Изобретение относится к обработке металлов давлением, в частности к радиальной штамповке мелкомодульных шлицев на заготовках валов.
Ближайшим техническим решением, принятым в качестве прототипа, является устройство для радиального формообразования шлицев на заготовках валов путем радиальной холодной штамповки, преимущественно мелкомодульных шлицев, содержит корпус, включает нижний и верхний блоки. Нижний блок содержит основание, на котором сверху закреплена втулка, служащая для вертикального направления верхнего блока. Нижний блок содержит три колонки, подпружиненные маркетами, предназначенные для выталкивания верхнего блока. На основании установлен сепаратор, предназначенный для радиального направления пуансонов с профильными рабочими кромками соответственно шлицам. На основании в сепараторе установлен центральный стержень, служащий для вертикального позиционирования заготовки. Пуансоны, установленные в сепараторе, имеют возможность радиального перемещения в горизонтальной плоскости и от вертикального перемещения фиксируются закрепленной к сепаратору крышкой. Возвратно-поступательное перемещение пуансонов обеспечивается двумя буферами из упругодеформируемого материала, преимущественно на основе полиуретана [1].
Способ наладки по прототипу путем прецизионной регулировки радиального положения каждого из пуансонов для гарантированного обеспечения цилиндричности формообразуемой поверхности вала и кинематической точности шлице-зубчатого венца осуществляется прецизионной настройкой вертикального положения ползушек в оправке посредством системы болтов и контргаек, которые фиксируют положение ползушек и, соответственно, каждого из пуансонов.
Недостаток известного способа наладки по прототипу проявляется в том, что в процессе радиального выдавливания шлицев не учитывается износ как рабочих поверхностей пуансонов, так и износ поверхностей пар трения ползушка - пуансон, что приводит к потере кинематической точности шлице-зубчатого венца.
В основу изобретения поставлена задача повышения кинематической точности шлице-зубчатого венца, формообразованного на валах, и достижения технического результата, характеризуемого повышением кинематической точности положения и радиального хода пуансонов в процессе работы устройства.
Поставленная задача и реализуемый технический результат достигается тем, что способ прецизионной наладки устройства для радиального формообразования шлицев на заготовках валов, выполненного в виде корпуса с сепаратором, имеющим посадочное отверстие и радиальные пазы, в которых размещены с возможностью отведения от заготовки вала посредством двух полиуретановых буферов пуансоны, и с оправкой с клиновым механизмом радиального хода пуансонов, установленной соосно сепаратору, включает согласно изобретению установку в посадочное отверстие сепаратора цилиндрического тест-образца, наружный диаметр которого равен исходному диаметру заготовки вала, настройку радиального положения пуансонов путем их перемещения до касания рабочей поверхностью тест-образца с одинаковым усилием касания, выдавливание тест-образца пуансонами с получением шлице-зубчатого венца и контроль точности формы упомянутого шлице-зубчатого венца и радиального положения пуансонов относительно тест-образца, в случае выявления нарушения кинематики движения пуансонов производят переналадку радиального положения каждого из них.
Устройство снабжено штатным набором цилиндрических тест-образцов, соразмерных заготовкам формообразуемого вала в диапазоне наружных диаметров, отвечающих типоразмеру штампуемой детали. Например, при наружном диаметре шлицевой ступени вала 10,8 мм наружный диаметр заготовки формообразуемого вала, определяемый расчетным путем, составляет 10,782 мм.
Сущность изобретения поясняется чертежами, где
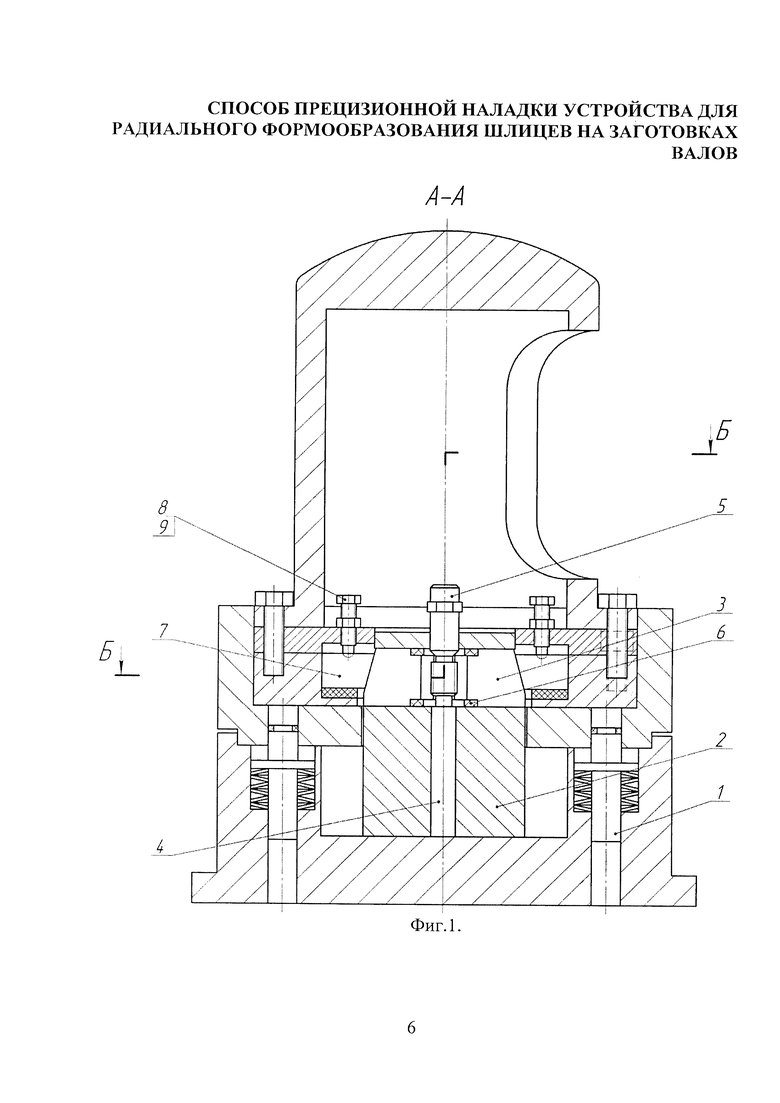
Фиг. 1 - общий вид конструктивной схемы устройства для радиального формообразования шлицев на валах;
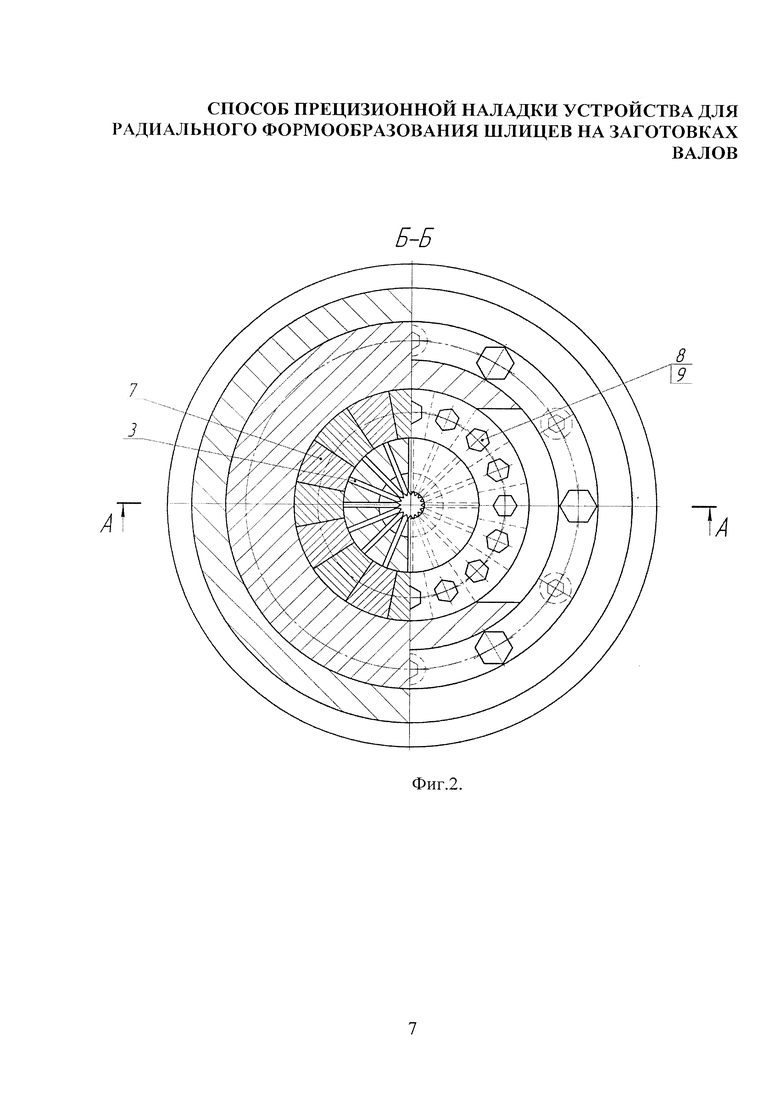
Фиг. 2 - разрез Б-Б по фиг. 1;
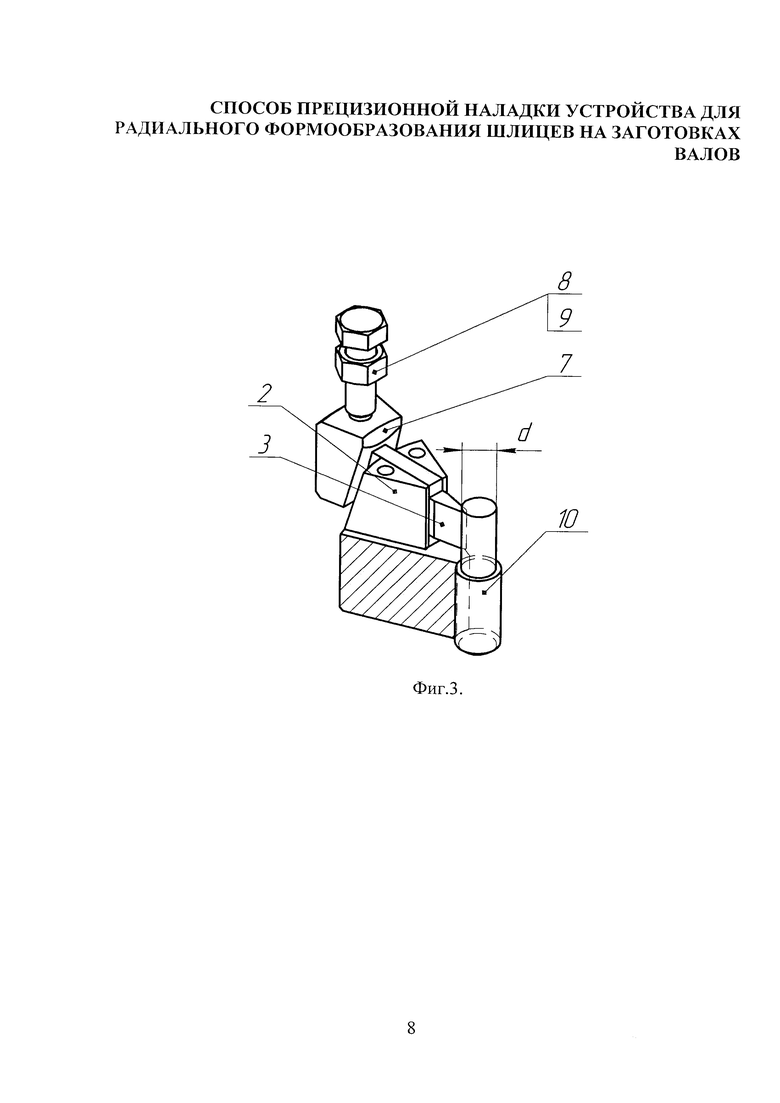
Фиг. 3 - фрагмент клинового механизма радиального хода пуансонов и тест-образец в аксонометрии для реализации способа наладки устройства;
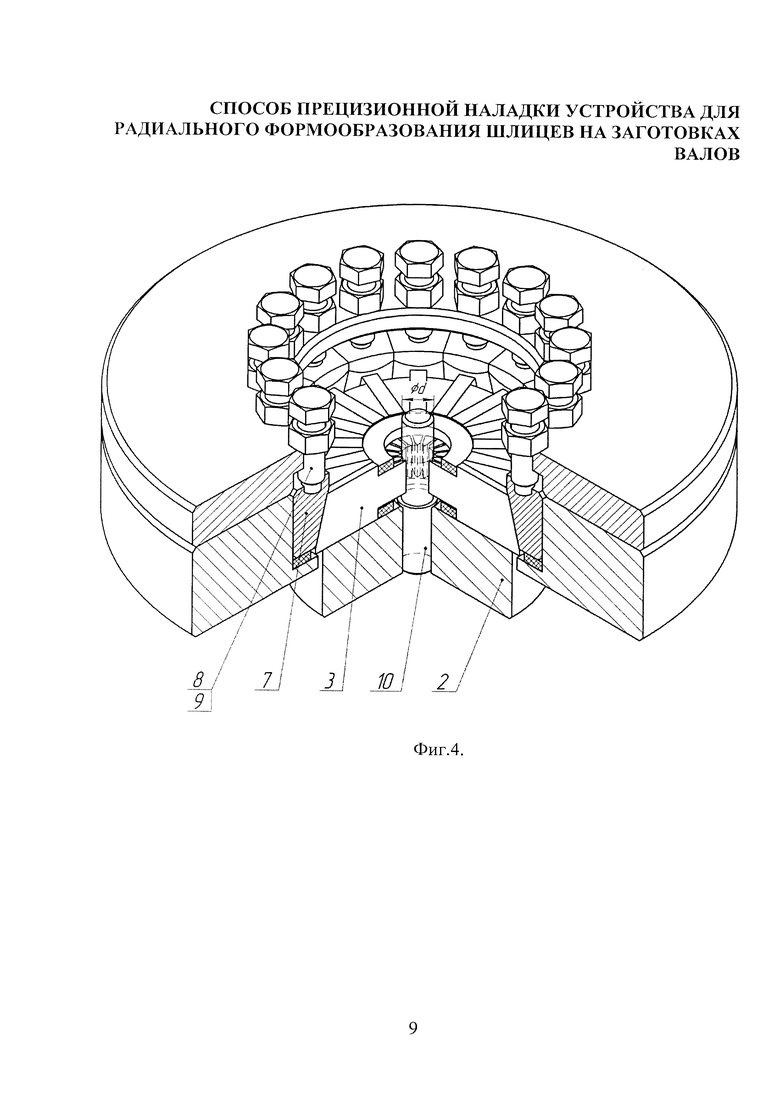
Фиг. 4 - общий вид узла регулировки радиального положения пуансонов для реализации способа наладки устройства;
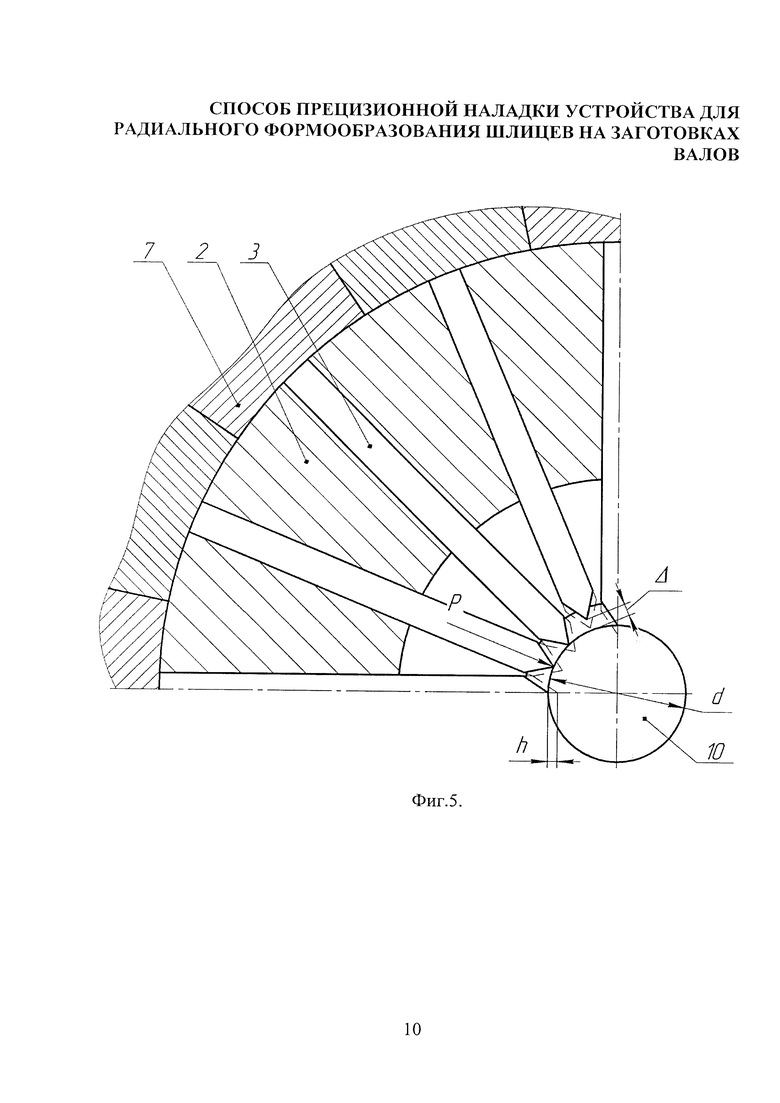
Фиг. 5 - кинематика регулировки радиального положения пуансонов с параметрами регулировки радиального положения пуансонов.
Способ прецизионной наладки радиального положения пуансонов по фиг. 1 и 2 в процессе работы устройства для радиального формообразования шлицев на заготовках валов 5 включает контроль радиального положения каждого из пуансонов 3 при выявлении нарушения кинематики движения, по меньшей мере, одного из пуансонов 3. Прецизионную наладку радиального положения пуансонов 3 производят по тест-образцу 10, соразмерному наружному диаметру заготовки формообразуемого вала 5, путем касания тест-образца 10 рабочей поверхностью каждого из пуансонов 3 с одинаковым усилием касания Р, а в процессе выдавливания производят контроль радиального положения каждого из пуансонов 3 и при выявлении нарушения кинематики движения одного из пуансонов 3 за счет износа рабочей поверхности пуансона 3 или за счет износа сопряжения ползушка – пуансон осуществляют вышеуказанную подналадку радиального положения пуансонов 3.
Наладка устройства по фиг. 3, 4 и 5 осуществляется следующим образом. В нерабочем состоянии колонки 1 поднимают верхний блок, освобождая пуансоны 3, которые под действием усилия буферов 6 одновременно отводятся от заготовки 5 на расстояние радиального хода h и прижимаются к клиновым поверхностям ползушек 7. Центральный стержень 4 удаляется из центрального отверстия сепаратора 2 и на его место устанавливается тест-образец 10 с установочным диаметром d, который отвечает типоразмеру заготовок формообразуемых валов и определяется расчетным путем. Посредством прецизионного винтового механизма 8 ползушка 7 смещается в вертикальном направлении и своей клиновой лыской перемещает пуансон 3 до соприкосновения его рабочей части с установочной поверхностью тест-образца 10 с усилием касания Р. Аналогично производится настройка радиального положения каждого из пуансонов 3. Установленное положение ползушек 7 фиксируется контргайками 9.
В процессе работы устройства производится контроль кинематической точности формы шлице-зубчатого венца и радиального положения пуансонов 3 относительно тест-образца 10. При выявлении нарушения кинематики движения, по меньшей мере, одного из пуансонов 3 за счет износа рабочей поверхности пуансона 3 или за счет износа сопряжения ползушка - пуансон осуществляется переналадка радиального положения Δ каждого из пуансонов 3.
Пример. На ОАО «МАЗ» с использованием устройства для радиальной штамповки была изготовлена партия валов 5336-6104044, применяемых в механизме стеклоподъемника, в количестве 200 штук. Выход годного по данным ОТК составил 100%. По известной технологии выход годного по отклонению от цилиндричности составлял 70-80%.
Новый конструктив устройства и способа прецизионной наладки позволяет получать холодным пластическим формообразованием мелкомодульные шлицы на заготовках валов с повышенной кинематической точностью формы шлице-зубчатого венца.
Источники информации
1. Штамп для радиального формообразования шлицев на валах: пат. 10851, Респ. Беларусь, МПК7 В21К 1/12 / А.А. Гранковский, Л.А. Исаевич, Д.М. Иваницкий, М.И. Сидоренко, С.М. Сидоренко, В.А Хлебцевич; заявитель ОАО «Минский автомобильный завод» - управляющая компания холдинга «БЕЛАВТОМАЗ» - № u 20150168; заявл. 18.05.2015.
| название | год | авторы | номер документа |
|---|---|---|---|
| Штамп для штамповки коленчатых валов | 1988 |
|
SU1602605A1 |
| Устройство для накатки зубчатых колес | 1981 |
|
SU969397A1 |
| Автомат для высадки | 1972 |
|
SU471944A1 |
| Устройство для радиальной штамповки шлицев на валах | 1987 |
|
SU1484430A1 |
| Установка для прессования изделий из порошка | 1982 |
|
SU1036451A1 |
| Штамп для изготовления крупногабаритных коленчатых валов | 1969 |
|
SU564918A1 |
| Автомат для горячей высадки головок болтов | 1988 |
|
SU1606250A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ФАСОННЫХ ИЗДЕЛИЙ | 1967 |
|
SU203450A1 |
| ЗУБОШЕВИНГОВАЛЬНЫЙ СТАНОК | 1969 |
|
SU254314A1 |
| Устройство для безотходной резки вращающихся труб | 1981 |
|
SU967690A1 |
Изобретение относится к обработке металлов давлением и может быть использовано при радиальном формообразовании шлицев на заготовках валов. Для формообразования используют устройство в виде корпуса с сепаратором, имеющим посадочное отверстие и радиальные пазы. В пазах размещены с возможностью отведения от заготовки вала посредством полиуретановых буферов пуансоны. В устройстве предусмотрена оправка с клиновым механизмом радиального хода пуансонов. Для прецизионной наладки устройства в посадочное отверстие сепаратора устанавливают цилиндрический тест-образец, наружный диаметр которого равен исходному диаметру заготовки вала. Производят настройку радиального положения пуансонов путем их перемещения до касания рабочей поверхностью тест-образца с одинаковым усилием. Выдавливают тест-образец пуансонами с получением шлице-зубчатого венца и контролируют точность формы шлице-зубчатого венца и радиального положения пуансонов относительно тест-образца. В случае выявления нарушения кинематики движения пуансонов производят переналадку радиального положения каждого из них. В результате обеспечивается повышение кинематической точности положения и радиального хода пуансонов в процессе работы устройства. 5 ил.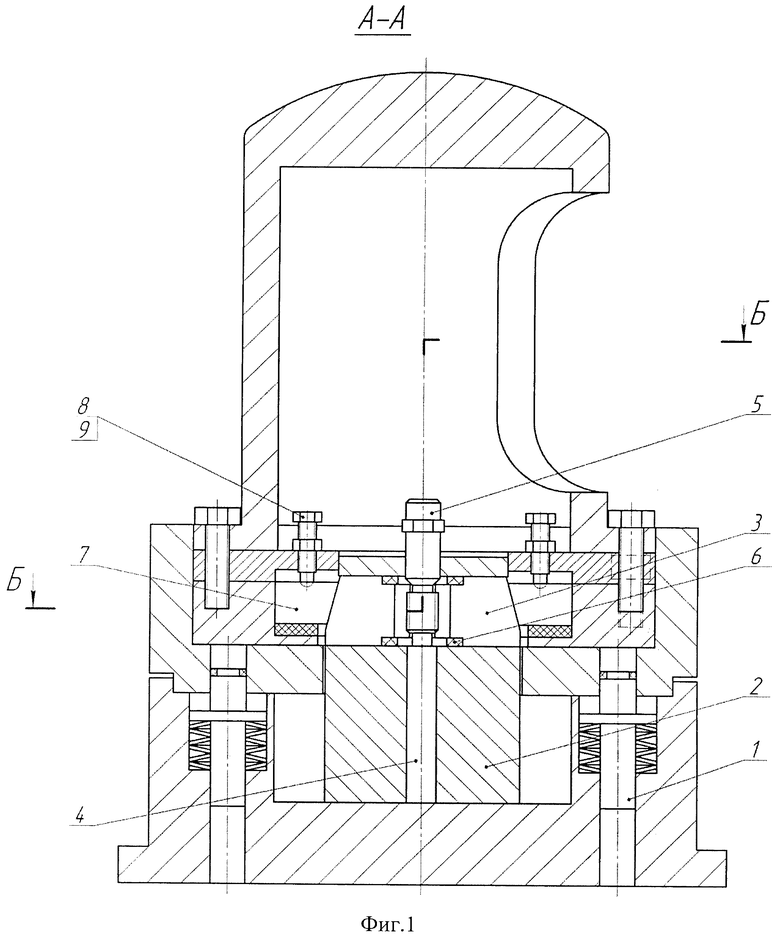
Способ прецизионной наладки устройства для радиального формообразования шлицев на заготовках валов, выполненного в виде корпуса с сепаратором, имеющим посадочное отверстие и радиальные пазы, в которых размещены с возможностью отведения от заготовки вала посредством двух полиуретановых буферов пуансоны, и с оправкой с клиновым механизмом радиального хода пуансонов, установленной соосно сепаратору, характеризующийся тем, что он включает установку в посадочное отверстие сепаратора цилиндрического тест-образца, наружный диаметр которого равен исходному диаметру заготовки вала, настройку радиального положения пуансонов путем их перемещения до касания рабочей поверхностью тест-образца с одинаковым усилием касания, выдавливание тест-образца пуансонами с получением шлице-зубчатого венца и контроль точности формы упомянутого шлице-зубчатого венца и радиального положения пуансонов относительно тест-образца, при этом в случае выявления нарушения кинематики движения пуансонов производят переналадку радиального положения каждого из них.
| Устройство для радиальной штамповки шлицев на валах | 1987 |
|
SU1484430A1 |
| Устройство для выдавливания шлицев на валах | 1975 |
|
SU539664A1 |
| Штамп для прессования полых изделий сНАРужНыМи шлицАМи | 1979 |
|
SU848136A1 |
| УСТРОЙСТВО ДЛЯ РАДИАЛЬНОЙ ШТАМПОВКИ | 2000 |
|
RU2185917C2 |
| Способ наладки узла пуансона | 1990 |
|
SU1729678A1 |
| US 4672729 A1, 16.06.1987. | |||

