Изобретение относится к технологии производства изделий из графитов и углерод-углеродных и карбидокремниевых композитов. В основу изобретения положена задача изготовления мелкозернистого графита, углерод-карбидокремниевых, углерод-металлических композитов с помощью пиролиза специальных смесей высокоинтенсивным лазерным излучением. Оно может быть использовано также для изготовления мелкозернистого графита, углерод-карбидокремниевых, углерод-металлических композитов с помощью пиролиза специальных смесей высокоинтенсивным лазерным излучением.
Известен способ карбонизации и активирования углеродного материала во вращающейся печи с внешним обогревом, имеющей вход и разгрузочную сторону, с наклоном книзу в направлении разгрузочной стороны, кольцеобразные перегородки с интервалами вдоль печи для регулирования перемещения материала и подъемные планки между перегородками для перемешивания материала, частями поднимающие материал вверх и заставляющие поднятый материал падать каскадом в нижнюю часть вращающегося тела; включающий: подачу материала в загрузочный конец печи; подачу в печь осуществляют в атмосфере водяного пара или углекислого газа, по существу, свободного от кислорода; поддержание первый зоны печи при температуре, достаточной для сушки или удаления растворителя из материала без осуществления карбонизации; поддержание второй зоны печи ниже по потоку от первой зоны при температуре, достаточной для карбонизации материала; поддержание третьей зоны печи ниже по потоку от второй зоны при температуре, достаточной для активирования карбонизированного материла; и сбор материала из разгрузочной стороны печи [RU 2478573, С2, С01В 31/08, С10В 47/30, С10В 53/07, Р27В 7/16, 10.04.2013]
Недостатком способа является сложность технической реализации и, кроме того, он характеризуется относительно узкой областью применения, поскольку не используется для получения готовых изделий.
Кроме того, известен способ [RU 2520455, С2, С10В 55/00, С10С 3/04, 27.06.2014], включающий карбонизацию исходного пека, который перед карбонизацией термообрабатывают в присутствии конденсирующей добавки и воздуха, при этом, термообработку осуществляют в реакторе путем нагрева исходного пека до температуры 300-400°С, карбонизацию осуществляют путем постепенного нагрева пека до температуры не более 750°С при разрежении в реакторе 5-10 мм водн. ст., а газы, отходящие при карбонизации, улавливают и обезвреживают путем их смешения с минеральной кислотой или ее парами.
Недостатком этого способа является относительно узкая область применения, поскольку способ может быть использован для получения изотропного пекового полукокса из исходного пека с температурой размягчения до 100°С.
Наиболее близким по технической сущности к предложенному является способ [RU 2591826, С2, С23С 26/00, С23С 8/46, B82Y 30/00, 20.07.2016], заключающийся в том, что, наноразмерный порошок графита измельчают в активаторе в течение 40-45 мин, затем добавляют в него гептан, измельчают смесь в течение 10-15 мин, затем суспензию гептан-графит наносят на поверхность стали слоем толщиной 10±1 мкм и сушат, а обработку поверхности ведут лазерным излучением с частотой генерации импульсов 20-100 кГц, мощностью 10-50 Вт и скоростью сканирования 800-900 мм/с.
Особенностью способа является то, что, для подготовки наноразмерного порошка используют графит марки ГК-1, или марки ГЭ, или марки HORG, или активированный уголь, а обработку поверхности лазерным излучением проводят в атмосфере инертного газа или в вакууме.
Недостатком наиболее близкого технического является относительно низкое качество получаемого углеродного изделия, в частности, покрытия для стали.
Задачей, которая решается в предложенном изобретении, является повышение качества изделий из графитов и углерод-углеродных и карбидокремниевых композитов.
Требуемый технический результат заключается в повышении качества изделий из графитов и углерод-углеродных и карбидокремниевых композитов, сокращение времени изготовления изделий и обеспечение вариативности изготовления изделий с различными характеристиками.
Поставленная задача решается, а требуемый технический результат достигается тем, что, в способе, согласно которому готовят смесь на основе углеродосодержащего наполнителя, размещают смесь в виде слоя в области формования изделия и проводят ее облучение лазерным излучением в атмосфере инертного газа, согласно изобретению, для приготовления смеси в углеродосодержащий наполнитель вводят связующее и размещают полученную смесь в области формования изделия в виде последовательно накладываемых слоев толщиной 0,15-0,5 мм, каждый из которых облучают лазерным излучением с нагревом до температуры от 1000°С до 1800°С с постоянным обдувом инертным газом, при этом, перед накладкой очередного слоя предыдущий слой охлаждают до 90-100°С, а в качестве связующего используют или высокомолекулярное органическое связующее или ароматические смолы.
Кроме того, требуемый технический результат достигается тем, что, в качестве углеродосодержащего наполнителя используют или порошок кокса, или графита фракцией от 20 до 150 мкм.
Кроме того, требуемый технический результат достигается тем, что, в качестве связующего используют или высокомолекулярные органические вещества, или ароматические смолы С8-С10, или комбинированные смолы С7-С11.
Кроме того, требуемый технический результат достигается тем, что, слои смеси облучают лазерным излучением с длиной волны 1070 нм, мощность излучения 340 Вт, со скоростью перемещения пучка 4-5 мм/с и диаметре пучка излучения 6-7 мм.
Кроме того, требуемый технический результат достигается тем, что, в качестве источника лазерного излучения используют твердотельный лазер или Ti:Sa, или Yb:YAG, или Nd:YVO, или Nd:YLF, или Nd:YAG с длиной волны 0,5-3 мкм, мощностью 50-500 Вт с однородной плотностью излучения в пучке.
Кроме того, лазерное излучение фокусируют и сканируют слой смеси при помощи автоматизированной системы управления, варьируя диаметр лазерного пучка и время термообработки в зависимости от параметров смеси и необходимой температуры нагрева,
На чертеже представлены:
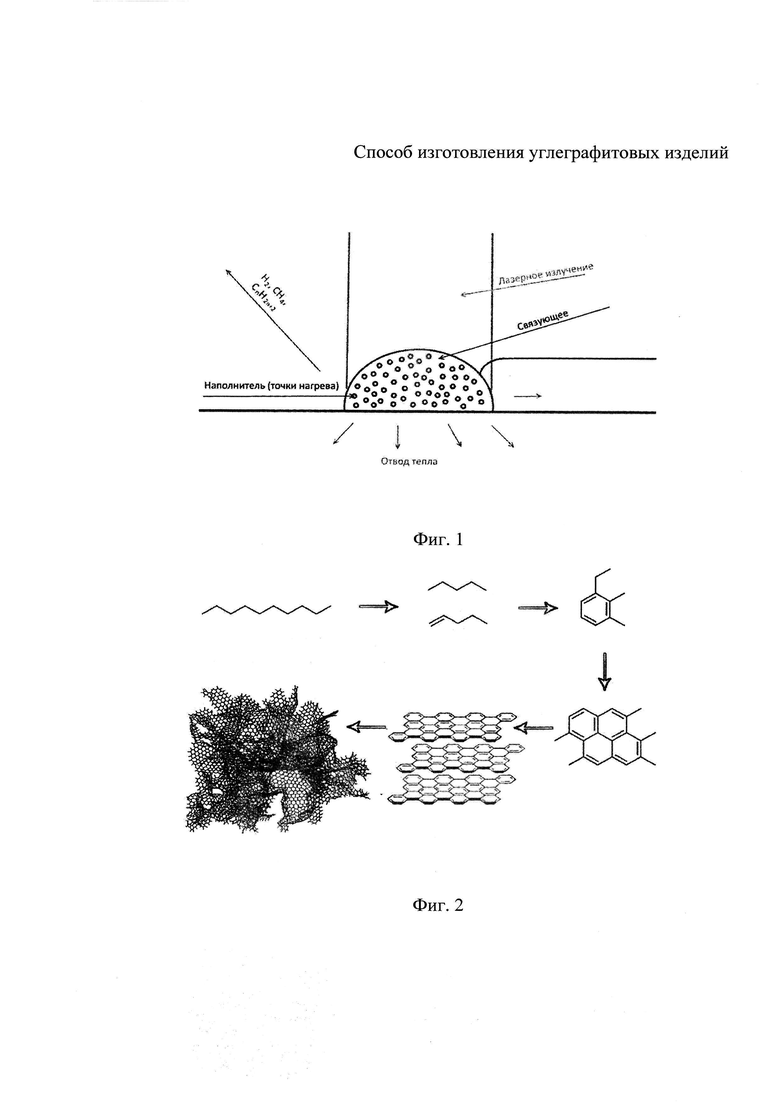
на фиг. 1 - схема, иллюстрирующая пример реализации способа;
на фиг. 2 - схема процесса лазерной карбонизации.
Предложенный способ изготовления углеграфитовых изделий реализуется следующим образом.
В качестве наполнителя используют порошок или кокса, или графита фракцией от 20 до 150 мкм. В качестве связующего используют органические жидкости с высоким содержанием углерода. Для производства плотных графитов (плотность 1,5 г/см3 и выше) предложенным способом необходимо применять связующие не содержащие атомов кислорода и азота, например, или ароматические смолы С8-С10, или комбинированные С7-С11 смолы. Применение связующих, содержащих атомы кислорода, приводит к появлению и росту пор в процессе пиролиза смесей, а, в следствии этого, и потери массы. Это обусловлено протеканием химической реакции с образованием СО, CO2 и низкомолекулярных органических соединений.
Предлагаемый способ позволяет использовать органические вещества и с высоким содержанием кислорода для изготовления пористых изделий или заготовок с более низкой плотностью (0,3-1,2 г/см3).
В следствии того, что предлагаемый способ основывается на крайне высокой скорости нагрева (более 1000°С/с), а нагрев ведется лазерным излучением, накладывается ограничение на толщину карбонизируемого слоя за один акт сканирования. Оптимальная толщина слоя составляет 0,15-0,5 мм. При меньшей толщине падает производительность способа, а опытным путем было доказано, что при увеличении толщины обрабатываемого слоя свыше 0,5 мм карбонизация связующего проходит частично: связующее, находящееся на глубине более 0,6 мм, не нагревается до необходимых температур. При этом, увеличение плотности мощности лазерного излучения приводит к испарению наполнителя с поверхности.
При изготовлении углерод-металлических и углерод-карбидокремниевых композитов в качестве наполнителей могут быть использованы порошки кокса, графита, кремния, инертных по отношению к углероду и связующему металлов, а также дискретные керамические или металлические микроволокна. Пропорции углерод/металл или углерод/кремний зависят от требуемых качественных характеристик получаемого изделия и могут варьироваться. В качестве связующих могут использоваться аналогичные связующие, что и для производства графитовых изделий, либо иные.
Термообработка смесей для изготовления углерод-металлических и углерод-карбидокремниевых производится при температуре нагрева от 1000°С до 1800°С. При этом возможно несколько актов сканирования лазерным излучением для уменьшения градиента температур в термообрабатываемой смеси. Меньшая температура нагрева не позволяет обеспечить требуемое качество термообработки, а большая - приводит к неоправданному расходованию энергии.
Пример конкретного выполнения №1.
Каменноугольный кокс, фракции 40-140 мкм, смешивался с эпоксидной смолой ЭД-20 (ГОСТ 10587-84) в смесильном оборудовании в пропорции 62% наполнителя и 38% связующего по массе. В зону формования изделия, например, на металлическую подложку, при помощи специально подготовленного лабораторного оборудования наносился ровный слой смеси толщиной 0,5 мм. Термообрабатываемая смесь помещалась в лазерную установку. Сканирование лазерным излучением (длина волны 1070 нм, мощность излучения 340 Вт) проводилось с низкой скоростью перемещения пучка - 4 мм/с. При этом диаметр пучка составлял 7 мм.
Для исключения горения процесс карбонизации проводился в атмосфере аргона. При нагреве наблюдался процесс образования газообразных продуктов пиролиза. Далее карбонизированный слой охлаждался до температуры 90-100°С обдувом инертным газом и теплоотводом с подложки. При помощи специального лабораторного оборудования на карбонизированный слой наносился слой термообрабатываемой смеси толщиной 0,5 мм. Далее повторялся процесс пиролиза и охлаждения. Количество выполненных итераций - 5. Полученный образец не обладал ярко выраженной адгезией к металлической подложке. Плотность образца составила 1,13 г/см3.
Пример конкретного выполнения №2.
Каменноугольный кокс, фракции 40-140 мкм, смешивался с жидкими продуктами пиролиза (ТУ 2451-178-72042240-2006) в смесильном оборудовании в пропорции 67% наполнителя и 33% связующего по массе. На металлическую поверхность при помощи специально подготовленного лабораторного оборудования наносился ровный слой смеси толщиной 0,5 мм. Термообрабатываемая смесь помещалась в лазерную установку. Сканирование лазерным излучением (длина волны 1070 нм, мощность излучения 380 Вт) проводилось с низкой скоростью перемещения пучка - 5 мм/с. При этом диаметр пучка составлял 6 мм. Для исключения горения процесс карбонизации проводился с обдувом аргоном. При нагреве наблюдался процесс образования газообразных продуктов пиролиза, но оценочно меньше, чем при применении ЭД-20. Далее карбонизированный слой охлаждался до температур 90-100°С обдувом инертного газа и теплоотводом с подложки. При помощи специального лабораторного оборудования на карбонизированный слой наносился слой термообрабатываемой смеси толщиной 0,5 мм. Далее повторялся процесс пиролиза и охлаждения. Количество выполненных итераций - 6.
Полученный образец не обладал ярко выраженной адгезией к металлической подложке. Плотность образца составила 1,58 г/см3.
Пример конкретного выполнения №3.
Каменноугольный кокс, фракции 40-140 мкм и порошок кремния фракции 80-120 мкм смешивались с жидкими продуктами пиролиза (ТУ 2451-178-72042240-2006) в смесильном оборудовании в пропорции 40% углеродного наполнителя, 25% кремниевого наполнителя и 35% связующего по массе. На металлическую подложку при помощи специально подготовленного лабораторного оборудования наносился ровный слой смеси толщиной 0,5 мм. Термообрабатываемая смесь помещалась в лазерную установку. Проводилось 2 акта сканирования лазерным излучением поверхности (длина волны 1070 нм, мощность излучения 340 Вт). Скорость первого сканирования 6 мм/с, при диаметре пучка 7 мм. Скорость второго сканирования 5 мм/с, при диаметре пучка 7 мм. Задержка между актами сканирования составила 40 секунд. Для исключения горения процесс карбонизации проводился с обдувом аргоном. При нагреве наблюдался процесс образования газообразных продуктов пиролиза.
При нагреве во время первого акта сканирования наблюдался процесс образования газообразных продуктов пиролиза. При нагреве во время второго акта сканирования образование газообразных продуктов пиролиза практически не наблюдалось. Далее карбонизированный слой охлаждался до температур 90-100°С обдувом инертного газа и теплоотводом с подложки.
При помощи специального лабораторного оборудования на карбонизированный слой наносился слой термообрабатываемой смеси толщиной 0,5 мм. Далее повторялся процесс пиролиза и охлаждения. Количество выполненных итераций - 5. Плотность образца составила 2,27 г/см3.
Анализ микрофотографий показал, что полученные образцы демонстрируют однородность микроструктуры: не наблюдается расслоения образцов, частицы наполнителя и поры распределены в матрице связующего гомогенно и не имеют преимущественной ориентировки. Данные наблюдения позволяют ожидать высокой степени изотропности конечных изделий.
Процесс карбонизации (фиг. 2) можно представить в виде следующих последовательных преобразований:
- деструкция органических молекул, сопровождаемая разрывом связей углерод-углерод и углерод-водород;
- образование молекул с конденсированными (кратными) связями углерод-углерод;
- образование предшественников аморфного углерода - полиароматических соединений и углеродных кластеров;
- образовании е графитоподобных зародышей;
- рост графитных зародышей;
- конденсация зародышей в остов аморфного углерода (спекание);
- выделение газообразных продуктов деструкции (водорода, метана и других углеводородов).
По сравнению с известными способами карбонизации предложенный имеет следующие преимущества:
- снижение пористости получаемого аморфного углерода и повышение керамического выхода вследствие быстрого нагрева слоев смеси, что препятствует протеканию медленных кинетических процессов, таких как удаление низкокипящих компонентов смеси из зоны нагрева;
- повышение трещиностойкости изделия, поскольку термообработка смеси ведется послойно и это снижает температурный градиент между поверхностью и внутренней структурой изделия;
- локальный характер нагрева и обдув инертным газом снижает требования к температурной стойкости оснастки, и общая температура изделия не превышает 300°С.
Таким образом, предложенный способ позволяет повысить качество изделий из графитов и углерод-углеродных и карбидокремниевых композитов и повысит изделия с высокой плотностью, однородностью и повышенной трещиностойкостью. Применение способа позволяет сократить время изготовления изделий и обеспечить вариативность изготовления изделий с различными характеристиками.
| название | год | авторы | номер документа |
|---|---|---|---|
| Керамическая суспензия для 3D-печати и способ получения сложнопрофильных карбидокремниевых изделий на основе реакционно-связанного карбида кремния с применением 3D-печати | 2021 |
|
RU2781232C1 |
| СПОСОБ ПОЛУЧЕНИЯ КОНСТРУКЦИОННОЙ КЕРАМИКИ АДДИТИВНОЙ ТЕХНОЛОГИЕЙ ДЛЯ ИЗДЕЛИЙ СЛОЖНОЙ ГЕОМЕТРИИ | 2023 |
|
RU2814669C1 |
| СПОСОБ ПОДГОТОВКИ ПОВЕРХНОСТИ ИЗДЕЛИЙ ИЗ ОРГАНО- И СТЕКЛОПЛАСТИКОВ ПЕРЕД НАНЕСЕНИЕМ ОГНЕЗАЩИТНЫХ ПОКРЫТИЙ | 1991 |
|
RU2010620C1 |
| СПОСОБ ПОЛУЧЕНИЯ ВОЛОКНИСТО-АРМИРОВАННОГО УГЛЕРОД-КАРБИДОКРЕМНИЕВОГО КОМПОЗИЦИОННОГО МАТЕРИАЛА | 2006 |
|
RU2337083C2 |
| Способ получения многослойной модифицированной поверхности титана | 2017 |
|
RU2686973C1 |
| Способ получения уранграфитового твэла | 2022 |
|
RU2787077C1 |
| СПОСОБ ПОЛУЧЕНИЯ ОДНОСТЕННЫХ УГЛЕРОДНЫХ НАНОТРУБОК, УСТАНОВКА ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ И СПОСОБ ИЗГОТОВЛЕНИЯ КОМПОЗИТНЫХ УГЛЕРОДНЫХ МИШЕНЕЙ | 2005 |
|
RU2302371C1 |
| СПОСОБ ПОЛУЧЕНИЯ УГЛЕРОД-УГЛЕРОДНОГО КОМПОЗИЦИОННОГО МАТЕРИАЛА | 1999 |
|
RU2170220C1 |
| Композитный материал для изготовления биполярных и монополярных пластин электрохимических ячеек и способ их изготовления | 2022 |
|
RU2795048C1 |
| СПОСОБ ПОЛУЧЕНИЯ МЕТАЛЛИЧЕСКОГО КРЕМНИЯ | 1999 |
|
RU2160705C2 |
Изобретение относится к способу изготовления углеграфитовых изделий. Осуществляют приготовление смеси на основе углеродосодержащего наполнителя, размещение смеси в виде слоя в области формования изделия и проведение ее облучения лазерным излучением в атмосфере инертного газа. Приготовление смеси осуществляют путем введения в углеродосодержащий наполнитель связующего и размещают полученную смесь в области формования изделия в виде последовательно накладываемых слоев толщиной 0,15-0,5 мм, каждый из которых облучают лазерным излучением с нагревом до температуры от 1000°C до 1800°C с постоянным обдувом инертным газом. Перед накладкой очередного слоя предыдущий слой охлаждают до 90-100°C, а в качестве связующего используют или высокомолекулярное органическое связующее, или ароматические смолы. В частных случаях осуществления изобретения в качестве углеродосодержащего наполнителя используют порошок кокса или графита фракцией от 20 до 150 мкм. В качестве связующего используют высокомолекулярное органическое связующее, или ароматические смолы С8-С10, или комбинированные смолы С7-С11. Слои смеси облучают лазерным излучением с длиной волны 1070 нм, мощностью излучения 340 Вт, со скоростью перемещения пучка 4-5 мм/с и диаметре пучка излучения 6-7 мм. В качестве источника лазерного излучения используют твердотельный лазер, или Ti:Sa лазер, или Yb:YAG лазер, или Nd:YVO лазер, или Nd:YLF лазер, или Nd:YAG лазер с длиной волны 0,5-3 мкм, мощностью 50-500 Вт с однородной плотностью излучения в пучке. Обеспечивается повышение качества изделий из графитов, углерод-углеродных и карбидокремниевых композитов и получение изделия с высокой плотностью, однородностью и повышенной трещиностойкостью, а также сокращается время изготовления изделий и обеспечивается вариативность изготовления изделий с различными характеристиками. 4 з.п. ф-лы, 2 ил., 3 пр.
1. Способ изготовления углеграфитовых изделий, включающий приготовление смеси на основе углеродосодержащего наполнителя, размещение смеси в виде слоя в области формования изделия и ее облучение лазерным излучением в атмосфере инертного газа, отличающийся тем, что приготовление смеси осуществляют путем введения в углеродосодержащий наполнитель связующего и размещают полученную смесь в области формования изделия в виде последовательно накладываемых слоев толщиной 0,15-0,5 мм, каждый из которых облучают лазерным излучением с нагревом до температуры от 1000°C до 1800°C с постоянным обдувом инертным газом, при этом перед накладкой очередного слоя предыдущий слой охлаждают до 90-100°C, а в качестве связующего используют высокомолекулярное органическое связующее или ароматические смолы.
2. Способ по п. 1, отличающийся тем, что в качестве углеродосодержащего наполнителя используют порошок кокса или графита фракцией от 20 до 150 мкм.
3. Способ по п. 1, отличающийся тем, что в качестве связующего используют высокомолекулярное органическое связующее, или ароматические смолы С8-С10, или комбинированные смолы С7-С11.
4. Способ по п. 1, отличающийся тем, что слои смеси облучают лазерным излучением с длиной волны 1070 нм, мощностью излучения 340 Вт, со скоростью перемещения пучка 4-5 мм/с и диаметре пучка излучения 6-7 мм.
5. Способ по п. 1, отличающийся тем, что в качестве источника лазерного излучения используют твердотельный лазер, или Ti:Sa лазер, или Yb:YAG лазер, или Nd:YVO лазер, или Nd:YLF лазер, или Nd:YAG лазер с длиной волны 0,5-3 мкм, мощностью 50-500 Вт с однородной плотностью излучения в пучке.
| WO 2015196149 A1, 23.12.2015 | |||
| СПОСОБ И УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ ТРЕХМЕРНЫХ ОБЪЕКТОВ | 2008 |
|
RU2496606C2 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ ТРЕХМЕРНЫХ ОБЪЕКТОВ | 2006 |
|
RU2401179C1 |
| СПОСОБ НАНЕСЕНИЯ КОРРОЗИОННО-СТОЙКОГО УГЛЕРОДНОГО ПОКРЫТИЯ НА ПОВЕРХНОСТИ СТАЛИ | 2014 |
|
RU2591826C2 |

