КРАТКОЕ ИЗЛОЖЕНИЕ СУЩНОСТИ ИЗОБРЕТЕНИЯ
Настоящее изобретение относится к области устройства непрерывного нагрева для спиральных пружин, а также метода непрерывного нагрева спиральных пружин с использованием того же устройства. Устройство может включать в себя следующие узлы: пару конических роликов (20) для обеспечения поддержки и вращения спиральной пружины (10), для обеспечения поперечного диаметра, который увеличивается от передней части к задней, а также с вращающимися внутренними поверхностями, которые устанавливаются параллельно друг другу, в то время, как центральные оси вращения не параллельны друг другу; конвейерную цепь (43), оснащенную штоком толкателя (41), который устанавливается внутри для толкания спиральной пружины (10); а также привод (60) для обеспечения необходимой силы вращения, которая передается на пару конических роликов (20). Метод может включать в себя следующее: подачу и вращение спиральной пружины (10) с помощью пары конических роликов (20) таким образом, чтобы спиральная пружина (10) не выскакивала из конических роликов (20), конические ролики (20) с поперечным диаметром, который увеличивается от передней части к задней имеет вращающиеся внутренние поверхности, которые устанавливаются параллельно друг другу, в то время, как центральные оси вращения не параллельны друг другу; перемещение спиральной пружины (10) с помощью конвейерной цепи (43), оснащенной штоком толкателя (41), установленным внутри; а нагрев спиральной пружины (10) с помощью высокочастотного индуцированного магнитного поля, образующегося при вращении спиральной пружины (10), с помощью конических роликов (20) в области электрической индукционной катушки (31).
ПРЕДПОСЫЛКИ К СОЗДАНИЮ ИЗОБРЕТЕНИЯ
1. Область применения изобретения
Настоящее изобретение относится к области устройства непрерывного нагрева для спиральных пружин, выполненных в виде пружины с использованием стальной проволоки для пружин. Более конкретно, настоящее изобретение относится к устройству непрерывного нагрева для спиральных пружин, которое обеспечивает автоматизированный процесс
непрерывного нагрева спиральных пружин с помощью электрического индукционного нагрева, где спиральные пружины не вступают в прямой контакт с источником тепла при перемещении спиральных пружин с помощью конвейерной цепи с постепенным увеличением скорости вращения спиральной пружины путем использования конических роликов, затем перемещает нагретые спиральные пружины в охлаждающую емкость, наполненную охлаждающей жидкостью, например, водой или маслом, для последующего охлаждения с целью улучшения производительности и качества спиральной пружины. Кроме того, настоящее изобретение в дальнейшем относится к методу непрерывного нагрева спиральных пружин с использованием того же устройства.
2. Описание известного уровня техники
В целом, спиральная пружина может использоваться в качестве буфера для поглощения, либо накопления энергии с помощью силы упругости стальной проволоки, либо использоваться с целью защиты рабочих функций различных механических компонентов с помощью восстановления упругости, что является силой отталкивания после сжатия.
Кроме того, наиболее распространенный тип спиральной пружины производится путем обмотки стальной проволоки в спиральную форму, и спиральная пружина производится путем общего осмотра сырья, зачистки поверхности, нагревания, формирования спирали, охлаждения и закалки с отпуском.
Спиральная пружина, произведенная указанным выше способом, проходит несколько видов обработки поверхности для улучшения механических свойств и для увеличения прочности. Обработка поверхности может осуществляться путем закалки с отпуском, дробеструйной обдувки, предварительной обработки, а также покраски после завершения процессов формования и охлаждения спиральной пружины. Соответственно, продукт выпускается после прохождения испытания под нагрузкой, маркировки и окончательного контроля.
Как правило, полученная спиральная пружина вставляется в пламенную нагревательную печь для последующего нагрева приблизительно до 980°C, либо выше, что превышает температуру стеклования А3 (температура стеклования А3 стали составляет 910°C), для термической обработки (закаливания).
Тем не менее, если термическая обработка автоматически становится непрерывным процессом, сложно осуществлять равномерное нагревание всей площади спиральной пружины таким образом, чтобы декарбонизированная часть (часть, где количество углерода снижается на поверхности, благодаря окислению углерода на поверхности и перехода в окись углерода, когда сталь нагревается при наличии кислорода) спиральной пружины, которая остается на поверхности материала после обработки поверхности, может оставаться даже после нагревания для снижения усталостной долговечности спиральной пружины.
Корейский патент No. 10-0752224 раскрывает высокочастотное устройство нагрева индукционного типа для вала. В соответствии с изобретением, вал вставляется между двумя вращающимися роликами для автоматизированной непрерывной термической обработки вала для запчастей автомобиля, в то время, как вал перемещался конвейерной цепью при вращении. Затем вал нагревался с помощью высокочастотного устройства нагрева, которое
устанавливалось в промежуточном положении движения вала.
При применении высокочастотного устройства термической обработки индукционного типа, предназначенного для обработки вала, пара роликов, которые вращаются с каждой стороны нижней части вала, могут нагреваться, в то же время вал нагревается таким образом, что ролики демонстрируют тепловое расширение в продольном направлении. Таким образом, высокочастотное спиральное устройство для термической обработки должно быть очень коротким, в форме кольца, и вал незамедлительно охлаждается с помощью охлаждающего устройства для валов.
Тем не менее при работе с описанным выше устройством, поскольку значительное нагревание вала занимает длительный промежуток времени, скорость движения вала может замедляться, чтобы количество производимых валов в час, может снизиться, и производительность упадет.
Кроме того, когда спиральная пружина вставляется между парой роликов, которые должны быть параллельными друг другу для обеспечения термической обработки спиральной пружины с помощью высокочастотного устройства нагрева индукционного типа для валов, спиральная пружина может выскочить по направлению вращения ролика, поскольку спиральная пружина короче и легче вала. Таким образом, трудно применять высокочастотное устройство нагрева индукционного типа к спиральным пружинам.
Процесс индукционной закалки винтовой пружины и устройство, которые раскрываются в американском патенте No. 2008/0128057, предлагают технику, где винтовая пружина располагается на оправке, и индукционно нагревается, в то время, как вращение пружины производится с помощью гусеницы. Тем не менее устройство характеризуется сложным процессом подачи спирали и сложной механической конструкцией, и не в состоянии существенно улучшить производительность.
Кроме того, американский патент No. 8912472 раскрывает устройство для нагрева спиральной пружины с помощью электрической индукции при вращении спиральной пружины на паре вращающихся роликов, расположенных параллельно друг другу для вращения в одном направлении. Тем не менее, когда спиральная пружина вертикально сбрасывается на вращающиеся ролики, чтобы ее вставили, она может выскочить из-за вращения роликов. Более того, когда спиральная пружина выскакивает, вращающиеся ролики широко раскрываются. Таким образом, устройство непрерывного нагрева должно быть сложной конфигурации, и бывает крайне сложно улучшить производительность.
Кроме того, поскольку структура нагревательного прибора представляет собой нисходящую сверху по направлению к вращающимся роликам спиральную пружину, что подходит для крупногабаритной спиральной пружины, однако не подходит для производства спиральных пружин малого размера.
ССЫЛКИ НА ПРЕДШЕСТВУЮЩИЕ ИЗОБРЕТЕНИЯ
1. Корейский патент No. 10-0752224 (высокочастотное устройство нагрева индукционного типа для термической обработки вала)
2. Американский патент No. 2008-0128057 (Обработка и Устройство для индукционной закалки винтовых пружин)
3. Американский патент No. 8912472 (Индукционный нагрев пружин)
КРАТКОЕ ИЗЛОЖЕНИЕ СУЩНОСТИ ИЗОБРЕТЕНИЯ
Настоящее изобретение выполнено для решения вышеуказанных вопросов. Особенностью данного изобретения является устройство непрерывного нагрева для спиральных пружин, а также метод непрерывного нагрева для спиральных пружин с использованием того же устройства, где спиральная пружина из стальной проволоки нагревается с использованием индукционной катушки, которая является устройством нагрева, которое не имеет прямого контакта с нагреваемым объектом при движении, и где предотвращается выскакивание спиральной пружины, благодаря простой конструкции устройства, а также стабильной непрерывной работе, таким образом, обеспечивается улучшение производительности и качества производимых спиральных пружин.
Кроме того, настоящее изобретение обеспечивает непрерывный нагрев спиральной пружины, где: центральные оси вращения пары конических роликов устанавливаются не параллельно друг другу; внутренние поверхности пары конических роликов устанавливаются параллельно друг другу, если смотреть сверху; верхние поверхности конических роликов устанавливаются горизонтально, если смотреть сбоку; шток толкателя, установленный на конвейерной цепи, передвигает спиральную пружину; пара конических роликов позволяет спиральной пружине проходить индукционную катушку при постепенном увеличении скорости вращения спиральной пружины с низкой до высокой; спиральная пружина, которая вставляется в переднюю часть конических роликов, утапливается в промежутке между парой конических роликов по мере того, как она идет из передней части к задней таким образом, что есть возможность предотвратить выскакивание спиральной пружины.
Настоящее изобретение также раскрывает автоматическое устройство нагрева спиральных пружин для массового производства, что включает в себя следующее: надежный автоматизированный процесс нагрева спиральной пружины для последующего улучшения производительности; произведенные спиральные пружины характеризуются одинаковым размером, прочностью и свойствами для улучшения надежности и качества; обеспечение легкой установки и технического обслуживания путем применения сравнительно простой конструкции.
Кроме того, осуществление данного изобретения может поддерживать плавную работу даже в тех случаях, когда конические ролики расширяются под воздействием высокой температуры в продольном направлении, благодаря нагреву индукционной катушки, путем установки эластичной буферной пружины в опорном валу задней части ролика, может оснащаться простым механизмом передачи энергии, который использует универсальный шарнир для передачи движущей силы на конический ролик для эффективной передачи движущей силы валам пары конических роликов, расположенных непараллельно друг другу.
В соответствии с осуществлением настоящего изобретения, устройство непрерывного нагрева спиральных пружин может включать в себя следующее: пару конических роликов 20, которые поддерживают и вращают спиральную пружину 10, поперечный диаметр которой увеличивается от передней части к задней, вращающиеся внутренние поверхности которой расположены параллельно друг другу, в то время, как центральные оси вращения не параллельны друг другу; конвейерная цепь 43, оснащенная штоком толкателя 41, устанавливается для перемещения спиральной пружины 10; привод 60 для обеспечения движущей силы вращения пары конических роликов 20.
Кроме того, пара конических роликов 20 может находиться таким образом, что верхние поверхности располагались горизонтально.
Кроме того, пара конических роликов 20 может состоять из немагнитного металлического ролика 21 и керамического ролика 22.
Кроме того, устройство в дальнейшем может включать в себя опорный вал 50 и эластичную буферную пружину 51 для защиты удлинения конических роликов 20 в продольном направлении.
Кроме того, устройство в дальнейшем может включать в себя универсальный шарнир 55, который эффективно передает силу вращения между парой ведущих валов, которые устанавливаются параллельно друг другу в приводном механизме 60 и пару конических роликов 20, которые устанавливаются непараллельно друг другу.
Кроме того, привод 60 может передавать движущую силу вращения двум валам-шестерням 63 с помощью одного приводного вала-шестерни 61.
Более того, шток толкателя 41 может состоять из непроводящего керамического материала.
Кроме того, устройство может в дальнейшем включать в себя регулятор мощности индукционной катушки 33, который управляет величиной мощности, подаваемой на индукционную катушку 31.
Кроме того, устройство может в дальнейшем включать в себя резервуар 71, наполненный охлаждающей жидкостью для охлаждения спиральной пружины 10.
Кроме того, метод непрерывного нагрева спиральных пружин может включать в себя следующее: вставку и вращение спиральной пружины 10 с помощью пары конических роликов 20, таким образом, что спиральная пружина 10 не выскакивает из конических роликов 20, конические ролики 20 с поперечным диаметром, который увеличивается от передней части к задней имеют вращающиеся внутренние поверхности, установленные параллельно друг другу, в то время, как центральные оси вращения не параллельны друг другу; перемещение спиральной пружины 10 осуществляется с помощью конвейерной цепи 43, оснащенной штоком толкателя 41, установленным внутри; нагрев спиральной пружины с помощью высокочастотного индукционного магнитного поля осуществляется при движении спиральной пружины 10 в области индукционной катушки 31 с помощью конических роликов 20.
Кроме того, метод может в дальнейшем включать в себя помещение нагретой спиральной пружины 10 в резервуар с охлаждающей жидкостью 71.
В соответствии с устройством непрерывного нагрева для спиральных пружин и методом непрерывного нагрева спиральных пружин с использованием того же устройства, внутренние поверхности пары конических роликов установлены параллельно друг другу, если смотреть сверху, в то время, как центральные оси вращения конических роликов установлены непараллельно друг другу, в то время, как верхние поверхности конических роликов устанавливаются горизонтально, если смотреть сбоку, таким образом, что шток толкателя может перемещать спиральную пружину. Более того, пара конических роликов может позволить спиральной пружине пройти через индукционную катушку при постепенном увеличении скорости вращения спиральной пружины от низкой до высокой для предотвращения спиральной пружины от выскакивания по направлению вращения ролика, поскольку спиральная пружина вставляется в переднюю часть конического ролика, где окружная скорость конического ролика низкая. Кроме того, даже когда окружная скорость конического ролика увеличивается до высокой, спиральная пружина может устойчиво перемещаться между коническими роликами, не выскакивая, для равномерного нагрева всей площади спиральной пружины, а также для улучшения качества и надежности производимых спиральных пружин.
Кроме того, настоящее изобретение может быстро и непрерывно нагревать большое количество спиральных пружин в автоматическом режиме, без применения сложного приводного оборудования для улучшения производительности, а также может обеспечить непрерывное массовое производство и улучшение производительности даже при простой конструкции.
Кроме того, часть конического ролика, прилегающая к индукционной катушке, выполнена из керамического материала, чтобы свести к минимуму воздействие магнитного поля, появляющегося в результате высокочастотной индукции, которое генерируется в индукционной катушке таким образом, что устройство непрерывного нагрева защищается от излишнего перегрева. Кроме того, даже если конический ролик расширяется под воздействием высокой температуры, плавное вращение конического ролика достигается, благодаря эластичной буферной пружине, которая установлена на опорном валу задней части ролика.
Кроме того, движущая сила может передаваться на валы пары конических роликов, которые не параллельны друг другу, от одного источника движущей силы с помощью универсального шарнира. Таким образом, даже если валы пары конических роликов не установлены горизонтально и параллельно друг другу, движущая сила может эффективно передаваться, благодаря простой конструкции.
КРАТКОЕ ОПИСАНИЕ ЧЕРТЕЖЕЙ
Вышеуказанные и прочие аспекты, характеристики и преимущества настоящего изобретения станут более явными при рассмотрении детального описания, наряду с прилагаемыми чертежами, где:
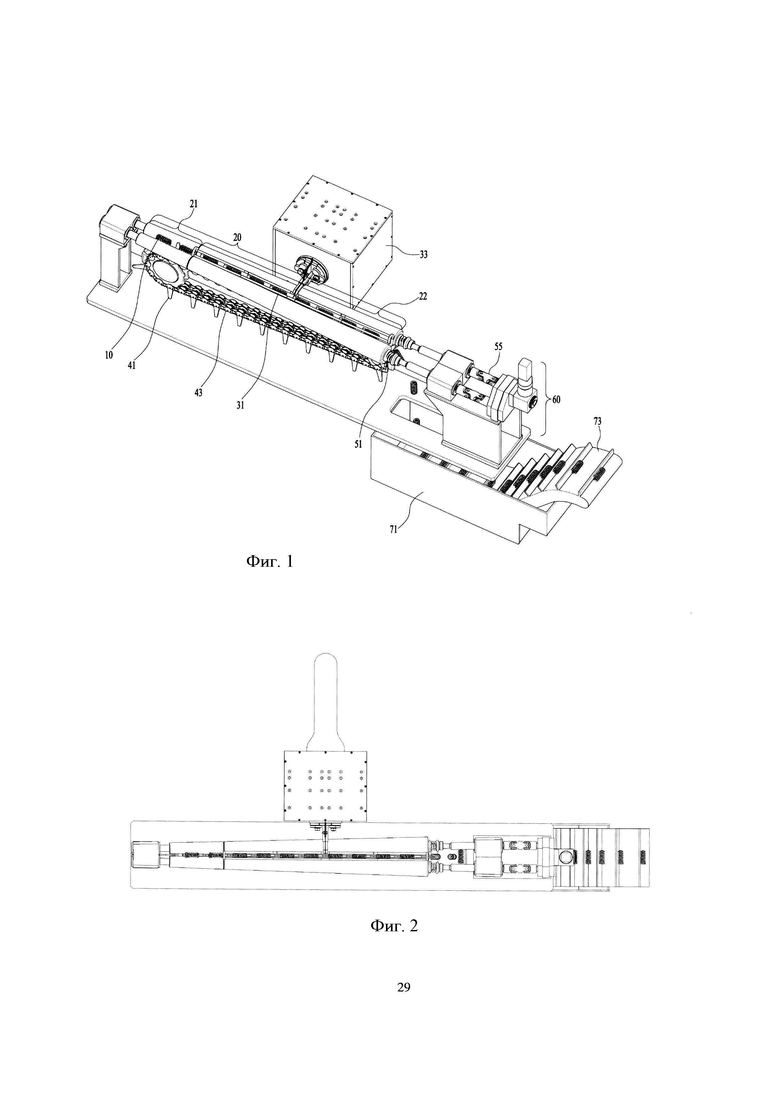
РИС. 1 - это перспектива устройства непрерывного нагрева спиральной пружины, в соответствии с предпочитаемым конструктивным исполнением настоящего изобретения.
РИС. 2 - это изображение, отражающее устройство непрерывного нагрева спиральных пружин 10 сверху.
РИС. 3 - это изображение, отражающее устройство непрерывного нагрева спиральных пружин сбоку.
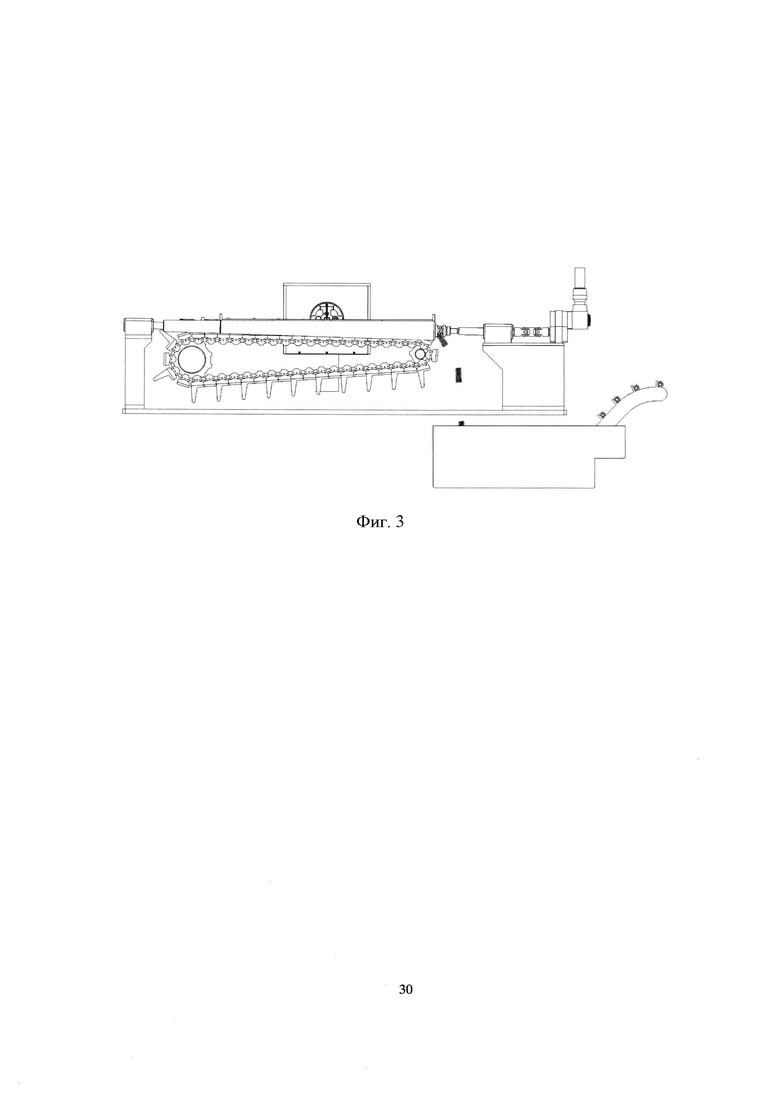
РИС. 4 - это изображение, отражающее переднюю и заднюю части пары конических роликов 20.
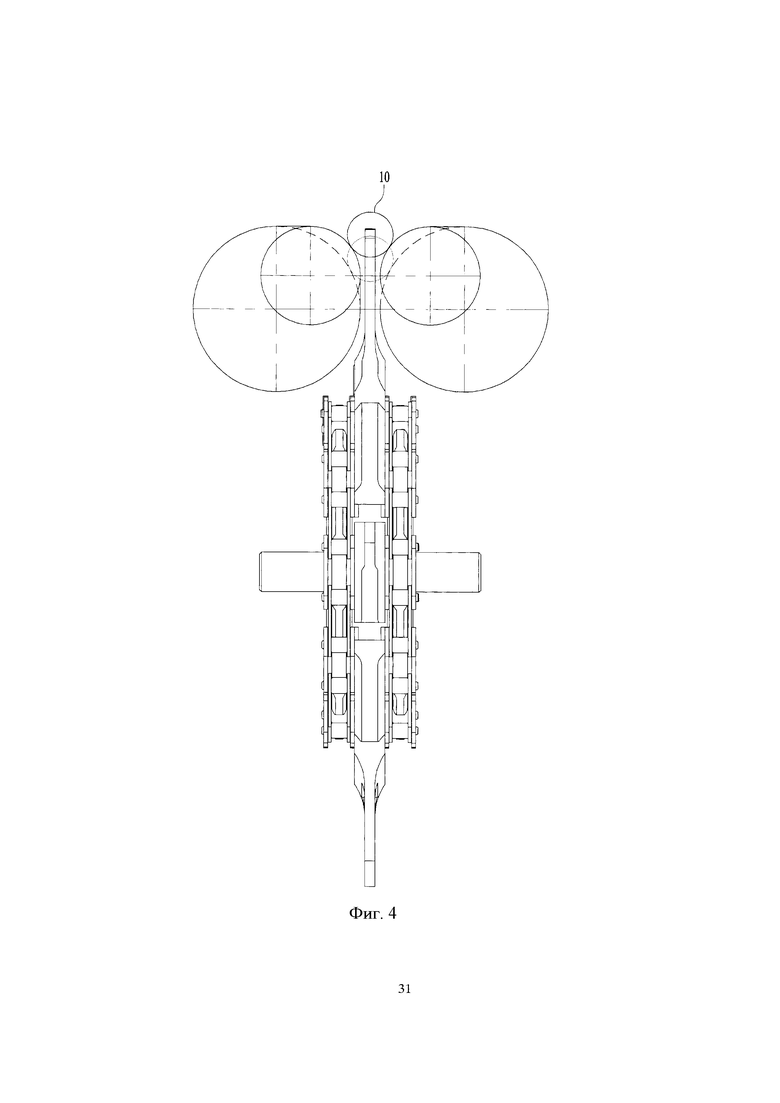
РИС. 5 - это увеличенное изображение заднего опорного вала конического ролика 20.
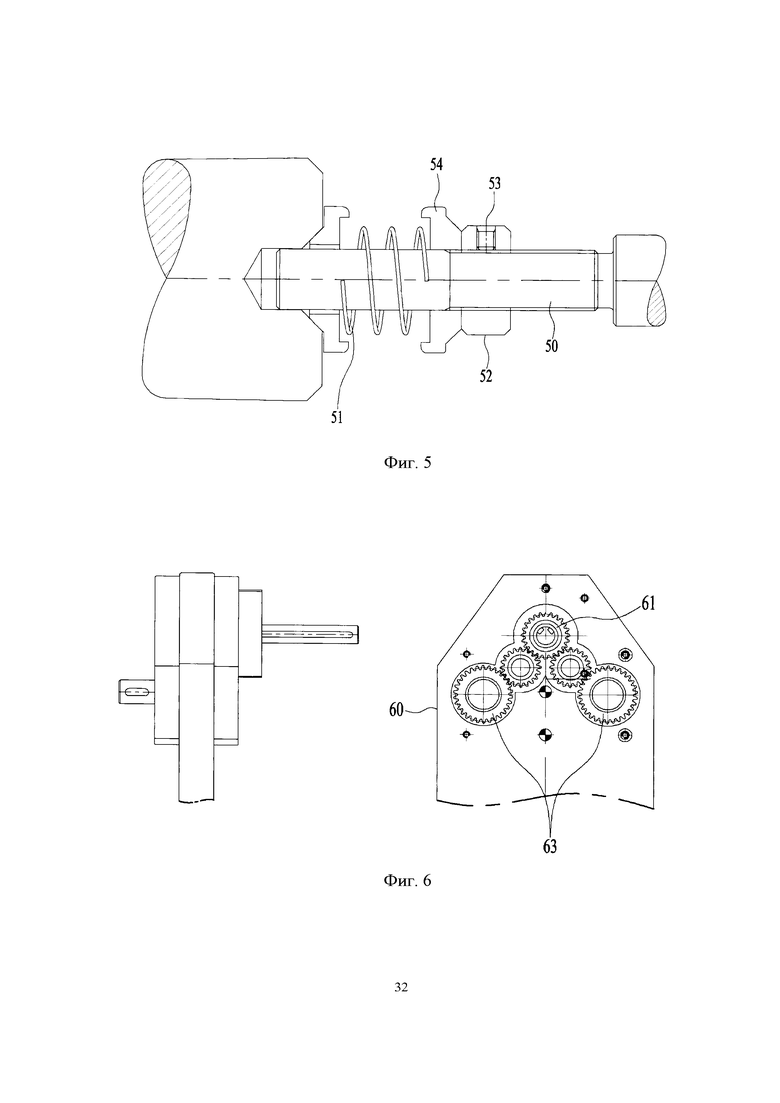
РИС. 6 - это изображение, отражающее установку шестерен, которые передают движущую силу с привода 60 на вал конического ролика 20.
ДЕТАЛЬНОЕ ОПИСАНИЕ ПРИМЕРОВ ОСУЩЕСТВЛЕНИЯ ИЗОБРЕТЕНИЯ
Технические термины, используемые в данной спецификации, предназначены для описания только определенного осуществления изобретения, и не ограничивают настоящее изобретение.
Более того, технические термины в данной спецификации должны трактоваться как значения, понимаемые специалистами, сведущими в определенной области техники, за исключением случаев, когда термины имеют другое значение и не должны трактоваться как включающие, либо исключающие слишком широкие понятия.
Кроме того, единичное выражение, используемое в спецификации, включает в себя множественное выражение, однако они четко разделяются в контексте. В настоящем раскрытии изобретения, термин "содержать", либо "включать в себя" не должен трактоваться как обязательно включающий в себя все различные элементы, либо шаги, раскрываемые здесь, и следует понимать, что некоторые элементы или шаги могут быть не включены, либо в дальнейшем могут быть включены дополнительные элементы или шаги.
Кроме того, одинаковые числовые обозначения подразумевают один элемент во всей настоящей спецификации.
В дальнейшем, устройство непрерывного нагрева спиральных пружин и метод непрерывного нагрева спиральных пружин с помощью того же устройства, будет описан со ссылками на рисунки 1-6.
РИС. 1 отображает устройство непрерывного нагрева спиральных пружин, в соответствии с предпочитаемым конструктивным исполнением настоящего изобретения.
В настоящем изобретении, конвейерная цепь 43 устанавливается под парой вращающихся конусных роликов 20. Конические ролики 20 оснащены частью, в которую можно вставить спиральную пружину 10 в передней части, а также оснащены участком нагрева спиральной пружины 10 в задней части. Спиральная пружина 10 может вращаться и перемещаться для последующего нагрева с помощью индукционной катушки 31, установленной над участком нагрева спиральной пружины 10 конических роликов 20.
В настоящем изобретении, пара конических роликов 20 может вставляться в усеченный цилиндр, минимальным диаметром в передней части и максимальным - в задний торец таким образом, что окружная скорость передней части может снижаться с 1/2 до 1/3 окружной скорости задней части при вращении конического ролика 20. Таким образом, окружная скорость может быть такой, чтобы спиральная пружина 10 не выскакивала, когда ее вставляют в переднюю часть (т.е., часть для подачи спиральной пружины 10) конического ролика 20.
Рекомендуется устанавливать верхнюю поверхность конического ролика 20 горизонтально, в то время, как центральная ось вращения конического ролика 20 направлена вниз, когда она проходит от передней части к задней для того, чтобы таким образом обеспечить спиральной пружине 10 горизонтальное движение по коническим роликам 20.
Между парой конических роликов 20 необходимо выдерживать постоянное расстояние для того, чтобы спиральная пружина 10 могла передвигаться. Таким образом, рекомендуется установить центральные оси вращения пары конических роликов 20 таким образом, чтобы в задней части оставалось больше свободного пространства. Даже с учетом того, что диаметр конического ролика 20 увеличивается по мере движения к задней части, расстояние между коническими роликами 20 может быть выдержано однородным. Следовательно, спиральная пружина 10, расположенная на паре конических роликов 20 может устойчиво устанавливаться между коническими роликами 20 таким образом, чтобы не вылетать при движении вниз, как показано на РИС. 4.
Спиральная пружина 10, расположенная на паре конических роликов 20, которая вращается коническими роликами 20, перемещается с помощью штока толкателя 41, установленного на конвейерной цепи 43, для прохода через индукционную катушку 31. Когда спиральная пружина 10 изначально располагается на паре конических роликов 20, скорость вращения невелика. Несмотря на то, что скорость вращения спиральной пружины 10 увеличивается по мере движения по направлению к задней части, спиральная пружина 10 остается устойчивой, не выскакивая, тем самым, улучшается производительность при нагреве спиральной пружины 10.
Вращение пары конических роликов 20 можно поддерживать с помощью вращающихся подшипников, установленных в передней части, а также с помощью вращающихся подшипников, расположенных в опорном валу 50, соединенном с задней частью роликов, в то время, как движущая сила может подаваться с привода 60.
Конический ролик 20 отделен в месте подачи спиральной пружины 10, а участок нагрева спиральной пружины 10 расположен в начальной точке индукционной катушки 31. Рекомендуется, чтобы ролик 21 в месте подачи спиральной пружины 10 был сделан из немагнитного металла, а на участке нагрева спиральной пружины 10 ролик 22 был керамическим.
Рекомендуется, чтобы ролик 21 из немагнитного металла, на котором спиральная пружина 10 проходит термическую обработку, был сделан из металла, который сложно нагреть с помощью магнетизма, чтобы не было быстрого нагрева с помощью индукционной катушки 31.
Индукционная катушка 31 может проходить через все пространство над керамическим роликом 22 и нагревать спиральную пружину 10.
Ссылаясь на РИС. 2, отражающий устройство непрерывного нагрева спиральных пружин сверху, центральные оси вращения пары конических роликов 20 непараллельны друг другу, и располагаются под определенным углом по направлению к задней части.
Кроме того, поперечный диаметр конического ролика 20 увеличивается от передней части к задней.
Поскольку у производимой спиральной пружины 10 один неизменный диаметр, рекомендуется, чтобы внутренние поверхности пары конических роликов 20, которые соприкасаются со спиральной пружиной 10, устанавливались параллельно друг другу.
Как показано на РИС. 4, спиральная пружина 10 может полностью соприкасаться с парой конических роликов 20 с обеих сторон нижней части спиральной пружины 10, поскольку внутренние поверхности конических роликов 20 установлены параллельно друг другу.
Кроме того, ссылаясь на РИС. 3, отражающий устройство непрерывного нагрева спиральных пружин сбоку, центральные оси вращения пары конических роликов 20 наклонены вниз, по направлению от передней части к задней, в то время, как верхние поверхности конических роликов 20 устанавливаются горизонтально.
При описанной выше конструкции, спиральная пружина 10 утапливается в промежутке между парой конических роликов 20, по мере перемещения с помощью штока толкателя 41 из передней части ролика к задней.
Кроме того, хотя угловая скорость конического ролика 20 остается одинаковой по всей площади, диаметр конического ролика 20 увеличивается, по мере того, как спиральная пружина 10 перемещается с помощью штока толкателя 41 из передней части ролика к задней таким образом, что окружная скорость увеличивается для постепенного повышения скорости вращения спиральной пружины 10.
Индукционная катушка 31 оснащена электрическим устройством соответствия температуры для нагрева с применением регулятора мощности индукционной катушки 33, а также в дальнейшем может оснащаться водяной рубашкой вдоль индукционной катушки 31, через которую поступает вода для охлаждения для предотвращения чрезмерного повышения температуры индукционной катушки 31.
Когда спиральная пружина нагревается индукционной катушкой 31, тепло передается на керамический ролик 22, который соприкасается со спиральной пружиной 10 для вращения таким образом, что конический ролик 20 может расширяться под воздействием температуры, и ось вращения вытягивается в продольном направлении.
Для смягчения продольной деформации (такой, как вытягивание или сокращение под воздействием высокой температуры конического ролика 20 в осевом направлении), как показано на РИС. 5, задняя часть конического ролика 20 соединяется и поддерживается опорным валом 50, а эластичная буферная пружина 51 соединяется с гайкой 52, которая прикручена с помощью резьбового соединения с опорным валом 50. Таким образом, центральная ось вращения конического ролика 20 может получать вращательную движущую силу, которая генерируется приводом 60, путем соединения с опорным валом 50. Крепеж гайки 52 можно усилить с помощью установочного винта 53.
Кроме того, центральные оси вращения пары конических роликов 20 находятся под определенным одинаковым углом между передней частью ролика и опорным валом 50.
Хотя пара вращающихся валов, генерирующих движущую силу в приводе 60, может устанавливаться непараллельно друг другу, благодаря конической зубчатой передаче, привод 60 может иметь конструкцию, когда один приводной вал-шестерня 61 приводит в движение два вала-шестерни 63 для роликов с целью упрощения конструкции.
Кроме того, опорный вал 50 рекомендуется соединять с валом-шестерней 63 привода 60 с помощью универсального шарнира 55, что эффективно передаст движущую силу даже через вращение валов-шестерней, которые находятся под углом.
Резервуар для охлаждающей жидкости 71 устанавливается под конечной частью конического ролика 20 и наполняется охлаждающим маслом, либо водой для охлаждения спиральной пружины 10.
Метод нагрева спиральных пружин с использованием устройства непрерывного нагрева спиральных пружин вышеописанной конструкции, может применяться в соответствии со нижеуказанной последовательностью.
Во-первых, спиральная пружина 10 расположена на и между парой конических роликов 20. Затем, шток толкателя 41, установленный на конвейерной цепи 43, перемещает спиральную пружину 10, расположенную на паре конических роликов 20 по направлению к резервуару с охлаждающей жидкостью 71 с помощью движения конвейерной цепи 43.
Конвейерная цепь 43 передвигается под центральной частью пары конических роликов 20. Шток толкателя 41, установленный на конвейерной цепи 43, проходит через промежуток между парой конических роликов 20. Таким образом, ссылаясь на РИС. 3, когда конвейерная цепь 43 двигается по часовой стрелке, спиральная пружина 10, расположенная в центре пары конических роликов 20, может перемещаться с помощью штока толкателя 41 из передней части ролика по направлению к задней.
Инструменты для перемещения спиральной пружины 10 не ограничиваются штоком толкателя 41, можно использовать различные инструменты. К примеру, инструмент может иметь грубую поверхность для перемещения спиральной пружины с помощью силы трения по отношению к спиральной пружине 10, либо может быть выполнен в виде крюка, который перемещает спиральную пружину 10.
Шток толкателя 41, установленный на конвейерной цепи 43, рекомендуется выполнять из керамического материала, чтобы предотвратить воздействие магнитного поля, генерируемого с помощью высокочастотной индукции индукционной катушки 31.
Кроме того, непрерывно двигающуюся конвейерную цепь 43 предпочтительно выполнять из нержавеющей стали высокой прочности.
Спиральная пружина 10 может перемещаться по направлению к области индукционной катушки 31 вдоль пары конических роликов 20 с помощью штока толкателя 41, установленного на конвейерной цепи 43, в соответствии с движением конвейерной цепи 43, при вращении.
Поскольку используется индукционная катушка 31 открытой конструкции, спиральные пружины 10 могут непрерывно перемещаться и нагреваться.
Кроме того, пара конических роликов 20 вращается в одном направлении, а спиральная пружина 10 вращается между пары конических роликов 20. Таким образом, спиральная пружина 10 вращается при линейном перемещении по направлению к индукционной катушке 31 с помощью штока толкателя 41.
Индукционная катушка 31 располагается над коническими роликами 20, чтобы принимать и нагревать спиральные пружины 10.
Кроме того, можно установить одну или более индукционных катушек 31, а индукционная катушка 31 генерирует магнитное поле с помощью высокочастотного индукционного потока, которое подается с регулятора мощности индукционной катушки 33 для нагрева спиральной пружины 10 в на манер электрической индукции.
Таким образом, когда поток подается на индукционную катушку 31 путем высокочастотной индукции, вокруг индукционной катушки 31 генерируется высокочастотное магнитное поле таким образом, что тепло нагревает спиральную пружину 10, расположенную в диапазоне высокочастотного магнитного поля для нагрева спиральной пружины 10.
В процессе нагрева с помощью электрической индукции спиральная пружина 10 не соприкасается с источником питания, и токопроводящая спиральная пружина 10 генерирует тепло внутри себя с помощью высокочастотного магнитного поля для дальнейшего нагрева во время вращения. Таким образом, спиральная пружина 10 может нагреваться по всей поверхности.
Кроме того, температура нагрева спиральной пружины 10 генерируемая индукционной катушкой 31 может регулироваться с помощью управления скоростью движения конвейерной цепи 43, либо однородность нагрева спиральной пружины 10, проходящей через индукционную катушку 31, может регулироваться путем управления скоростью вращения конических роликов 20 для того, чтобы производить спиральные пружины 10 с высокой степенью надежности.
Спиральная пружина 10, нагретая с помощью индукционной катушки 31, может отправляться в резервуар с охлаждающей жидкостью 71 для улучшения эффективности закалки.
Резервуар 71 наполнен охлаждающей жидкостью, такой, как вода или масло, для охлаждения спиральной пружины 10, для эффективного охлаждения температуру охлаждающей жидкости можно регулировать в пределах определенного диапазона с помощью регулятора температуры.
Хотя осуществление настоящего изобретения описывается со ссылками на прилагаемые чертежи, специалисты, сведущие в данной области поймут, что настоящее изобретение может применяться в иных формах без изменения технических характеристик и существенных признаков.
Таким образом, необходимо понимать, что вышеописанные осуществления являются примерами и не ограничивают настоящее изобретение. Объем изобретения, представленный в детальном описании, толкуется согласно нижеуказанным пунктам формулы, и охватывают все изменения, либо модификации, вытекающие из значения и диапазона формул и эквиваленты.
| название | год | авторы | номер документа |
|---|---|---|---|
| УСОВЕРШЕНСТВОВАНИЕ УКЛАДЫВАЕМЫХ В КАРМАНЫ СПИРАЛЬНЫХ ПРУЖИН | 1994 |
|
RU2130412C1 |
| УСТРОЙСТВО ДЛЯ НАМОТКИ СПИРАЛЬНЫХ ПРУЖИН | 2009 |
|
RU2422233C2 |
| Устройство для горячей навивки пружин | 1979 |
|
SU797830A1 |
| Навивочное устройство автомата для изготовления спиральных пружин | 1977 |
|
SU657894A1 |
| УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ МАТРАЦЕВ И КАРКАСНЫХ ПРУЖИН | 1994 |
|
RU2126307C1 |
| Устройство для изготовления цилиндрических спиральных пружин | 1986 |
|
SU1319987A1 |
| Автомат для изготовления плоских спиральных пружин | 1975 |
|
SU536871A1 |
| Устройство для навивки пружин | 1982 |
|
SU1147495A1 |
| АВТОМАТИЧЕСКАЯ ЛИНИЯ ДЛЯ ИЗГОТОВЛЕНИЯ, ИСПЫТАНИЯ И СОРТИРОВКИ ЦИЛИНДРИЧЕСКИХ ПРУЖИН | 1992 |
|
RU2005572C1 |
| НАГРЕВАТЕЛЬНОЕ УСТРОЙСТВО, УСТРОЙСТВО ДЛЯ ТЕРМООБРАБОТКИ И СПОСОБ НАГРЕВА | 2012 |
|
RU2510996C2 |
Изобретение относится к области термической обработки спиральных пружин. Для повышения качества пружин устройство содержит пару конических роликов (20) с поперечным диаметром, увеличивающимся от передней части к задней, вращающиеся внутренние поверхности которых устанавливают параллельно друг другу, в то время, как центральные оси вращения - не параллельно друг другу, индукционную катушку (31) для нагрева спиральной пружины (10), конвейерную цепь (43), оснащенную штоком толкателя (41), установленным для перемещения спиральной пружины (10), а также привод (60) для передачи вращающей движущей силы паре конических роликов (20), при этом один из роликов выполнен из немагнитного металла (21), а другой - керамическим (22). 2 н. и 9 з.п. ф-лы, 6 ил.
1. Устройство для непрерывного нагрева спиральной пружины, содержащее
пару конических роликов (20), используемых для поддержки и вращения спиральной пружины (10), поперечный диаметр которых увеличивается от передней части к задней, вращающиеся внутренние поверхности которых установлены параллельно друг другу, а центральные оси вращения – не параллельно друг другу,
индукционную катушку (31) для нагрева спиральной пружины (10),
конвейерную цепь (43), оснащенную штоком толкателя (41), установленным для перемещения спиральной пружины (10), и
привод (60) для передачи вращающей движущей силы паре конических роликов (20).
2. Устройство по п.1, в котором верхние поверхности пары конических роликов (20) расположены горизонтально.
3. Устройство по п. 1, в котором один из пары конических роликов (20) выполнен из немагнитного металла (21), а другой - керамическим (22).
4. Устройство по п.1, которое содержит опорный вал (50) и эластичную буферную пружину (51) для обеспечения удлинения конического ролика (20) в продольном направлении.
5. Устройство по п.1 или 4, которое содержит универсальный шарнир (55) для эффективной передачи силы вращения между парой ведущих валов, установленных параллельно в приводе (60), и парой конических роликов (20), установленных не параллельно.
6. Устройство по п.1, в котором привод (60) установлен для передачи вращающей движущей силы на два вала-шестерни (63) с помощью одного ведущего вала-шестерни (61).
7. Устройство, по п.1, в котором шток толкателя (41) выполнен из непроводящего керамического материала.
8. Устройство по п. 1, которое содержит регулятор мощности индукционной катушки (33) для управления мощностью, подаваемой на индукционную катушку (31).
9. Устройство по п. 1, которое содержит резервуар (71), наполненный охлаждающей жидкостью для охлаждения спиральной пружины (10).
10. Способ непрерывного нагрева спиральной пружины, включающий:
подачу и вращение спиральной пружины (10) с помощью пары конических роликов (20), поперечный диаметром которых увеличивается от передней части к задней, вращающиеся внутренние поверхности, установлены параллельно друг другу, а центральные оси вращения не параллельны друг другу,
перемещение спиральной пружины (10) с помощью конвейерной цепи (43), оснащенной штоком толкателя (41),
и нагрев спиральной пружины (10) с помощью высокочастотного индукционного магнитного поля при вращении спиральной пружины (10) с помощью конических роликов (20) на участке индукционной катушки (31).
11. Способ по п. 10, в котором осуществляют перемещение нагретой спиральной пружины (10) в резервуар с охлаждающей жидкостью (71).
| US 8912472 B1, 16.12.2014 | |||
| Установка для восстановления упругости пружин | 1987 |
|
SU1447894A1 |
| US 20080128057 A1, 05.06.2008 | |||
| АВТОМАТИЧЕСКАЯ ЛИНИЯ ДЛЯ ИЗГОТОВЛЕНИЯ ПРУЖИН | 2007 |
|
RU2370549C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПРУЖИН И ЛИНИЯ ДЛЯ ИХ ПРОИЗВОДСТВА | 2011 |
|
RU2478015C1 |

