании, разнообразных установках или тому подобных, часто подвергался режущей обработке с использованием пуансона и матрицы. Недавно, из соображений безопасности и снижения веса, разнообразные детали стали высокопрочными, и, как описано в издании «Press Technology», том 46, №7, стр. 36-41 (далее называемом «Непатентным Документом 1»), выполняется обработка с помощью закалочного пресса, в которой для формирования высокопрочной детали почти одновременно выполняются штамповка и термическая обработка.
[0003] Как правило, холоднопрессованную деталь после выполнения штамповки прессованием подвергают режущей обработке, такой как перфорирование и обрезка. Однако, когда обработанную в закалочном прессе деталь подвергают режущей обработке после выполнения формования, срок службы режущего инструмента становится значительно более коротким вследствие высокой твердости детали. В дополнение, существует такая проблема, что из-за остаточного напряжения на участке среза происходит замедленное разрушение. Таким образом, обработанную в закалочном прессе деталь часто подвергают скорее лазерной резке, нежели обработке с деформацией среза.
[0004] Однако, поскольку лазерная резка требует больших затрат, до сих пор были предложены, например, следующие способы: способ выполнения термической обработки после режущей обработки (например, смотри Японскую Выложенную Патентную Заявку (JP-A) №2009-197253 (далее называемую «Патентным Документом 1»)); способы сокращения остаточного напряжения на участке среза одновременным проведением режущей обработки и горячего прессования перед закалкой (например, смотри JP-A №2005-138111 (далее называемую «Патентным Документом 2»), JP-A №2006-104526 (далее называемую «Патентным Документом 3»), и JP-A №2006-83419 (далее называемую «Патентным Документом 4»)); способ уменьшения закалочной твердости постепенным снижением скорости охлаждения участка среза (например, смотри JP-A №2003-328031 (далее называемую «Патентным Документом 5»)); способ обработки для размягчения только предназначенного для режущей обработки участка выполнением локального электрического нагрева (например, смотри издание «CIRP Annals-Manufacturing Technology», том 57 (2008), стр. 321-324 (далее называемое «Непатентным Документом 2»)); и имеющая отношение к режущей обработке технология регулирования структур в поверхностном слое плоскости среза в высокопрочном стальном листе для повышения стойкости к замедленному разрушению (смотри JP-A №2012-237041 (далее называемую «Патентным Документом 6»)).
СУЩНОСТЬ ИЗОБРЕТЕНИЯ
Техническая проблема
[0005] В способах, раскрытых в Патентных Документах 1-6, и в способе, представленном в Непатентном Документе 2, существует ряд проблем. Согласно способу, раскрытому в Патентном Документе 1, поскольку способ может быть использован только для конкретного материала, и применяется для выполнения режущей обработки закаленного материала, не разрешается такая проблема, как ухудшение срока службы инструмента.
[0006] Согласно способам, представленным в Патентных Документах 2-4, может быть снижено остаточное напряжение на участке среза, обусловленное сопротивлением стального листа деформированию, но невозможно сократить термическое напряжение, вызванное прихватыванием инструмента и неравномерностью контакта с матрицей во время закалки, и снизить остаточное напряжение, созданное преобразованием стального листа. Поэтому, когда пластичность подвергнутого горячей режущей обработке участка низка, не разрешается такая проблема, как возникновение замедленного разрушения. В Патентных Документах 2-4 не раскрыт способ повышения пластичности подвергаемого горячей режущей обработке участка.
[0007] Согласно способу, описанному в Патентном Документе 5, предполагается, что пластичность может быть улучшена, поскольку участок среза в стальном листе не упрочнен, но продолжительность режущей обработки становится более длительной, и тем самым возрастают затраты ввиду снижения скорости охлаждения. Согласно способу, описанному в Непатентном Документе 2, для выполнения режущей обработки необходимо изготавливать новую матрицу, оснащенную устройством для электрического нагрева, и тем самым увеличиваются затраты.
[0008] Согласно способу, описанному в Патентном Документе 6, обеспечивается превосходный эффект улучшения сопротивления замедленному разрушению, но начальная температура режущей обработки от 400°С до 900°С задается независимо от материала подвергаемой резке детали или от скорости охлаждения. По этой причине режущая обработка может проводиться в температурном диапазоне (низкотемпературной стороне), в котором имеет место замедленное разрушение, в зависимости от материалов подвергаемой резке детали и от условий режущей обработки. Напротив, когда режущую обработку выполняют при высокой температуре, выше необходимой для того, чтобы замедленное разрушение не происходило, становится большой степень теплового расширения, и становится значительным изменение размеров во время возвращения к температуре окружающей среды. В результате этого становится большей размерная погрешность изделия. Поэтому в ситуации, в которой температура режущей обработки точно регулируется на более низкую температуру сообразно фактическим условиям режущей обработки, по-прежнему остается возможность подавления замедленного разрушения, в то же время с дополнительным повышением точности режущей обработки изделия.
[0009] Патентный Документ 6 описывает, что замедленное разрушение не происходит, когда в поверхности участка среза присутствует мелкозернистый феррит. Однако, например, в экспериментальных примерах с номерами 36-40, в которых использован указанный в Таблице 5 стальной лист А8, полученный компонентом А8 или А9 стального листа, указанного в Таблице 1 Примера, даже когда режущая обработка выполняется при одинаковых температуре режущей обработке и скорости охлаждения в одинаковых условиях нагрева и условиях выдержки, структуры варьируют, и тем самым замедленное разрушение может возникать в некоторых случаях. Даже когда используется указанный в Таблице 5 стальной лист А9, были получены такие же результаты.
[0010] Чтобы разрешить вышеуказанные проблемы, изобретение имеет своими задачами предотвращение замедленного разрушения, происходящего на подвергнутом горячей режущей обработке участке, и повышение точности режущей обработки изделия без увеличения продолжительности режущей обработки и новых стадий, и его цель состоит в создании способа горячей режущей обработки с измельчением зерен поверхностного слоя и изделия, полученного горячей режущей обработкой с измельчением зерен поверхностного слоя, которое удовлетворяет этим требованиям, чтобы достигнуть решения этих задач.
Разрешение проблемы
[0011] Авторы настоящего изобретения обстоятельно исследовали технологию для разрешения вышеуказанных проблем. В результате этого авторы настоящего изобретения нашли, что в случае, когда температуру в начале режущей обработки (начальную температуру режущей обработки) регулируют на надлежащий диапазон, основываясь на величине эквивалентной пластической деформации поверхностного слоя участка среза, замедленное разрушение не происходит, даже когда на участке среза сохраняется высокое остаточное напряжение.
[0012] То есть, на величину эквивалентной пластической деформации участка среза влияет температура во время режущей обработки и структура перед режущей обработкой (феррит или аустенит), но структура после режущей обработки по-разному изменяется в зависимости от величины эквивалентной пластической деформации участка среза и температуры режущей обработки. Что касается того, как отличается структура, это обусловливается составами стального листа, условиями прессования и изменениями температур во времени, связанными с этими условиями прессования, когда прессование выполняется перед режущей обработкой. Авторы настоящего изобретения нашли условия, в которых, даже когда на участке среза сохраняется высокое остаточное напряжение, точность размеров повышается без возникновения замедленного разрушения путем оптимизации температуры режущей обработки, с учетом всех этих факторов.
[0013] В частности, авторы настоящего изобретения подтвердили, в отношении углеродистой стали для применения в машиностроении, регламентированной Японским промышленным стандартом JIS G 4051, имеющей содержание углерода 0,15% или более по массе, или имеющей содержание углерода предпочтительно 0,48% или менее по массе, что с позиции обрабатываемости в холодном состоянии после охлаждения в режущей обработке изобретение применимо к холоднокатаным стальным листам сортов S17C, S25C, S35C и S45C, определенных в стандарте JIS G 4051, когда фактическая измеренная температура Ar3 составляет приблизительно 500°С или ниже во время охлаждения оставлением для самопроизвольного остывания.
[0014] Изобретение было выполнено на основе вышеуказанных обнаруженных фактов, и его сущность сводится к следующему.
[0015] Первым аспектом изобретения является создание способа горячей режущей обработки стального листа с измельчением зерен поверхностного слоя, включающего нагрев стального листа, имеющего содержание углерода 0,15 мас. % или более, до температуры аустенитизации от Ас3 до 1400°С, размещение стального листа на матрице, режущую обработку стального листа при начальной температуре в диапазоне Ar3+30°С до Ar3+140°С, и закалку путем быстрого охлаждения подвергнутого режущей обработке стального листа с обеспечением измельчения зерна в поверхностном слое участка среза стального листа на глубине до 100 мкм от поверхности участка среза по направлению, перпендикулярному плоскости среза.
[0016] Второй аспект изобретения состоит в создании способа горячей режущей обработки стального листа с измельчением зерен поверхностного слоя, включающего:
нагрев стального листа, имеющего содержание углерода 0,15 мас. % или более до температуры аустенитизации от Ac3 до 1400°С
размещение стального листа на матрице,
режущую обработку стального листа при начальной температуре °С, которую регулируют в диапазоне, полученном сложением значения, которое рассчитывают умножением величины эквивалентной пластической деформации поверхностного слоя участка среза на коэффициент от 40 до 60, и величины температуры Ar3, и
закалку путем быстрого охлаждения подвергнутого режущей обработке стального листа с обеспечением измельчения зерна в поверхностном слое участка среза стального листа до глубины 100 мкм от поверхности участка среза по направлению, перпендикулярному плоскости среза.
[0017] Целесообразно, если величину эквивалентной пластической деформации поверхностного слоя на участке среза, имеющего заусенец, рассчитывают как среднее значение величины эквивалентной пластической деформации в диапазоне от 5% до 20% толщины стального листа от плоскости среза на участке среза до внутренней части стального листа по направлению перпендикулярно плоскости среза, и в диапазоне от 20% до 50% толщины стального листа на участке среза по направлению толщины стального листа от нижней части на стороне заусенца.
[0018] Также целесообразно, если величину эквивалентной пластической деформации поверхностного слоя на участке среза рассчитывают численным моделированием, которое выполняют на основе диаграммы зависимости напряжений от деформации при температуре стального листа от 500°С до 800°С.
[0019] В настоящем изобретении может быть предусмотрено, что в способе горячей режущей обработки с измельчением зерен поверхностного слоя величину эквивалентной пластической деформации поверхностного слоя на участке среза рассчитывают на основе функции текучести Мизеса, представленной нижеследующей формулой (1).
[0020] 
[0021] Далее предпочтительно, если режущую обработку стального листа начинают в пределах трех секунд после того, как стальной лист приходит в контакт с матрицей.
[0022] В способе также целесообразно, если быстрое охлаждение стального листа осуществляют путем его контакта с матрицей.
[0023] Может быть предусмотрено, что быстрое охлаждение стального листа осуществляют струей воды, путем ее пропускания через паз, выполненный на участке контакта стального листа с матрицей.
[0024] Также целесообразно, если после нагрева стального листа перед режущей обработкой осуществляют формование стального листа прессованием.
[0025] Также предлагается стальной лист, полученный горячей режущей обработкой с измельчением зерен поверхностного слоя и имеющий содержание углерода 0,15 мас. % или более, причем поверхностный слой участка среза стального листа на глубине до 100 мкм от поверхности участка среза по направлению, перпендикулярному плоскости среза, имеет фазу феррита со средним размером зерна 3 мкм или менее и по меньшей мере одну из фаз из бейнита, мартенсита или остаточного аустенита с диаметром зерен 3 мкм или менее, и цементит и неизбежные включения,
при этом поверхностный слой участка среза содержит 5% или более количества зерен, имеющих аспектное отношение 3 или более, а на глубине более 100 мкм стальной лист имеет фазу мартенсита и неизбежные включения или фазу бейнита, мартенсита и неизбежные включения.
[0026] Стальной лист может быть выполнен так, что поверхностный слой имеет цементит с численной плотностью 0,8 частиц/мкм3 или менее, и максимальной длиной 3 мкм или менее.
[0027] Также предлагается стальной лист полученный заявленным способом по любому из вариантов осуществления.
[0028] Другое усовершенствование состоит в том, что стальной лист, полученный горячей режущей обработкой с измельчением зерен поверхностного слоя имеет совокупную доля площади бейнитной фазы, мартенситной фазы и фазы остаточного аустенита, которая измерена методом дифракции обратно-отраженных электронов (EBSD), составляет от 10% до 50% в поверхностном слое.
[0029] Эти и другие перечисленные преимущества могут комбинироваться друг с другом целесообразным образом, не выходя за рамки настоящего изобретения.
Преимущественные результаты изобретения
[0030] Соответственно способу горячей режущей обработки с измельчением зерен поверхностного слоя и изделию, полученному горячей режущей обработкой с измельчением зерен поверхностного слоя согласно изобретению, можно предотвратить замедленное разрушение на участке среза и получить изделие, имеющее превосходную точность размеров, без увеличения продолжительности режущей обработки и новых стадий.
КРАТКОЕ ОПИСАНИЕ ЧЕРТЕЖЕЙ
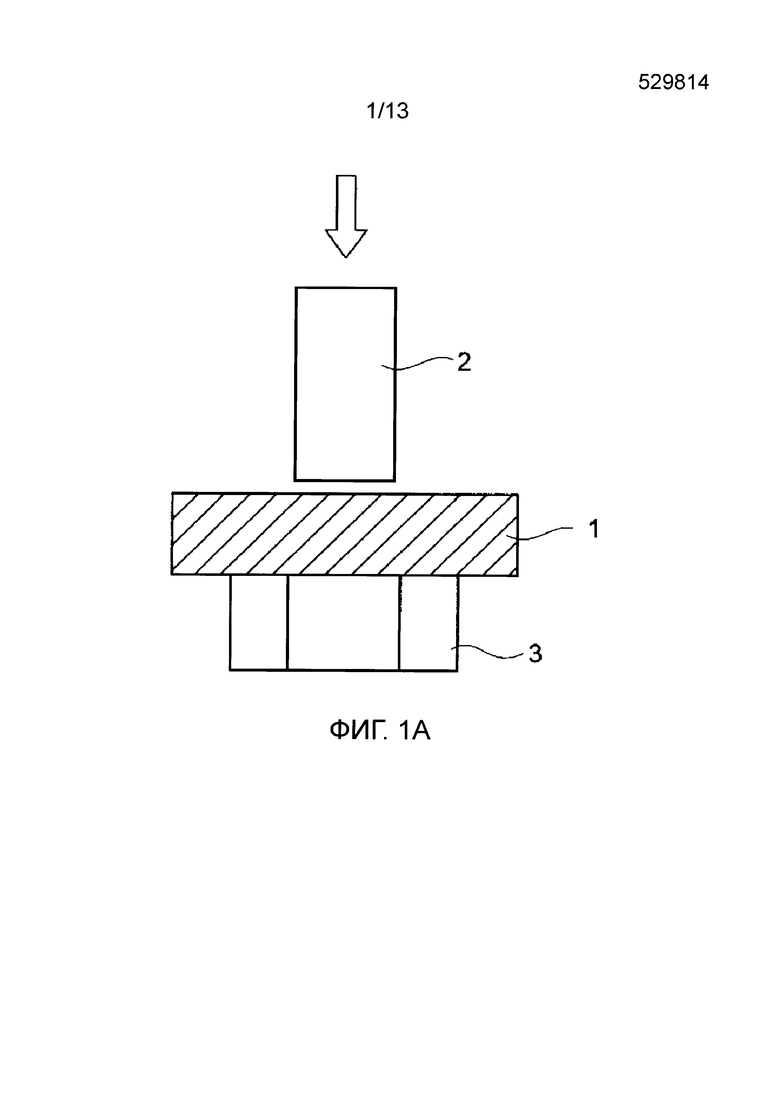
[0031] Фиг. 1А представляет схематическое изображение, иллюстрирующее один пример режущей обработки продавливанием с использованием пуансона и матрицы.
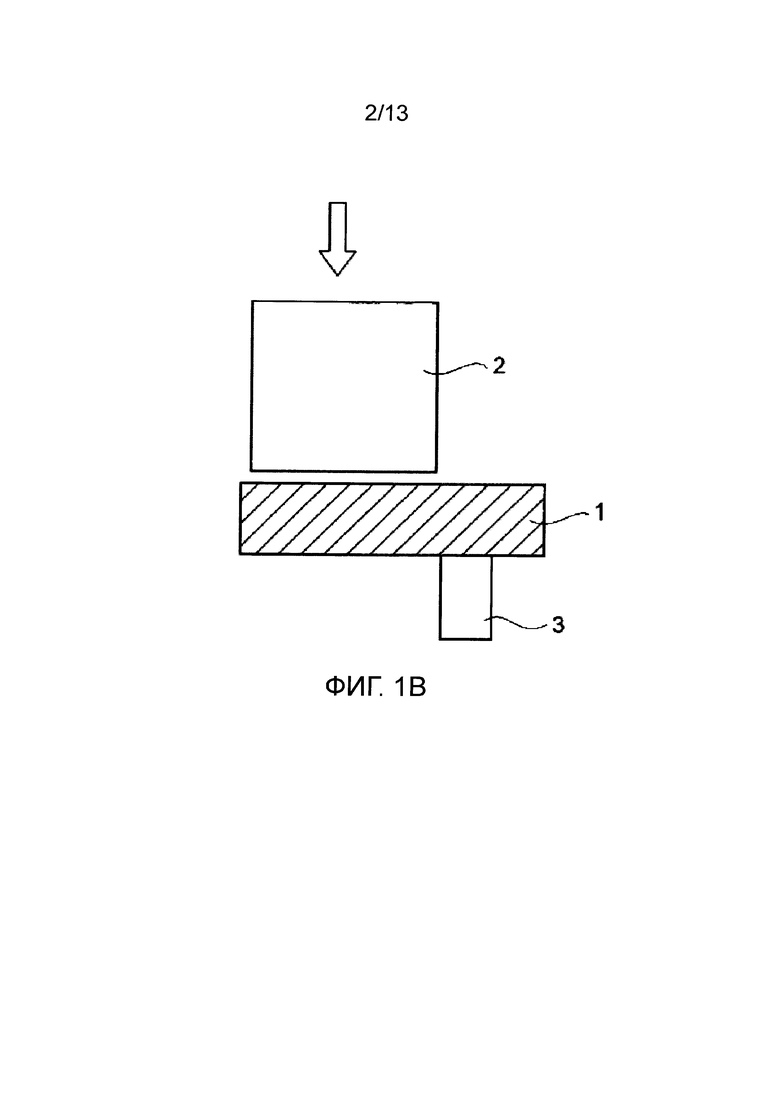
Фиг. 1В представляет схематическое изображение, иллюстрирующее один пример режущей обработки с обрезкой кромки с использованием пуансона и матрицы.
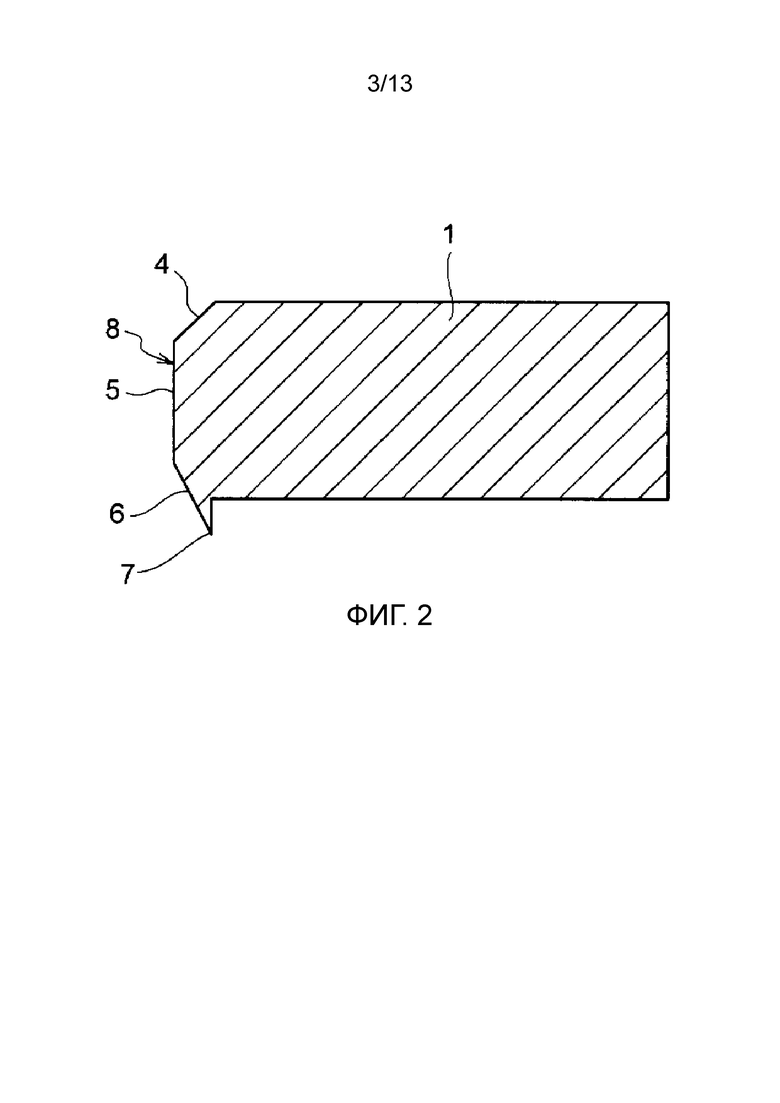
Фиг. 2 представляет изображение, иллюстрирующее один пример участка среза стального листа.
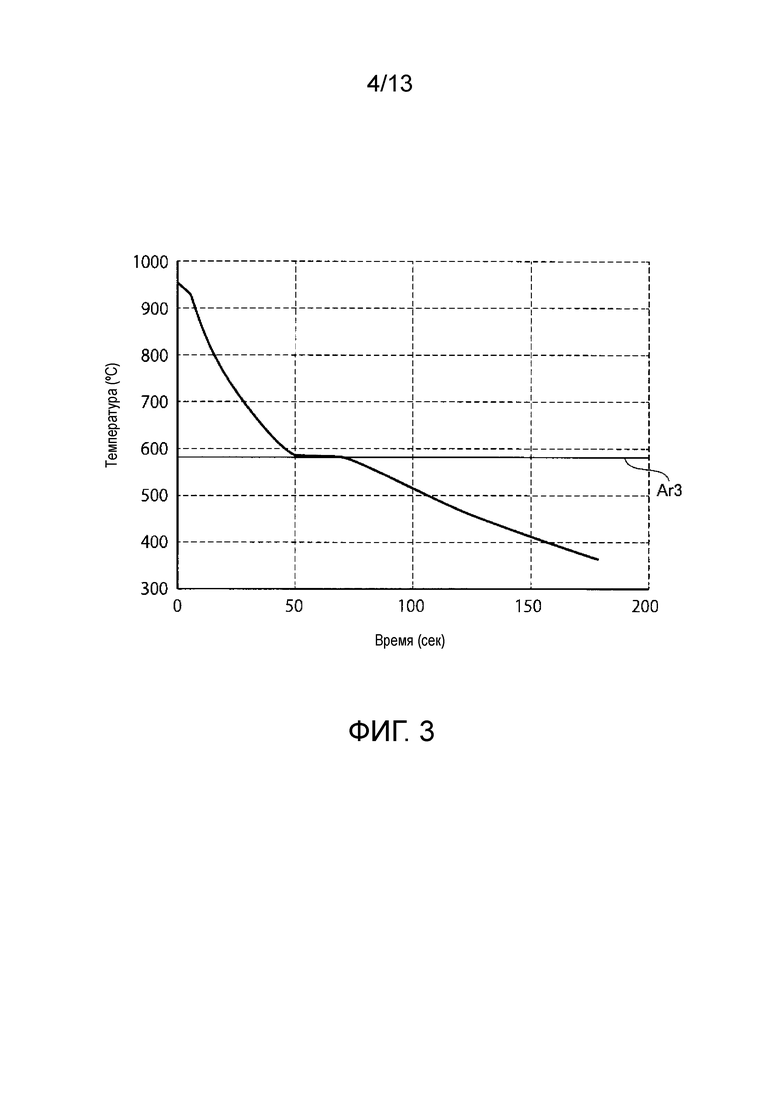
Фиг. 3 представляет изображение, иллюстрирующее соотношение между термической историей и температурой Ar3.
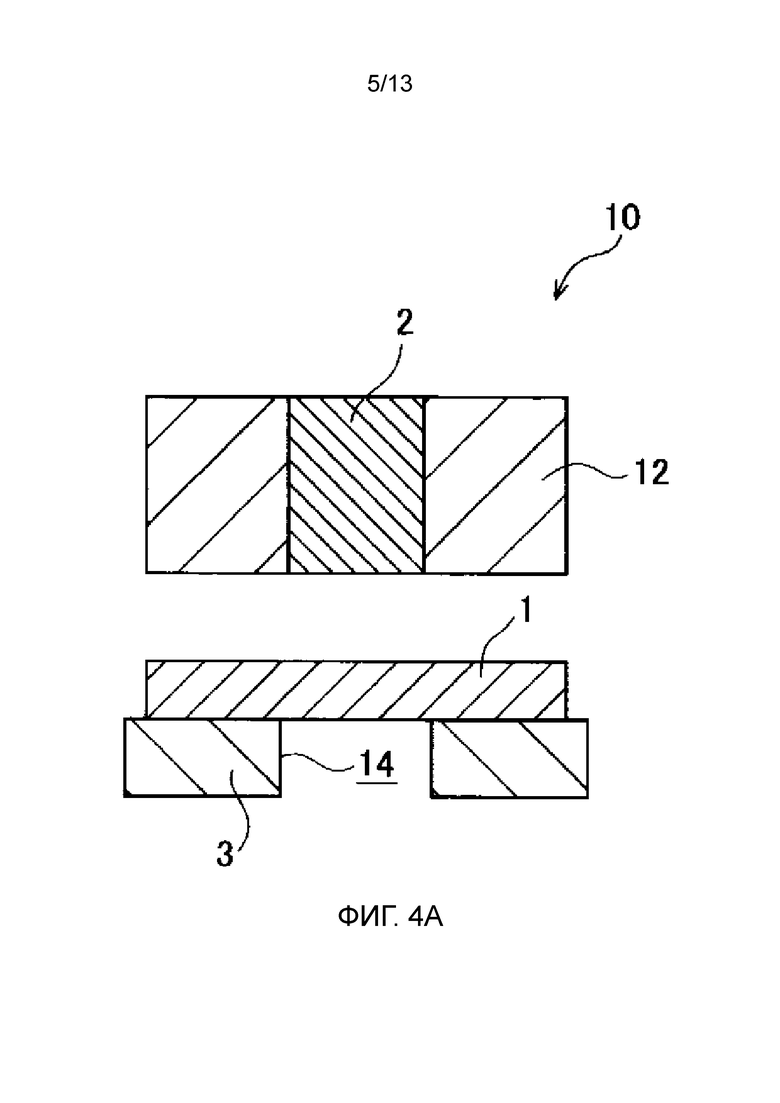
Фиг. 4А представляет изображение, иллюстрирующее состояние устройства для горячей режущей обработки, использованного в Испытании А, перед режущей обработкой.
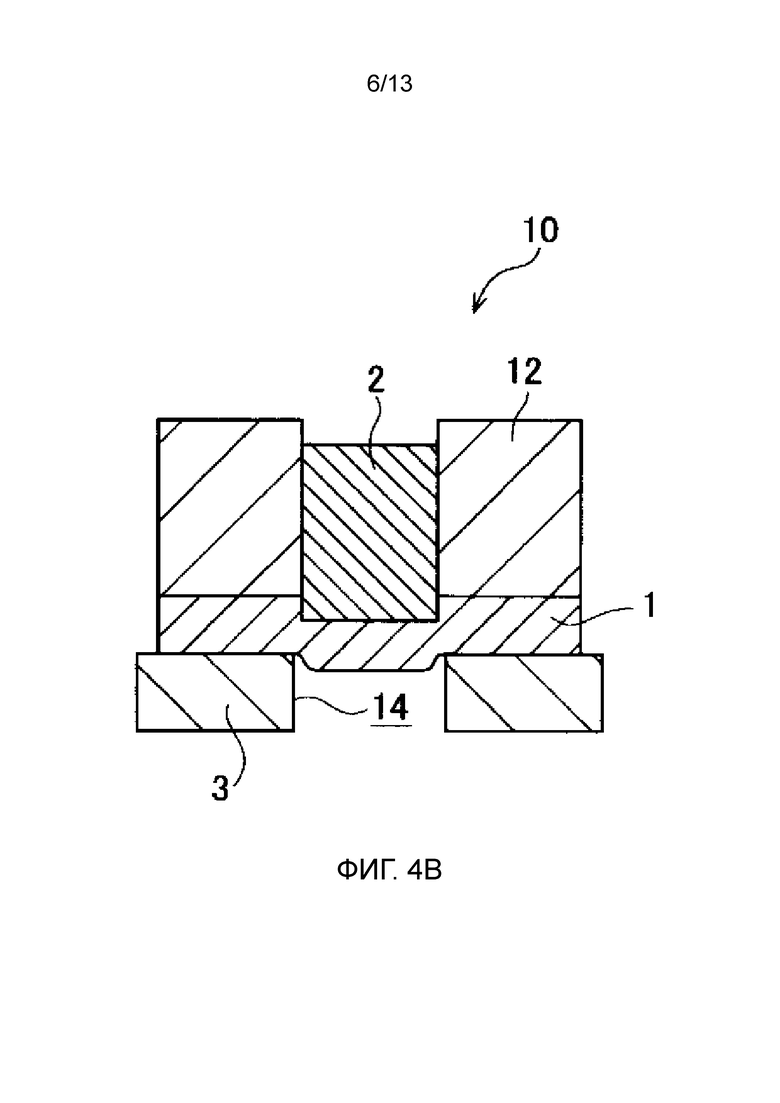
Фиг. 4В представляет изображение, иллюстрирующее состояние устройства для горячей режущей обработки, использованного в Испытании А, во время режущей обработки.
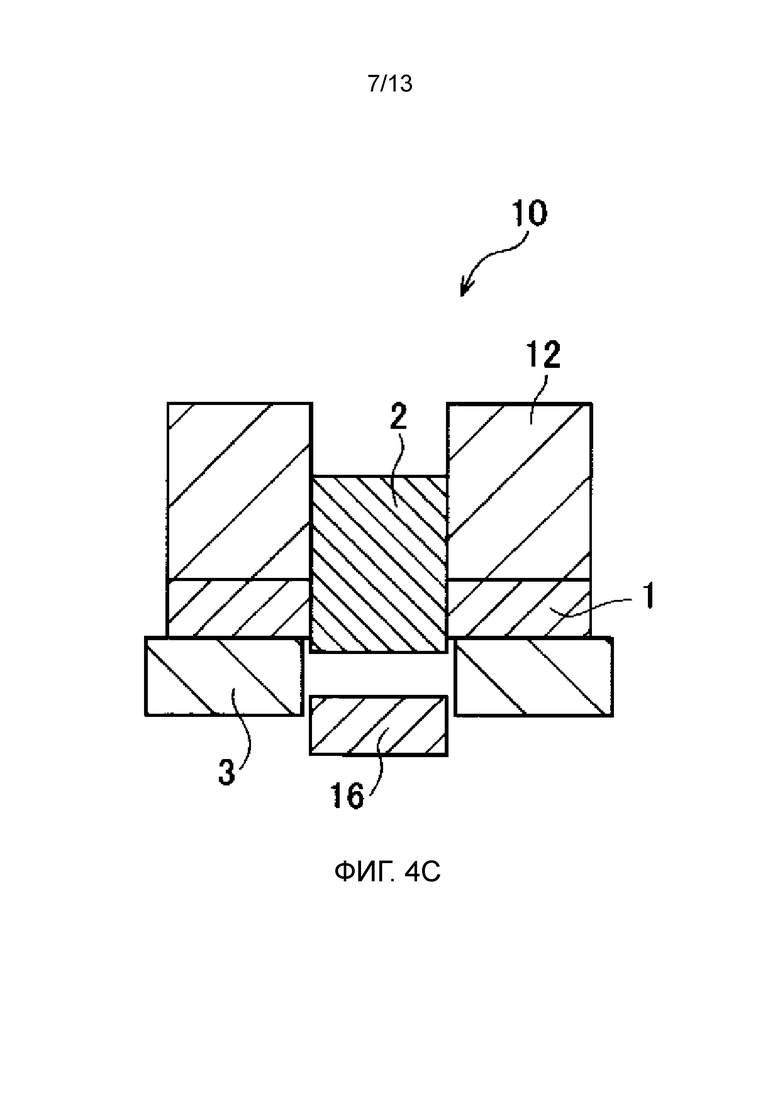
Фиг. 4С представляет изображение, иллюстрирующее состояние устройства для горячей режущей обработки, использованного в Испытании А, после режущей обработки.
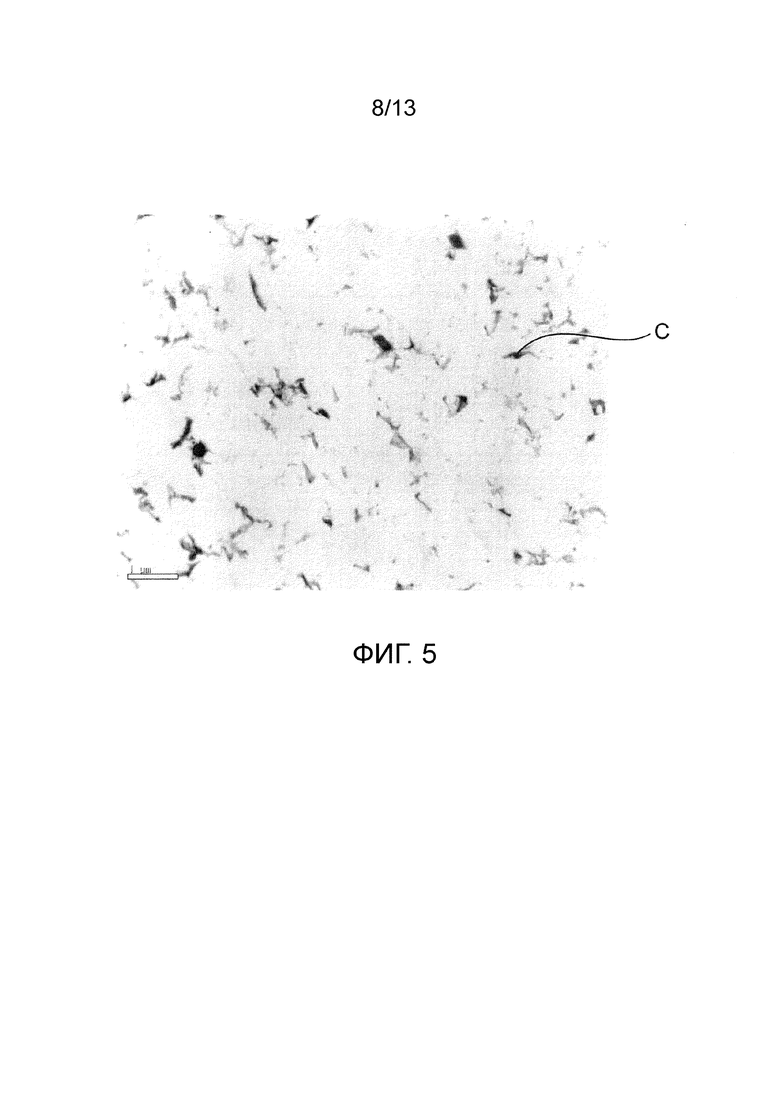
Фиг. 5 представляет изображение, иллюстрирующее включения (полученное в просвечивающем электронном микроскопе изображение, наблюдаемое методом реплик), которые наблюдаются методом реплик с использованием просвечивающего электронного микроскопа в Сравнительном Примере, в поверхностном слое участка среза.
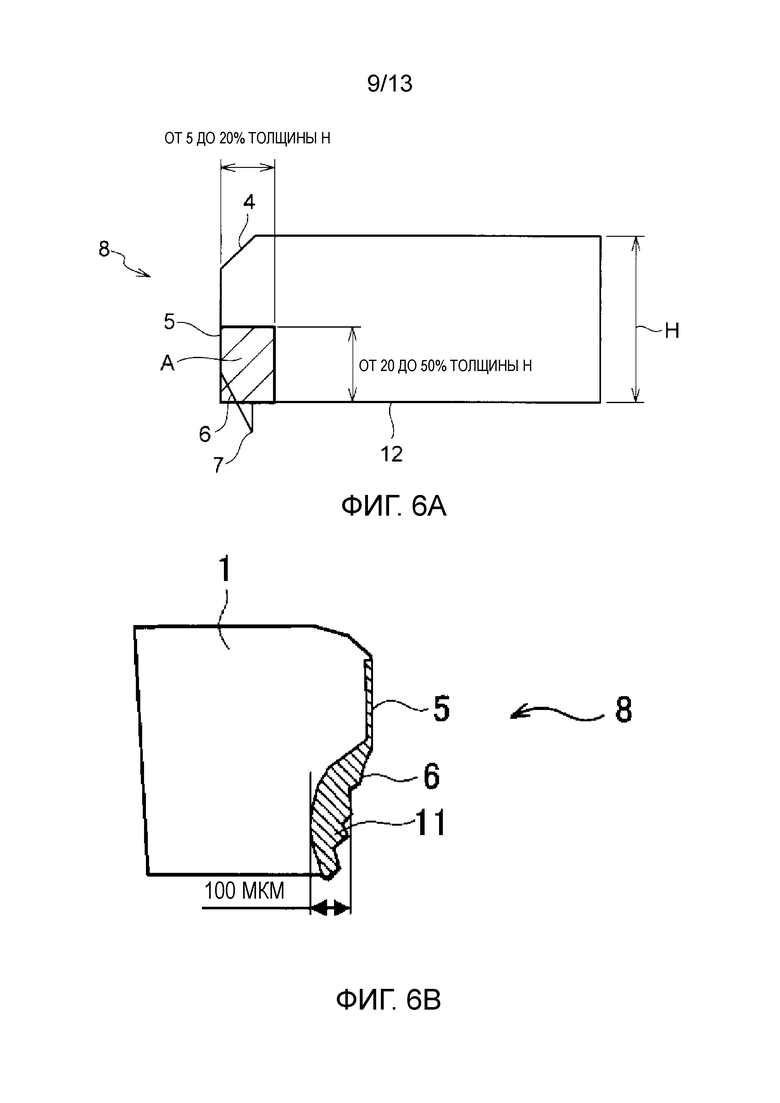
Фиг. 6А представляет изображение, иллюстрирующее область, в которой усредняется эквивалентная пластическая деформация.
Фиг. 6В представляет изображение, иллюстрирующее область, в которой формируется тонкодисперсная структура на реальном участке горячей режущей обработки.
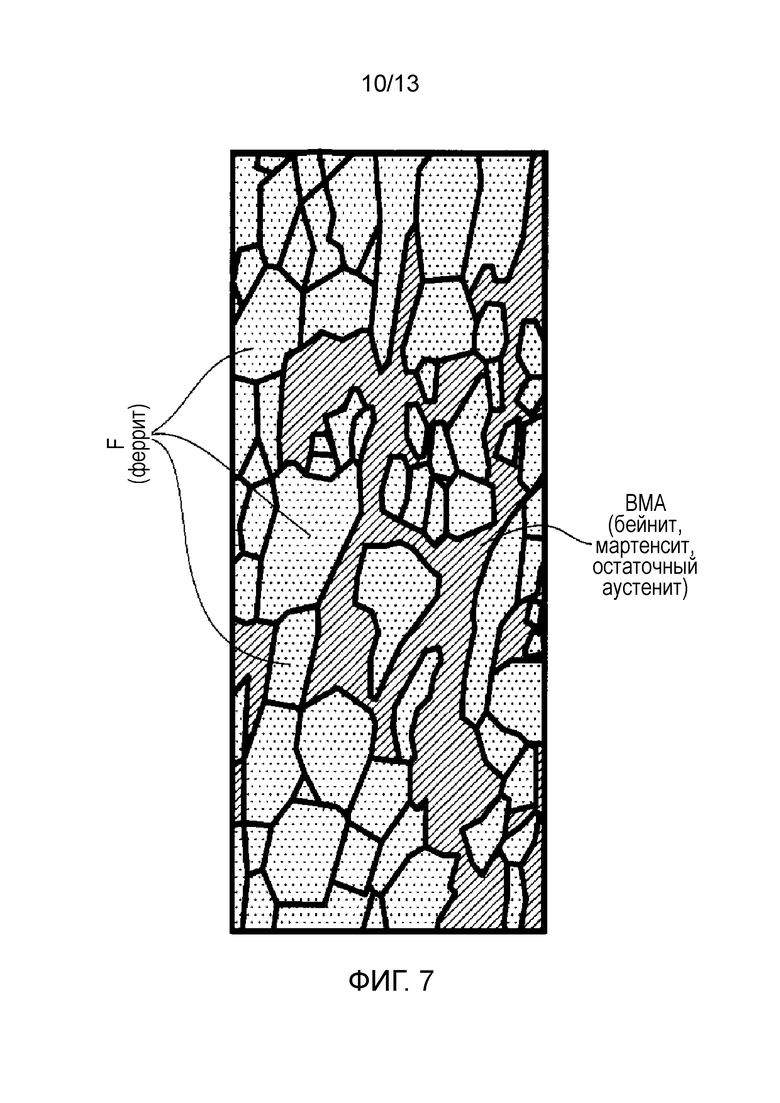
Фиг. 7 представляет один пример металлографической структуры (EBSD-изображение), полученной в Примере 1.
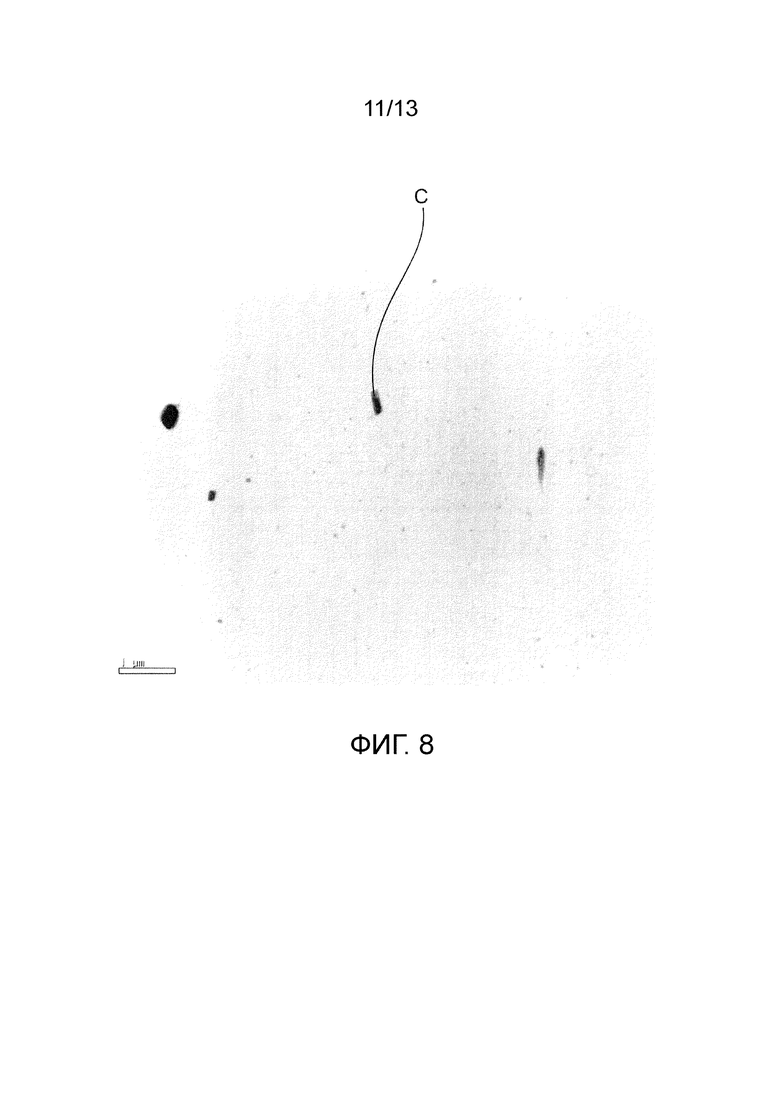
Фиг. 8 представляет один пример включений (полученное в просвечивающем электронном микроскопе изображение, наблюдаемое методом реплик) в металлографической структуре, полученной в Примере 1.
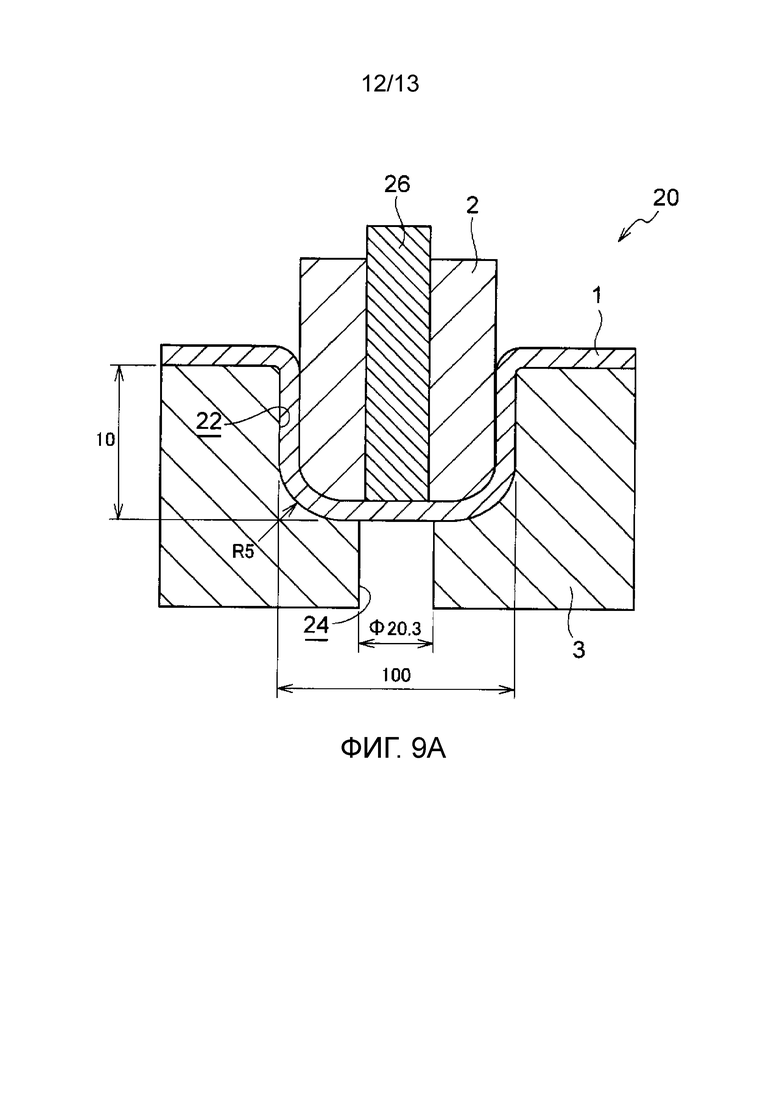
Фиг. 9А представляет изображение, иллюстрирующее состояние сгибания в устройстве для горячей режущей обработки, использованном в Испытании В.
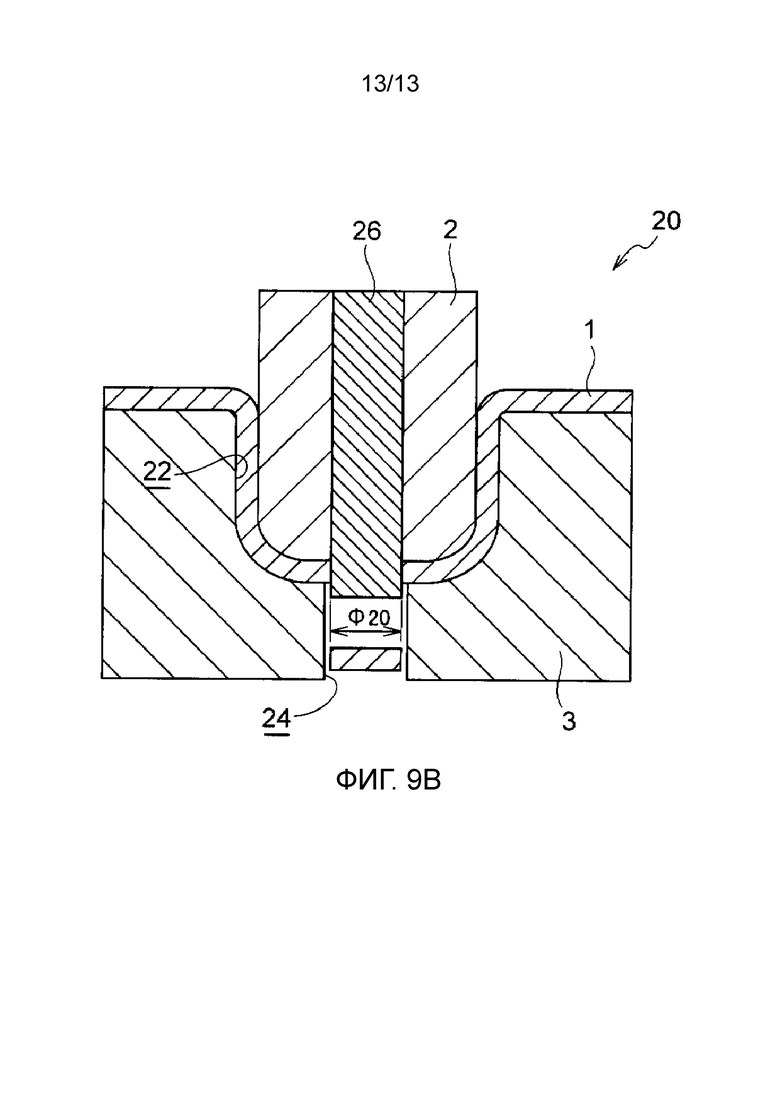
Фиг. 9В представляет изображение, иллюстрирующее состояние срезания в устройстве для горячей режущей обработки, использованном в Испытании В.
ОПИСАНИЕ ВАРИАНТОВ ОСУЩЕСТВЛЕНИЯ ИЗОБРЕТЕНИЯ
[0032] [Первый вариант исполнения]
[0033] Ниже будут описаны способ горячей режущей обработки с измельчением зерен поверхностного слоя и изделие, полученное горячей режущей обработкой с измельчением зерен поверхностного слоя, согласно первому варианту осуществления изобретения.
[0034] Сначала будет в общем описана режущая обработка, и затем будет описан участок среза разрезанного обрабатываемого изделия, которое подвергают режущей обработке.
[0035] Как иллюстрировано в Фигурах 1А и 1В, режущую обработку продавливанием или режущую обработку с обрезкой кромки выполняют на стальном листе 1, размещенном на матрице 3, опусканием пуансона 2. В это время, как иллюстрировано в Фиг. 2, участок 8 среза стального листа 1 сконфигурирован (а) скосом 4 среза, который образуется в результате того, что стальной лист 1 целиком вдавливается пуансоном, (b) плоскостью 5 среза, которая формируется таким образом, что стальной лист 1 выдавливается в промежуток между пуансоном 2 и матрицей 3 (зазор между пуансоном 2 и матрицей 3), и затем локально растягивается, (с) плоскостью 6 разрыва, которая образуется в результате того, что стальной лист 1, вдавленный в промежуток между пуансоном 2 и матрицей 3, разрывается, и (d) заусенцем 7, который формируется на задней поверхности стального листа 1.
[0036] В нижеследующем описании варианта исполнения одинаковые компоненты обозначаются также одинаковыми ссылочными позициями, и подробное описание их не будет представлено.
[0037] В этом варианте исполнения используется термин «поверхностный слой участка среза», и это имеет отношение к области от поверхности участка среза вплоть до 100 мкм по направлению, перпендикулярному плоскости среза.
[0038] Далее, сначала описываются обнаруженные авторами настоящего изобретения факты в отношении горячей режущей обработки, затем описывается способ горячей режущей обработки с измельчением зерен поверхностного слоя, разработанный на основе этих фактов, и, наконец, изделие, полученное горячей режущей обработкой с измельчением зерен поверхностного слоя, сформированное таким способом режущей обработки, описывается вместе с вариантом исполнения способа режущей обработки.
[0039] При горячей режущей обработке согласно этому варианту исполнения, используют стальной лист из высокоуглеродистого диапазона с 0,15% или более по массе. На диаграмме состояния температура начала превращения (температура Ае3) аустенита в феррит в стальном листе составляет от 800°С до 900°С. Участок, который подвергается большой пластической деформации в аустенитном состоянии, превращается в феррит без проявления мартенситного превращения, даже при быстром охлаждении. Поэтому, будучи быстро охлажденным после подвергания режущей обработке в диапазоне температур единственной аустенитной фазы на основе диаграммы состояния, почти весь поверхностный слой участка среза, претерпевшего высокую пластическую деформацию, превращается в феррит, и другие участки, которые не испытывали пластическую деформацию, превращаются в мартенсит. Однако, когда температура режущей обработки высока, точность размеров становится плохой вследствие тепловой деформации. В дополнение, существовала такая проблема, что имеет место вариация в проявлении замедленного разрушения, обусловленная подвергнутым пластической деформации ферритом во время режущей обработки в диапазоне температур, в котором, по диаграмме состояния, смешаны аустенит и феррит.
[0040] Затем авторы настоящего изобретения провели эксперименты для выполнения режущей обработки на стальном листе, который подвергнут томильной обработке с последующим изменением температуры для начала режущей обработки (начальной температуры режущей обработки). Что касается начальной температуры режущей обработки, вводили термопару в центр по направлению толщины листа в положении, отдаленном на расстояние от 3 до 5 мм от положения среза стального листа, для измерения температуры в начале режущей обработки. Поскольку стальной лист отдает тепло и тем самым снижает свою температуру, будучи в контакте с матрицей, режущую обработку стального листа начинали в пределах трех секунд после того, как стальной лист входит в контакт с матрицей.
[0041] В этом варианте исполнения «матрица» имеет отношение к матрице 3 и оправке 12 (смотри Фиг. 4А), применяемым во время режущей обработки. Кроме того, выражение «после того, как стальной лист входит в контакт с матрицей» означает время после того, как стальной лист 1 приходит в контакт либо с матрицей 3, либо с оправкой 12.
[0042] В результате этого авторы настоящего изобретения нашли, что существует температурный диапазон, в котором замедленное разрушение не происходит на участке среза (плоскости разрыва) стального листа, и улучшается точность размеров, и что этот температурный диапазон варьирует в зависимости от условий режущей обработки или компонентов стального листа. Авторы настоящего изобретения также нашли, что контроль охлаждения стального листа перед режущей обработкой также влияет на замедленное разрушение участка среза (плоскости разрыва) или размерную точность изделия.
[0043] Авторы настоящего изобретения обнаружили, что в дополнение к мелкозернистому ферриту добавляются мелкозернистый бейнит или мелкозернистый мартенсит, и мелкозернистый остаточный аустенит, и что количество цементита сокращается, когда начальную температуру режущей обработки регулируют на надлежащую температуру, как будет описано ниже.
[0044] Как правило, мелкозернистая ферритная структура имеет более высокую ударную вязкость, чем мартенситная структура. Поэтому, когда мелкозернистая ферритная структура, имеющая высокую ударную вязкость, присутствует в поверхностном слое участка среза, замедленное разрушение предотвращается.
[0045] Начальную температуру режущей обработки, находящуюся в надлежащем температурном диапазоне, получали с учетом изменений температуры при горячей режущей обработке, и далее рассчитывали величину деформации при срезе.
[0046] Стальной лист сначала нагревали до температуры 950°С, и после выдерживания его в течение 90 секунд и затем охлаждения его в состоянии, в котором он размещен на остриях четырех игл (далее иногда называемых «штыревой опорой»), измеряли температуру превращения стального листа. Температуру измеряли термопарой, внедренной в стальной лист.
[0047] Измеренная температура Ar3 представляет собой температуру, при которой начинается превращение с образованием ВСС-кристаллической (объемно-центрированной) структуры, такой как феррит, из аустенитной структуры из FCC-кристаллов (гранецентрированных), скорее при ограниченной скорости охлаждения, нежели при допущении, что скорость охлаждения равна нулю, как в диаграмме состояния.
[0048] Измеренная температура Ar3 значительно отличалась, на величину от 200 до 300°С, от температуры превращения (точки Ae3), при которой аустенит превращался в феррит, как иллюстрировано в диаграмме состояния. Кроме того, температура Ar3, измеренная в состоянии поверхностного контакта с матрицей (не будучи надлежащей для закалки, скорость охлаждения все же является более высокой по сравнению с ситуацией со штыревой опорой), была примерно на 400°С ниже, чем температура Ае3, то есть, была ниже на величину около 100°С, по сравнению с положением на штыревой опоре.
[0049] Тот факт, что температура Ar3 является более низкой, чем температура Ае3, является общеизвестным в области технологии металлических материалов. Однако количественная разница между температурой Ar3 и температурой Ае3 неясна. Согласно проведенным авторами настоящего изобретения испытаниям, было ясно, что значительная разница между температурой Ar3 и температурой Ае3 имеет место при горячей режущей обработке, как было описано выше.
[0050] Для сведения, результаты измерения температуры Ar3 вышеуказанным методом измерения (на штыревой опоре) иллюстрированы в Фиг. 3. Использованный главным образом стальной лист имел толщину листа 1,5 мм. Диапазон толщины стального листа, применяемого в режущей обработке, составляет от около 0,5 мм до 3,0 мм. Поскольку температура Ar3 представляет собой температуру начала превращения, при которой аустенит преобразуется в феррит, нет необходимости во включении процесса режущей обработки и закалки (быстрого охлаждения) в измерение температуры Ar3. Соответственно этому, процесс закалки не включен в график в Фиг. 3.
[0051] В Фиг. 3 поначалу скорость охлаждения составляла 7°С/сек, и скорость охлаждения резко снижалась, когда от начала охлаждения истекло время 50 секунд. Температура (около 680°С) стального листа, при которой скорость охлаждения стального листа является равной или меньшей, чем 1°С/сек, идентифицируется как температура превращения (температура Ar3). Во время измерения температуры Ar3 стальной лист охлаждают до комнатной температуры как есть, но в действительности режущую обработку начинают при температуре выше, чем температура Ar3, и затем выполняют закалку.
[0052] В этом варианте исполнения температура Ar3, измеряемая с использованием такого же метода, как в случае вышеуказанной штыревой опоры, в условиях размещения листа, фактически подвергаемого режущей обработке, определяется как «измеренная Ar3 (стального листа)». Как правило, скорость охлаждения во время измерения во многих случаях составляет от около 5°С/сек до 30°С/сек (состояние охлаждения оставлением для самопроизвольного остывания).
[0053] В той мере, насколько выполнением вышеуказанного эксперимента в качестве предварительного испытания выясняются надлежащие условия горячей режущей обработки, когда проводят надлежащий контроль температуры томления стального листа и регулирование времени вплоть до начала режущей обработки после размещения стального листа в матрице, как стадий фактического процесса серийного производства, нет необходимости в выполнении операции после приготовления матрицы, в которой вводят термопару и измеряют температуру поверхности подвергаемого режущей обработке стального листа во время начала режущей обработки для каждой резки. В случае выполнения операции измерением температуры поверхности стального листа в процессе серийного производства, температура поверхности стального листа может быть измерена непосредственно перед горячей режущей обработкой с использованием радиационного пирометра.
[0054] Из того факта, что обусловленная режущей обработкой пластическая деформация имеет отношение к структуре участка среза, как было описано выше, авторы настоящего изобретения численным расчетом вывели пластическую деформацию вблизи участка среза. Здесь пластическую деформацию оценивали как эквивалентную пластическую деформацию.
[0055] Из того факта, что фактическая режущая обработка выполняется в диапазоне выше, чем измеренная температура Ar3, в качестве исходного условия для расчета было принято численное значение механических характеристик, таких как сопротивление стального листа деформированию, как значение для аустенита. В дополнение, температурная зависимость механических характеристик аустенита была получена с использованием численного значения реального измерения в испытании на растяжение нагретого образца (после нагревания стального листа до температуры, более высокой или равной температуре Ar3, стальной лист охлаждают оставлением самопроизвольно остывать до предварительно заданной температуры, и затем выполняют испытание на растяжение) стали, эквивалентной марке 22MnB5, которая широко применяется для горячей штамповки. Такая температурная зависимость описана, например, в статье авторов Hongsheng Liu, Jun Bao, Zhongwen Xing, Dejin Zhang, Baoyu Song, и Chengxi Lei; «Modeling and FE Simulation of Quenchable High Strength Steels Sheet Metal Hot Forming Process» («Моделирование и исследование методом конечных элементов (FE) процесса формования листового металла из закаливаемых высокопрочных сталей»), Journal of Materials Engineering and Performance, том 20 (№6), 2011, от стр. 894 до стр. 902 (далее называемой «Непатентным Документом 3»), и практикующие специалисты могут использовать значения, раскрытые в этом Документе, без фактического измерения значений.
[0056] Полученная численным расчетом пластическая деформация является наиболее высокой на поверхности участка среза, и становится меньшей по мере удаления от поверхности. Кроме того, было обнаружено, что область возникновения эквивалентной пластической деформации, составляющей 100% или более на участке среза, совпадает с областью фактического образования мелкозернистой структуры в предварительно заданном диапазоне температур.
[0057] В отношении значений, полученных численным расчетом, предполагается, что вариация обусловливается проводящими анализ специалистами. Поэтому авторы настоящего изобретения выполнили численный расчет с использованием марок сталей, аналитика и программного обеспечения, многообразными путями. В итоге численного расчета авторы настоящего изобретения получили результат, что температурный диапазон, в котором область (расстояние) возникновения эквивалентной пластической деформации, составляющей 100% или более, по направлению перпендикулярно плоскости среза на участке среза, совпадает с областью формирования мелкозернистой структуры по перпендикулярному направлению относительно плоскости среза, представляет собой диапазон температур, приблизительно на 30-140°С более высоких, чем измеренное значение Ar3.
[0058] Здесь в диапазоне температур, более высоких, чем температура, полученная прибавлением 140°С к измеренному значению Ar3 (далее иногда называемая «выше Ar3+140°С»), область возникновения эквивалентной пластической деформации около 100% по направлению перпендикулярно плоскости среза на участке среза, которая получатся расчетом, становится большей, чем реальная тонкозернистая область на участке среза в обрабатываемом изделии. В результате анализа области мелкозернистой структуры показано, что область была составлена главным образом ферритом и карбидом. С другой стороны, другие области, за исключением поверхностного слоя, конфигурированы мартенситной структурой.
[0059] Феррит и мартенсит имеют различный объем, соответственно, вследствие различия в кристаллической структуре и состоянии элемента в виде твердого раствора. Поэтому, когда область мелкозернистой структуры обширно формируется на поверхностном слое участка среза, и большая часть тонкозернистой структуры составлена ферритом, возрастает площадь граничной поверхности между мелкозернистым ферритом и мелкозернистым мартенситом. В результате этого ухудшается точность размеров изделия. С учетом тепловой деформации, размерная точность изделия ухудшается по мере того, как начальная температура режущей обработки становится более высокой.
[0060] Кроме того, когда начальная температура режущей обработки является более низкой, чем температура, полученная прибавлением 30°С к измеренному значению Ar3 (далее иногда называемая «ниже Ar3+30°С»), фактическая тонкозернистая область является меньшей, чем область возникновения эквивалентной пластической деформации около 100% или более. Поскольку область возникновения эквивалентной пластической деформации около 100% или более становится меньшей, фактическая тонкозернистая область, меньшая, чем эта область, становится еще меньшей. При температуре ниже, чем «Ar3+30°С», которая является измеренной, часть аустенита начинает превращаться в феррит под влиянием внутреннего распределения тепла, и такой феррит претерпевает пластическую деформацию в результате режущей обработки. Таким образом, авторы настоящего изобретения нашли, что остаточное напряжение является чрезмерно большим на поверхности участка среза в обрабатываемом изделии, и тем самым возрастает опасность замедленного разрушения.
[0061] С другой стороны, когда начальная температура режущей обработки является более высокой, чем «Ar3+30°С», стальной лист подвергается режущей обработке до того, как аустенит начинает превращаться в феррит, так что избегается обусловленное ферритом чрезмерное остаточное напряжение на участке среза.
[0062] На основе вышеуказанных обнаруженных фактов, способ горячей режущей обработки с измельчением зерен поверхностного слоя согласно этому варианту исполнения был конфигурирован следующим образом.
[0063] Прежде всего, будет вкратце описано использованное в испытании устройство для режущей обработки. Как иллюстрировано в Фиг. 4А, устройство 10 для режущей обработки включает матрицу 3, на которой размещают стальной лист 1, оправку 12, которая размещена на матрице 3 для прижимания помещенного на матрицу 3 стального листа 1, и пуансон 2, который размещен внутри оправки 12 и вводится в отверстие 14 матрицы 3 для пробивания предварительно заданного участка стального листа 1.
[0064] Сначала стальной лист 1, имеющий содержание углерода 0,15% или более по массе, размещают на матрице 3 после нагрева его до температуры в диапазоне от Ac3 до 1400°С, более высокой, чем начальная температура режущей обработки в диапазоне от Ar3+30°С до Ar3+140°С, и подвергания томильной обработке (смотри Фиг. 4А).
[0065] Затем, как иллюстрировано в Фиг. 4В, после того, как стальной лист 1 прижат к матрице 3 оправкой 12, стальной лист 1 подвергают режущей обработке пуансоном 2. После того, как стальной лист 1 помещают на матрицу 3, режущую обработку стального листа 1 начинают в пределах трех секунд. В результате регулирования времени (времени начала режущей обработки) до начала режущей обработки после размещения стального листа 1 на матрице 3, температуру стального листа 1 в ходе режущей обработки контролируют в диапазоне от Ar3+30°С до Ar3+140°С.
[0066] Как иллюстрировано в Фиг. 4С, предварительно заданный участок стального листа 1 пробивается пуансоном 2, перфорированный стальной лист 1 быстро охлаждается и закаливается матрицей 3 и оправкой 12, и тем самым изготавливается сформированное режущей обработкой изделие.
[0067] Будут описаны порядок выполнения способа горячей режущей обработки с измельчением зерен поверхностного слоя согласно этому варианту исполнения, как было описано выше, и изделие, полученное горячей режущей обработкой с измельчением зерен поверхностного слоя (далее иногда называемое «обрабатываемым изделием»), сформированное этим способом режущей обработки.
[0068] На участке 8 среза в обрабатываемом изделии (стальном листе), сформированном этим путем, поверхностный слой участка 8 среза, определяемый как диапазон вплоть до 100 мкм внутрь стального листа по направлению перпендикулярно плоскости 5 среза, включает ферритную фазу, составляющую по меньшей мере часть плоскости разрыва, и остальное количество, и остальное количество имеет бейнитную фазу, мартенситную фазу, фазу остаточного аустенита, и цементит и неизбежно образованные включения. Ферритная фаза, бейнитная фаза, мартенситная фаза и фаза остаточного аустенита, которые сформированы в поверхностном слое участка 8 среза, имеют средний размер зерен 3 мкм или менее, соответственно. Поверхностный слой участка 8 среза содержит по численности 5% или более зерен, имеющих аспектное отношение 3 или более. В дополнение, другие области, за исключением участка 8 среза, включают смешанную структуру из неизбежно образованных включений и мартенсита, или смешанную структуру из мартенсита, бейнита и неизбежно образованных включений.
[0069] То есть, поскольку изделие формируют режущей обработкой стального листа 1, нагретого до температуры от точки Ar3+30°С до точки Ar3+140°С, структура мелкозернистого феррита, структура мелкозернистого мартенсита, структура мелкозернистого бейнита и структура мелкозернистого остаточного аустенита образуются в поверхностном слоем участка 8 среза (плоскости 6 разрыва) (смотри Фиг. 2). Фиг. 6В иллюстрирует стальной лист 1, который был фактически подвергнут режущей обработке. Как иллюстрировано в Фиг. 6В, тонкозернистая структура 11 образуется от плоскости 6 разрыва в сторону плоскости 5 среза на участке 8 среза в поверхностном слое, но тонкозернистая структура сформирована в особенности до глубины около 100 мкм от поверхности в плоскости 6 разрыва.
[0070] Структура мелкозернистого феррита, как правило, имеет более высокую ударную вязкость, чем мартенситная структура. Соответственно этому, поскольку структура мелкозернистого феррита с более высокой ударной вязкостью присутствует в поверхностном слое участка 8 среза (плоскости 6 разрыва), подавляется возникновение замедленного разрушения на участке 8 среза (плоскости 6 разрыва) вследствие замедленного разрушения.
[0071] Как будет описано ниже, в изделии согласно этому варианту исполнения возникновение замедленного разрушения на участке 8 среза (плоскости 6 разрыва) может быть предотвращено структурой мелкозернистого мартенсита, структурой мелкозернистого бейнита и структурой мелкозернистого остаточного аустенита, которые сформированы в поверхностном слое участка 8 среза (плоскости 6 разрыва).
[0072] Для сведения, Фиг. 7 иллюстрирует фотографию структуры поверхностного слоя участка среза, полученную в этом варианте исполнения методом EBSD.
[0073] В Фиг. 7 затемненная часть обозначает бейнитную фазу, мартенситную фазу или фазу остаточного аустенита. Как в фотографии, хотя присутствуют кристаллические зерна, имеющие аспектное отношение 3 или более, замедленное разрушение не происходит по причинам, которые будут описаны ниже.
[0074] Применяемый здесь «размер зерен» означает диаметр окружности, то есть, диаметр преобразованной окружности (диаметр эквивалентной окружности), когда площадь каждого кристаллического ферритного зерна, которое наблюдается в поперечном сечении по направлению толщины стального листа в направлении перпендикулярно плоскости среза, заменяется окружностью с такой же площадью.
[0075] В поверхностном слое участка 8 среза присутствует скорее бейнитная фаза, мартенситная фаза или фаза остаточного аустенита, нежели фаза мелкозернистого феррита в качестве единственной фазы. Как правило, бейнитная фаза, мартенситная фаза или фаза остаточного аустенита, присутствующие в ферритной фазе, захватывают диффузионный водород, который вызывает замедленное разрушение. Поэтому, когда эти фазы присутствуют в фазе мелкозернистого феррита, можно получить эффект подавления замедленного разрушения.
[0076] В дополнение, когда бейнитная фаза, мартенситная фаза или фаза остаточного аустенита становятся более тонкодисперсными до 3 мкм или менее, дополнительно возрастает число центров улавливания диффузионного водорода, и тем самым дополнительно предотвращается замедленное разрушение.
[0077] С другой стороны, цементит оказывает слабое влияние на улавливание диффузионного водорода, и может быть исходной точкой для возникновения замедленного разрушения, так что предпочтительно, чтобы количество цементита становилось меньшим.
[0078] Чтобы остальное количество содержало фазу мелкозернистого бейнита, мартенситную фазу и/или фазу остаточного аустенита, имеющие зерна с размером 3 мкм или менее, непременно обнаруживался феррит, имеющий аспектное отношение свыше 3. В результате анализа с использованием просвечивающего электронного микроскопа, когда феррит, имеющий аспектное отношение свыше 3, находится в состоянии, где пластическая деформация происходит в низкой степени или является малой, но не в пластически деформированном или растянутом состоянии, как описано в Патентном Документе 6, феррит не оказывает вредного влияния на устойчивость к замедленному разрушению. В то время как подробности этого действия неясны, чтобы остальное количество содержало описанные выше бейнитную фазу, мартенситную фазу и/или фазу остаточного аустенита, существенным является присутствие ферритной структуры, имеющей аспектное отношение свыше 3.
[0079] Чтобы также сформировать эти структуры, необходимо регулировать температуру режущей обработки в температурном диапазоне от Ar3+30°С до Ar3+140°С. Как предполагается, поскольку стальной лист охлаждается с определенной скоростью охлаждения, аустенитная структура сохраняется при температуре режущей обработки, но добавляется надлежащая степень деформации среза, и уже генерируются зародыши превращения для преобразования в другие фазы, иные, нежели мартенсит. В этом случае скорость охлаждения содействует любому фазовому превращению.
[0080] Скорость охлаждения является высокой, когда температура превышает значение Ar3+140°С, и аустенит оказывается в переохлажденном состоянии во время охлаждения (температура является более низкой, чем температурный диапазон, в котором может присутствовать морфология структуры), когда деформация среза создается до степени, при которой превращение в мартенсит не может происходить. В таком случае аустенит легко превращается в структуру мелкозернистого феррита.
[0081] С другой стороны, когда температура является равной или меньшей значения Ar3+140°С, формируются зерна, в которых превращение в феррит не происходит, и превращение в мартенсит также не происходит под влиянием деформации среза. Такие зерна становятся бейнитной фазой. В дополнение, также присутствуют зерна, в которых деформация среза мала, и происходит превращение в мартенсит. Кроме того, превращение в неоднородные три фазы частично индуцирует обогащение аустенита углеродом, и такой аустенит становится остаточным аустенитом, чтобы быть стабильным даже при комнатной температуре. Поскольку эти фазы образуются между зернами тонкодисперсного феррита, сами фазы также становятся мельче, чем 3 мкм или менее.
[0082] Чтобы стабильно сформировать эти структуры, режущую обработку стального листа предпочтительно начинают в пределах трех секунд после того, как стальной лист приходит в контакт с матрицей. Когда режущую обработку начинают после трех секунд, на поверхности стального листа образуется окалина, и контакт матрицы со стальным листом становится неравномерным. Когда вследствие неравномерного контакта происходит неоднородное распределение тепла, это обусловливает вариацию условий охлаждения на участке среза.
[0083] В дополнение, Фиг. 5 иллюстрирует распределение цементита в поверхностном слое плоскости разрыва, когда раскрытый в Патентном Документе 6 стальной лист подвергают режущей обработке при температуре выше, чем точка Ar3+140°С. В Патентном Документе 6, поскольку начальную температуру режущей обработки просто регулируют только на температурный диапазон от 400°С до 900°С, это также предполагает ситуацию, где начальная температура режущей обработки составляет выше Ar3+140°С. В этом случае, например, как иллюстрировано в Фиг. 5, цементит С (затемненные участки, кроме кружков) имеет численную плотность 0,8 частиц/мкм3 или более, и максимальную длину 3 мкм или более.
[0084] С другой стороны, в случае этого варианта исполнения, цементит (затемненные участки, кроме кружков) в поверхностном слое плоскости разрыва стального листа имеет численную плотность 0,8 частиц/мкм3 или менее, и максимальную длину 3 мкм или менее, как показано результатами описываемого ниже испытания (Фиг. 8). Согласно практическому опыту авторов настоящего изобретения, когда количество цементита является малым до этой степени, и также мал размер цементита, сам цементит почти не создает проблему исходной точки для возникновения замедленного разрушения.
[0085] Как иллюстрировано в Фиг. 7, совокупная доля площади бейнитной фазы, мартенситной фазы или фазы остаточного аустенита, которую измеряют обследованием в диапазоне до 100 мкм внутрь стального листа по направлению перпендикулярно плоскости среза от плоскости разрыва на участке среза стального листа с использованием метода дифракции обратно-отраженных электронов (EBSD), составляет от 10% до 50%.
[0086] В этом отношении, согласно практическому опыту авторов настоящего изобретения, когда совокупная доля площади этих фаз составляет менее 10%, невозможно в достаточной мере выполнить удерживание диффузионного водорода, и возрастает риск замедленного разрушения. С другой стороны, когда совокупная доля площади этих фаз превышает 50%, сокращается доля мелкозернистого феррита в поверхностном слое плоскости разрыва, вследствие чего снижается обусловленный тонкодисперсным ферритом эффект улучшения ударной вязкости, и повышается опасность замедленного разрушения. Хотя эффект изобретения не исчезает немедленно, когда совокупная доля площади этих фаз выходит за пределы такого диапазона, более предпочтительно, чтобы совокупная доля площади этих фаз была внутри такого диапазона.
[0087] Способ быстрого охлаждения стального листа 1 после режущей обработки не ограничивается быстрым охлаждением в результате контакта матрицы (матрицы 3 и оправки 12) со стальным листом 1, как в этом варианте исполнения, и, например, стальной лист 1 может быть быстро охлажден приведением стального листа 1 в непосредственный контакт с водой. Примеры способа, которым стальной лист 1 приводят в контакт с водой, могут включать способ пропускания охлаждающей воды через паз, сформированный на участке контакта стального листа с матрицей.
[0088] Даже в случае выполнения режущей обработки после формования прессованием, как для изделия согласно этому варианту исполнения, можно предотвратить замедленное разрушение участка среза с получением имеющего точные размеры изделия.
[0089] [Второй вариант исполнения]
[0090] Будет описан способ горячей режущей обработки с измельчением зерен поверхностного слоя согласно второму варианту осуществления изобретения. Такие же компоненты, как в первом варианте исполнения, обозначены теми же кодовыми номерами позиций, и подробное описание их не будет представлено. В дополнение, изделие, полученное горячей режущей обработкой с измельчением зерен поверхностного слоя способом горячей режущей обработки с измельчением зерен поверхностного слоя согласно этому варианту исполнения, является таким же, как в первом варианте исполнения, так что его эксплуатационные характеристики не будут описаны.
[0091] Авторы настоящего изобретения нашли, что температурный диапазон, в котором область возникновения эквивалентной пластической деформации около 100% по направлению перпендикулярно плоскости среза на участке среза совпадает с областью (расстоянием) образования структуры мелкозернистого феррита, структуры мелкозернистого мартенсита, структуры мелкозернистого бейнита или структуры мелкозернистого остаточного аустенита по направлению перпендикулярно плоскости среза, получается, когда в качестве начальной температуры режущей обработки устанавливают температуру (°С), полученную прибавлением значения, которое рассчитывается умножением величины эквивалентной пластической деформации поверхностного слоя на участке среза на коэффициент от 40 до 60, к измеренному значению Ar3.
[0092] В этом варианте исполнения предполагалось, что для применения в качестве величины эквивалентной пластической деформации поверхностного слоя на участке среза было надлежащим нижеследующее значение.
[0093] Как иллюстрировано в Фиг. 6А, среднее значение величин пластической деформации, полученных расчетом для области А (внутри очерченной толстой линией рамки) в диапазоне от 5 до 20% толщины Н стального листа 1 от плоскости 5 среза участка 8 среза до внутренней части стального листа 1 по направлению перпендикулярно плоскости 5 среза, и в диапазоне от 20% до 50% толщины Н стального листа 1 по направлению толщины стального листа 1 от нижней части 12 на стороне заусенца 7, использовали в качестве величины эквивалентной пластической деформации поверхностного слоя на участке среза.
[0094] Установкой области А указанным образом авторы настоящего изобретения обнаружили, что была получена величина эквивалентной пластической деформации, на которую различные специалисты-аналитики или условия анализа оказывали малое влияние. Это значение рассматривается как рациональное численное значение в качестве величины эквивалентной пластической деформации, как будет описано ниже, но согласно расчетной единице могут быть использованы другие значения корректированной деформации.
[0095] Для величины эквивалентной пластической деформации поверхностного слоя на участке среза использовали значение, полученное расчетом в диапазоне температур от 500°С до 800°С. Предполагалось, что в этом диапазоне величина эквивалентной пластической деформации поверхностного слоя становится приблизительно постоянной.
[0096] Обоснование того, что нижний предел 40 принят в качестве коэффициента для умножения величины эквивалентной пластической деформации, основывается на учете различий коэффициентов вследствие марки стали и погрешностей численных расчетов. Многократно повторенными экспериментами и численными расчетами показано, что структура мелкозернистого феррита, структура мелкозернистого мартенсита, структура мелкозернистого бейнита или структура мелкозернистого остаточного аустенита возникали даже в случае за пределами этого диапазона коэффициентов, но авторы настоящего изобретения получили значение 40 как нижний предел коэффициента, при котором вероятность возникновения становится более высокой.
[0097] В дополнение, обоснование того, почему верхний предел коэффициента для умножения величины эквивалентной пластической деформации установлен на 60, состоит в том, что точность размеров изделия ухудшается, когда температура режущей обработки является слишком высокой. Причиной тому предполагается, что область тонкодисперсной структуры в поверхностном слое становится более широкой, когда температура становится более высокой, но точность размеров ухудшается после охлаждения вследствие большой разницы в плотности между поверхностным слоем и еще одной областью, смежной с поверхностным слоем, и также повышается тепловая деформация.
[0098] В случае, когда разница между размером изделия и проектным размером изделия в общем находится в пределах диапазона от -0% до +5% проектного размера, количество бракованных изделий снижается до экономически приемлемого уровня, и тем самым проблема по существу устраняется. Таким образом, в результате экспериментирования методом проб и ошибок был определен такой верхний предел.
[0099] Измеренная температура Ar3 стального листа должна быть предварительно оценена по истории снижения температуры на термопаре или тому подобном, в состоянии, в котором стальной лист размещен на фактически применяемой матрице. Термопару вводят в матрицу, и предпочтительным является приведение сенсора термопары в непосредственный контакт со стальным листом, который представляет собой подвергаемую режущей обработке деталь. Это обосновывается тем, что измеренная температура Ar3 варьирует в зависимости от скорости охлаждения стального листа. Как иллюстрировано в Фиг. 3, является общеизвестным, что измеренную температуру Ar3 оценивают как точку, в которой варьирует скорость снижения температуры. Этот метод также применяется в описываемых ниже Испытаниях А и В.
[0100] В этом варианте исполнения важным является расчет эквивалентной пластической деформации участка среза. При горячей режущей обработке во время режущей обработки или непосредственно после нее неизбежно происходит превращение металлографической структуры, и тем самым измерить эквивалентную пластическую деформацию невозможно. Поэтому выполняют моделирование режущей обработки анализом с использованием метода конечных элементов (FEM), и тем самым рассчитывают эквивалентную пластическую деформацию.
[0101] При моделировании режущей обработки пластическая деформация резко изменялась. По этой причине результаты расчета пластической деформации поверхностного слоя на участке среза могли различаться в зависимости от аналитиков или условий анализа. Чтобы сократить влияние этих аналитиков или условий анализа, предпочтительно настраивать постоянную область FEM-анализа и усреднять и рассчитывать эквивалентную пластическую деформацию в пределах этой области.
[0102] Авторы настоящего изобретения выяснили эту область в результате подбора методом проб и ошибок. Как иллюстрировано в Фиг. 6А, область А (внутри очерченной толстой линией рамки), в которой усредняется эквивалентная пластическая деформация, была установлена на диапазон от 5 до 20% толщины Н (смотри Фиг. 4) стального листа 1 от плоскости 5 среза участка 8 среза до внутренней части стального листа 1 по направлению перпендикулярно плоскости 5 среза, и в диапазоне от 20% до 50% толщины Н стального листа 1 по направлению толщины стального листа 1 от нижней части 12 на стороне заусенца 7 на участке среза.
[0103] Во время моделирования, поскольку происходит последовательное изменение температуры, необходимо выполнять периодически повторяющийся расчет таким образом, что: настраивают предполагаемую начальную температуру режущей обработки; рассчитывают эквивалентную пластическую деформацию на основе предполагаемой начальной температуры режущей обработки; и определяют достоверную начальную температуру режущей обработки на основе рассчитанной эквивалентной пластической деформации. Такой расчет требует затрат.
[0104] В результате проведенного авторами настоящего изобретения расчета на нескольких уровнях было найдено, что может быть выполнено приближение, когда численное моделирование проводят однократно на основе диаграммы зависимости напряжений от деформации при температуре стального листа от 500°С до 800°С.
[0105] В качестве исходного условия для расчета, когда режущую обработку выполняют в диапазоне температур выше, чем измеренная температура Ar3, численные значения механических характеристик, таких как жесткость стального листа в это время, были определены как значения для аустенита.
[0106] Во время моделирования начальная температура режущей обработки может быть рассчитана без каких-нибудь проблем, когда эквивалентную пластическую деформацию рассчитывают по функции текучести Мизеса, при допущении изотропности без учета, в частности, анизотропии.
[0107] Приращение эквивалентной пластической деформации «dε-Р» согласно функции текучести Мизеса представлено нижеследующей формулой, когда система координат материала определяется как х, у, и z, и эквивалентная пластическая деформация задается как интеграл этого приращения.
[0108] 
[0109] Как было описано выше, в способе режущей обработки согласно этому варианту исполнения такие структуры, как тонкодисперсный феррит, образуются в поверхностном слое на участке среза, и возникновение замедленного разрушения на участке среза (плоскости разрыва) подавляется, когда стальной лист подвергают режущей обработке при рассчитанной начальной температуре режущей обработки, и можно предотвратить тепловую деформацию или тому подобную и обеспечить точность размеров изделия регулированием начальной температуры режущей обработки на величину в пределах предварительно заданного диапазона.
[0110] В частности, поскольку для расчета величины эквивалентной пластической деформации на участке среза подбирают предварительно заданную область А, можно рассчитать величину эквивалентной пластической деформации с незначительной погрешностью.
[0111] В процессе FEM-моделирования для расчета эквивалентной пластической деформации, поскольку проводят последовательное изменение температуры, было необходимо выполнять периодически повторяющийся расчет таким образом, что: рассчитывали эквивалентную пластическую деформацию на основе предполагаемой начальной температуры режущей обработки; и определяли достоверную начальную температуру режущей обработки на основе рассчитанной эквивалентной пластической деформации. Однако в этом варианте исполнения, поскольку приближение может быть выполнено, когда численное моделирование проводится однократно на основе диаграммы зависимости напряжений от деформации при любой температуре стального листа от 500°С до 800°С, расчет упрощается.
[0112] Поскольку эквивалентную пластическую деформацию рассчитывают по функции текучести Мизеса при допущении изотропности, расчет еще более упрощается.
[0113] Метод расчета величины эквивалентной пластической деформации, раскрытый в способе горячей режущей обработки с измельчением зерен поверхностного слоя согласно второму варианту исполнения, применим к расчету величины эквивалентной пластической деформации в способе горячей режущей обработки с измельчением зерен поверхностного слоя согласно первому варианту исполнения.
[Примеры]
[0114] Далее будут описаны Примеры изобретения. Однако условия режущей обработки в Примерах представляют собой примеры, привлеченные для подтверждения осуществимости и эффекта изобретения, и изобретение не ограничивается этими условиями режущей обработки. Изобретение может быть применено для разнообразных условий режущей обработки, пока цель изобретения достигается в пределах области, не отклоняющейся от сущности изобретения.
[0115] (Испытание А)
[0116] С использованием устройства 10 для режущей обработки, иллюстрированного в Фигурах 4А-4С, после того, как высокопрочный стальной лист 1 (200 мм × 150 мм) из стали марок А-С, имеющих показанные в Таблице 1 составы, помещают на матрицу 3, пуансон 2 вместе с оправкой 12 подают сверху на верх стального листа 1. Стальной лист 1 прижимают оправкой 12, и в то же время стальной лист 1 подвергают режущей обработке пуансоном 2 (с шириной 65 мм). Перфорированный стальной лист 1 быстро охлаждается матрицей (матрицей 3 и оправкой 12). Условия режущей обработки указаны в Таблице 2. Промежуток между пуансоном 2 и матрицей 3 регулировали на 0,15 мм.
[0117] За исключением Сравнительных Примеров, продолжительность выдерживания до того, как начинают режущую обработку стального листа 1 после приведения в контакт с матрицей 3, устанавливали на величину от 0,5 секунды до 3 секунд. Начальные температуры режущей обработки в Таблице 2 представляют собой температуры, полученные в пределах диапазона времени выдерживания.
[0118] Толщину использованных в Примерах стальных листов регулировали на 1,5 мм. Толщина стального листа, применимого в изобретении, варьирует в диапазоне от около 0,5 мм до 3 мм.
[0119] Измеренную температуру Ar3 каждого стального листа получали измерением температурной истории во время, когда стальной лист, нагретый до температуры 950°С, охлаждается в контакте с верхом матрицы на устройстве для режущей обработки (температуру, при которой скорость охлаждения стального листа составляла 1°С/сек или менее, перед тем, как температура стального листа снизилась до комнатной температуры, рассматривали как температуру Ar3).
[0120] Для оценки эквивалентной пластической деформации моделирование режущей обработки, в котором входными данными было сопротивление деформированию, когда стальной лист нагрет до температуры 750°С, выполняли методом конечных элементов с использованием инженерной программы «Abaqus/Standard» от фирмы Dassault Systemes Со, которая представляет собой продаваемый на рынке пакет программ. В этом случае использовали функцию текучести Мизеса, и анализируемую область вблизи режущей кромки инструмента определяли как четырехугольный полностью цельный элемент с размером 0,02 мм × 0,04 мм. В дополнение, через каждые 0,05 мм хода штамповального пресса выполняли перестроение конечно-элементной сетки. Разрыв определяли по модели вязкого разрушения Хенкока и Маккензи (Hancock & Mackenzie), и жесткость удовлетворяющих условиям элементов была нулевой. Параметры модели вязкого разрушения были подогнаны на основе характеристик плоскости среза, которая фактически наблюдалась в определенных условиях. Использовали эквивалентную пластическую деформацию, которую усредняли в области А, установленной в диапазоне 10% толщины Н стального листа 1 от плоскости 5 среза на участке 8 среза по направлению перпендикулярно плоскости 5 среза, и в диапазоне 30% толщины Н стального листа 1 по направлению толщины стального листа 1 от нижней части 12 на стороне заусенца 7 на участке 8 среза (смотри Фиг. 6А).
[0121] В качестве показателя размерной точности оценивали длину обрезка 16 (смотри Фиг. 4С), выдавленного после режущей обработки. Если размерная погрешность не проявлялась, длина обрезка 16 после режущей обработки должна была составлять 65 мм. Таким образом, значения получены таким путем, что величину погрешности по длине обрезка 16 после режущей обработки делят на 65, и затем преобразуют в проценты (× 100), представленные в качестве размерной погрешности в Таблице 2.
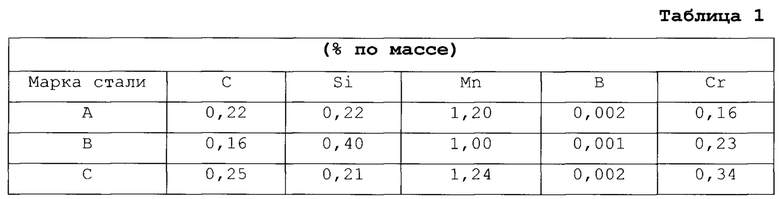
[0122] [Таблица 1]
[0123] [Таблица 2]
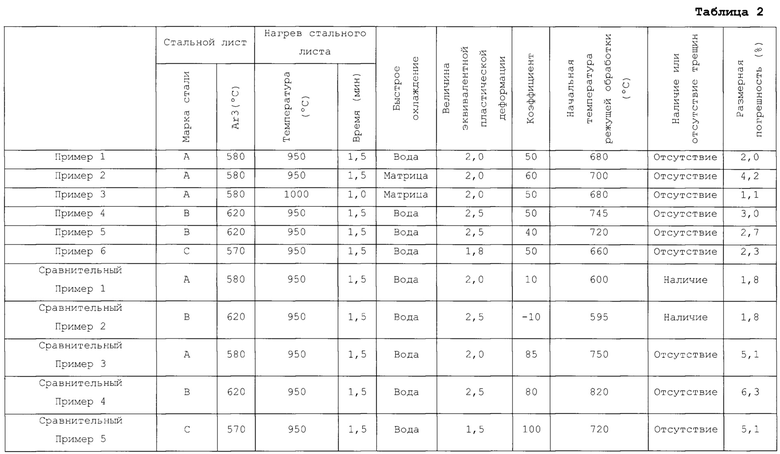
[0124] Испытание выполняли три раза для каждого из Примеров и Сравнительных Примеров. В отношении наличия или отсутствия замедленного разрушения оценивалось, что замедленное разрушение присутствовало, когда замедленное разрушение происходит даже однократно. В дополнение, размерная погрешность представляла собой среднее значение трех измеренных величин.
[0125] Из Примеров 1-6 может быть понятно, что возникновение замедленного разрушения на участке среза (плоскости разрыва) подавляется, и размерная точность изделия улучшается.
[0126] Микроструктура в диапазоне 100 мкм от плоскости разрыва участка среза в Примере 1 будут описана со ссылкой на Фиг. 7 (изображение микроструктуры согласно методу EBSD) и Фиг. 8 (изображение образца экстракционной реплики, наблюдаемого в просвечивающем электронном микроскопе).
[0127] Как иллюстрировано в Фиг. 7, было подтверждено, что микроструктура включает феррит, бейнит, мартенсит, остаточный аустенит, цементит и включения, происходящие из иных легирующих элементов, нежели железо, в результате EBSD-анализа, EDS (метода анализа характеристического излучения типа энергодисперсионной рентгеновской спектроскопии), и анализа дифракции электронов с использованием просвечивающего электронного микроскопа.
[0128] Более конкретно, Фиг. 7 иллюстрирует изображение наблюдаемой EBSD-методом микроструктуры в состоянии, где образец поперечного сечения согласно Примеру 1 вдоль направления толщины стального листа по направлению перпендикулярно плоскости среза на участке среза заделывают в твердую смолу и затем подвергают полированию и электрополированию. В дополнение, Фиг. 8 иллюстрирует изображение, наблюдаемое в просвечивающем электронном микроскопе на образце Примера 1, который приготовлен методом экстракционной реплики с использованием SPEED-метода (потенциостатическое травление электролитическим растворением: метод потенциостатического электролиза в неводном растворителе).
[0129] Как иллюстрировано в Фиг. 7 (изображение микроструктуры согласно методу EBSD), в поверхностном слое плоскости разрыва в диапазоне 100 мкм по направлению перпендикулярно плоскости среза от плоскости разрыва размер зерен F феррита (участки кроме затемненных в Фиг. 7) был настолько малым, как 3 мкм или менее, и размер зерен ВМА (затемненные участки в Фиг. 7), включающих мартенсит, бейнит или остаточный аустенит, также составлял 3 мкм или менее. Кристаллическое зерно, имеющее аспектное отношение свыше 3, также было видно в этом диапазоне, и численное количество составляло около 6%.
[0130] Такая же микроструктура наблюдалась в любом из Примеров 2-6. В процессе идентификации микроструктуры для каждого Примера фотографировали пять выбранных случайным образом точек в поле зрения размером 8,0×20 мкм в диапазоне 100 мкм от поверхности плоскости разрыва.
[0131] Кроме того, как иллюстрировано в Фиг. 8, можно видеть, что количество цементита С (черные участки, кроме кружков) в Примере 1 очень мало. В Примере 1 численная плотность цементита составляла 0,8 частиц/мкм3, и максимальная длина наблюдаемого цементита составляла 3 мкм или менее. Для определения состояния распределения цементита для каждого условия фотографировали пять выбранных случайным образом точек в поле зрения размером 9,5×7,5 мкм от поверхностного слоя на участке среза. Это было одинаковым в любом из Примеров 2-6.
[0132] С другой стороны, в Сравнительных Примерах 1-5 наблюдалась смешанная структура (Сравнительные Примеры 1 и 2) из бейнита и мартенсита, не включающая феррит, или единственная фаза феррита (Сравнительные Примеры 3-5). В Сравнительных Примерах 1 и 2 цементит и включение едва ли наблюдались почти так же, как иллюстрировано в Фиг. 8. Однако в Сравнительных Примерах 3-5 наблюдался цементит С (смотри Фиг. 5, черные участки кроме кружков), имеющий очень высокую численную плотность, значительно превышающую 0,8 частиц/мкм3, как иллюстрировано в Фиг. 5.
[0133] Один эксперимент был выполнен в состоянии, где другие условия, за исключением начальной температуры режущей обработки, были такими же, как в Примере 1, и продолжительность выдерживания до начала режущей обработки стального листа после того, как он охлаждался в контакте с матрицей 3 и оправкой 12 (также называемой матрицей), была отрегулирована на 3,5 секунды. В этом случае начальная температура режущей обработки также составляла (Ar3+30°С) или выше, замедленное разрушение происходило однократно в трех повторных экспериментах. В результате наблюдения состояния поверхности среза в полученном изделии, в диапазоне 100 мкм от плоскости среза структура поверхностного слоя на участке среза в изделии без возникновения замедленного разрушения была конфигурирована следующей: феррит, размер зерен которого был очень малым на уровне 3 мкм или менее; и мартенсит, бейнит или остаточный аустенит, размер зерен которых также составлял 3 мкм или менее. Также было видно кристаллическое зерно, имеющее аспектное отношение свыше 3, и численное количество составляло около 7%.
[0134] Однако в диапазоне 100 мкм от плоскости среза структура поверхностного слоя на участке среза в изделии с проявлениями замедленного разрушения была составлена включающей: феррит, размер зерен которого составлял 5 мкм; и мартенсит, бейнит или остаточный аустенит, размер зерен которых также составлял 5 мкм. В поверхностном слое участка среза также было видно кристаллическое зерно, имеющее аспектное отношение свыше 3, и численное количество составляло около 7%.
[0135] (Испытание В)
[0136] Устройство 20 для режущей обработки включает: матрицу 3, которая сформирована с углублением 22 для изгибания и формования, и отверстием 24 для пробивного деформирования на дне углубления 22, ив котором размещен стальной лист 1; пуансон 2, который вставлен в углубление 22, чтобы создавать изгибную деформацию стального листа 1; и подвижный штамп 26, который соединен с пуансоном 2 и входит в отверстие 24 после выполнения изгибной деформации для перфорирования (пробивания) стального листа 1 в предварительно заданном диапазоне.
[0137] При моделировании формования прессованием стального листа, не сопровождающегося растрескиванием, с помощью устройства 20 для режущей обработки формовали нагретый стальной лист 1 с приданием шляповидной формы первоначальным приведением в действие пуансона 2 после того, как стальной лист 1 был размещен на матрице 3 (смотри Фиг. 9А). После этого выполняли испытание на пробивание стального листа 1 с использованием подвижного штампа 13, имеющего диаметр 20 мм (смотри Фиг. 9В).
[0138] За исключением Сравнительных Примеров, время до начала режущей обработки стального листа 1 после приведения в контакт с подвижным штампом 26 составляло от около 0,1 секунды до около 0,5 секунды.
[0139] Зазор между пуансоном 2 и матрицей 3 устанавливали на 0,15 мм, и измеренное значение Ar3 идентифицировали по термической истории после формования с приданием шляповидной формы. Эквивалентную пластическую деформацию рассчитывали тем же путем, как в Испытании А. Использовали условия режущей обработки, указанные в Таблице 3.
[0140] Метод оценки в Испытании В также был таким же, как в Испытании А.
[0141] Между прочим, размерную точность в Испытании В оценивали по диаметру отверстия, пробитого после режущей обработки. Когда размерная погрешность не проявляется, диаметр пробитого отверстия в стальном листе 1 после режущей обработки должен составлять 20 мм. Таким образом, значения получают таким путем, что погрешность диаметра пробитого отверстия после режущей обработки делят на 20, и затем преобразуют в проценты (× 100), и значения представлены как размерная погрешность в Таблице 3, которая показывает результат исполнения этого испытания.
[0142] [Таблица 3]
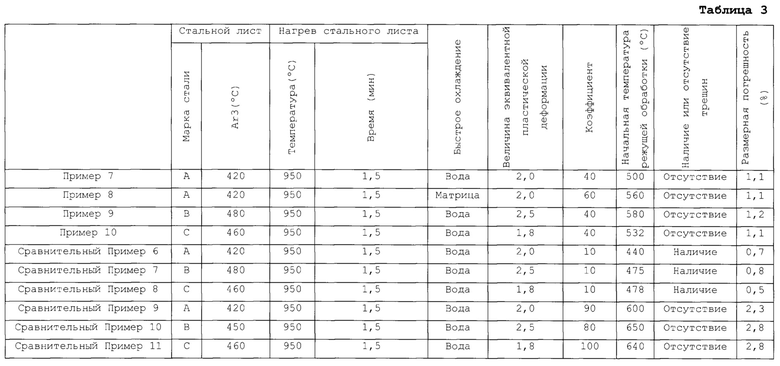
[0143] В Примерах 7-10 может быть понятно, что возникновение замедленного разрушения на участке среза (плоскости разрыва) подавлено.
[0144] В Примерах 7-10, показанных в Таблице 3, микроструктура в поверхностном слое участка среза (в диапазоне 100 мкм от поверхности) включала феррит, бейнит, мартенсит, остаточный аустенит, цементит и включения, происходящие из иных элементов, нежели железо, как в Примерах 1-6 (Фиг. 7 (микроструктура) и Фиг. 8 (включение)). Микроструктура и включения в Примерах 7-10 являются такими же, как в Примерах 1-6.
[0145] Микроструктура и включения в Сравнительных Примерах 6-11 является такими же, как в Сравнительных Примерах 1-5. То есть, в Сравнительных Примерах 6-8 наблюдалась смешанная микроструктура из бейнита и мартенсита, не включающая феррит, и Сравнительных Примерах 9-11 наблюдалась единственная фаза феррита. В Сравнительных Примерах 6-8 цементит почти не наблюдался. Однако в Сравнительных Примерах 9-11 наблюдался цементит, имеющий очень высокую численную плотность, значительно превышающую 0,8 частиц/мкм3.
[0146] Настоящая заявка основана на предварительной Японской Патентной Заявке №2013-099243, поданной 9 мая 2013 года, и заявляет преимущество ее приоритета, полное содержание которой включено в настоящее описание посредством ссылки.
ПРОМЫШЛЕННАЯ ПРИМЕНИМОСТЬ
[0147] Как было описано выше, согласно изобретению можно предотвратить возникновение замедленного разрушения на участке горячей режущей обработки без увеличения продолжительности режущей обработки или новых стадий во время горячей режущей обработки стального листа. Соответственно этому, изобретение имеет высокую применимость в промышленности, использующей технологии обработки стального листа.
| название | год | авторы | номер документа |
|---|---|---|---|
| ГАЛЬВАНИЗИРОВАННЫЙ ГОРЯЧИМ СПОСОБОМ СТАЛЬНОЙ ЛИСТ И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 2012 |
|
RU2566131C1 |
| ГОРЯЧЕГАЛЬВАНИЗИРОВАННЫЙ ХОЛОДНОКАТАНЫЙ СТАЛЬНОЙ ЛИСТ И СПОСОБ ЕГО ПОЛУЧЕНИЯ | 2012 |
|
RU2566705C2 |
| ГОРЯЧЕКАТАНЫЙ СТАЛЬНОЙ ЛИСТ И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 2011 |
|
RU2518830C1 |
| ГОРЯЧЕКАТАНЫЙ СТАЛЬНОЙ ЛИСТ И СПОСОБ ЕГО ПОЛУЧЕНИЯ | 2012 |
|
RU2562574C2 |
| СПОСОБ ПОЛУЧЕНИЯ СТАЛЬНОГО ЛИСТА (ВАРИАНТЫ) И СТАЛЬНОЙ ЛИСТ | 1999 |
|
RU2234542C2 |
| ВЫСОКОПРОЧНАЯ ДВУХФАЗНАЯ СТАЛЬНАЯ ПЛАСТИНА С ПОВЫШЕННОЙ ЖЕСТКОСТЬЮ И ПРИГОДНОСТЬЮ К СВАРКЕ | 1995 |
|
RU2147040C1 |
| ВЫСОКОПРОЧНЫЙ ГОРЯЧЕОЦИНКОВАННЫЙ СТАЛЬНОЙ ЛИСТ, ИМЕЮЩИЙ ПРЕВОСХОДНОЕ СОПРОТИВЛЕНИЕ ЗАМЕДЛЕННОМУ РАЗРУШЕНИЮ, И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 2012 |
|
RU2585889C2 |
| СПОСОБ ПРОИЗВОДСТВА ГОРЯЧЕКАТАНЫХ ТОЛСТЫХ ЛИСТОВ ИЗ НИЗКОЛЕГИРОВАННОЙ СТАЛИ ДЛЯ АТОМНОГО И ЭНЕРГЕТИЧЕСКОГО МАШИНОСТРОЕНИЯ | 2015 |
|
RU2606357C1 |
| СТАЛЬНОЙ МАТЕРИАЛ С ВЫСОКОЙ СТОЙКОСТЬЮ К ИНИЦИИРОВАНИЮ ВЯЗКИХ ТРЕЩИН ОТ ЗОНЫ, ПОДВЕРГНУТОЙ ДЕЙСТВИЮ СВАРОЧНОГО ТЕПЛА, И БАЗОВЫЙ МАТЕРИАЛ, А ТАКЖЕ СПОСОБ ИХ ПРОИЗВОДСТВА | 2009 |
|
RU2493287C2 |
| ХОЛОДНОКАТАНЫЙ СТАЛЬНОЙ ЛИСТ | 2012 |
|
RU2560479C1 |
Изобретение относится к области термомеханической обработки стального листа путем резания. Для предотвращения замедленного разрушения на поверхности среза листа и получения точности размера при изготовлении изделия из листа способ горячей режущей обработки с измельчением зерен поверхностного слоя включает стадии, в которых: нагревают и выдерживают стальной лист в диапазоне температур от Ас3 до 1400°С для получения аустенитной структуры стального листа, затем проводят режущую обработку стального листа при размещении стального листа на матрице и закаливают быстрым охлаждением подвергнутого режущей обработке стального листа, причем начальную температуру режущей обработки регулируют в диапазоне от Ar3 + 30°С до Ar3 + 140°С. 5 н. и 12 з.п. ф-лы, 9 ил., 3 табл.
1. Способ горячей режущей обработки стального листа с измельчением зерен поверхностного слоя, включающий
нагрев стального листа, имеющего содержание углерода 0,15 мас. % или более, до температуры аустенитизации от Ac3 до 1400°С,
размещение стального листа на матрице,
режущую обработку стального листа при начальной температуре в диапазоне Ar3+30°С до Ar3+140°С, и
закалку путем быстрого охлаждения подвергнутого режущей обработке стального листа с обеспечением измельчения зерна в поверхностном слое участка среза стального листа на глубине до 100 мкм от поверхности участка среза по направлению, перпендикулярному плоскости среза.
2. Способ по п. 1, в котором режущую обработку стального листа начинают в пределах трех секунд после контакта стального листа с матрицей.
3. Способ по п. 1, в котором быстрое охлаждение стального листа осуществляют путем его контакта с матрицей.
4. Способ по п. 1, в котором быстрое охлаждение стального листа осуществляют струей воды путем ее пропускания через паз, выполненный на участке контакта стального листа с матрицей.
5. Способ по п. 1, в котором после нагрева стального листа перед режущей обработкой осуществляют формование стального листа прессованием.
6. Способ горячей режущей обработки стального листа с измельчением зерен поверхностного слоя, включающий:
нагрев стального листа, имеющего содержание углерода 0,15 мас. % или более до температуры аустенитизации от Ac3 до 1400°С,
размещение стального листа на матрице,
режущую обработку стального листа при начальной температуре, которую регулируют в диапазоне, полученном сложением значения, которое рассчитывают умножением величины эквивалентной пластической деформации поверхностного слоя участка среза на коэффициент от 40 до 60, и величины температуры Ar3, и
закалку путем быстрого охлаждения подвергнутого режущей обработке стального листа с обеспечением измельчения зерна в поверхностном слое участка среза стального листа до глубины 100 мкм от поверхности участка среза по направлению, перпендикулярному плоскости среза.
7. Способ по п. 6, в котором величину эквивалентной пластической деформации поверхностного слоя на участке среза, имеющего заусенец, рассчитывают как среднее значение величины эквивалентной пластической деформации в диапазоне от 5% до 20% толщины стального листа от плоскости среза на участке среза до внутренней части стального листа по направлению перпендикулярно плоскости среза, и в диапазоне от 20% до 50% толщины стального листа на участке среза по направлению толщины стального листа от нижней части на стороне заусенца.
8. Способ по п. 6 или 7, в котором величину эквивалентной пластической деформации поверхностного слоя на участке среза рассчитывают численным моделированием, которое выполняют на основе диаграммы зависимости напряжений от деформации при температуре стального листа от 500°С до 800°С.
9. Способ по п. 6 или 7, в котором режущую обработку стального листа начинают в пределах трех секунд после контакта стального листа с матрицей.
10. Способ по п. 6 или 7, в котором быстрое охлаждение стального листа осуществляют путем его контакта с матрицей.
11. Способ по п. 6 или 7, в котором быстрое охлаждение стального листа осуществляют струей воды, путем ее пропускания через паз, выполненный на участке контакта стального листа с матрицей.
12. Способ по п. 6 или 7, в котором после нагрева стального листа перед режущей обработкой осуществляют формование стального листа прессованием.
13. Стальной лист, полученный горячей режущей обработкой с измельчением зерен поверхностного слоя и имеющий содержание углерода 0,15 мас. % или более, причем поверхностный слой участка среза стального листа на глубине до 100 мкм от поверхности участка среза по направлению, перпендикулярному плоскости среза, имеет фазу феррита со средним размером зерна 3 мкм или менее и по меньшей мере одну из фаз из бейнита, мартенсита или остаточного аустенита с диаметром зерен 3 мкм или менее, и цементит и неизбежные включения,
при этом поверхностный слой участка среза содержит 5% или более количества зерен, имеющих аспектное отношение 3 или более, а на глубине более 100 мкм стальной лист имеет фазу мартенсита и неизбежные включения или фазу бейнита, мартенсита и неизбежные включения.
14. Стальной лист по п. 13, в котором поверхностный слой имеет цементит с численной плотностью 0,8 частиц/мкм3 или менее и максимальной длиной 3 мкм или менее.
15. Стальной лист по п. 13 или 14, в котором совокупная доля площади фаз бейнита, мартенсита и остаточного аустенита, которая измерена методом дифракции обратно-отраженных электронов (EBSD), составляет в поверхностном слое от 10% до 50%.
16. Стальной лист, полученный способом по п. 1.
17. Стальной лист, полученный способом по п. 6.
| JP 2012237041 A, 06.12.2012 | |||
| WO 2013012006 A1, 24.01.2013 | |||
| ПЛУЖНЫЙ ТРАПЕЦИЕВИДНЫЙ ЛЕМЕХ И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 1992 |
|
RU2027331C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ВЫСОКОПРОЧНЫХ ШТАМПОСВАРНЫХ ДОНЬЕВ | 2009 |
|
RU2415741C1 |
| Способ получения отверстий в листовомМАТЕРиАлЕ | 1979 |
|
SU837488A1 |

