Область техники
Изобретение относится к пресс-форме, устройству формования, способу формования и способу производства полимерного изделия.
Уровень техники
В устройстве формования, описанном в публикации нерассмотренной заявки на патент Японии № 2006-256078 (JP 2006-256078 A), нагреватель предусматривается внутри пресс-формы (верхней части пресс-формы и нижней части пресс-формы), выполненной из металла, такого как сталь для конструкции машин, легированная инструментальная сталь и нержавеющая сталь. Температура пресс-формы повышается посредством нагревателя, и полимерный субстрат (материал для формования), такой как полимерный лист, формуется под давлением, чтобы формировать полимерное тело (формованное изделие).
Сущность изобретения
С вышеописанной технологией существует пространство для улучшения относительно количества энергии, необходимой для повышения температуры пресс-формы, и количества энергии, необходимой, чтобы поддерживать пресс-форму при высокой температуре. Кроме того, охлаждение пресс-формы занимает время, приводя в результате к более длительному времени формования.
Изобретение предоставляет устройство формования, способ формования и способ производства полимерного изделия, которые могут уменьшать количество энергии, необходимой для формования, и могут сокращать время формования.
Первый аспект изобретения относится к пресс-форме. Пресс-форма включает в себя резисторный нагревательный элемент и теплоизолятор. Резисторный нагревательный элемент включается в участок поверхности пресс-формы и конфигурируется, чтобы нагревать формовочную поверхность посредством формирования тепла. Участок поверхности пресс-формы включает в себя формовочную поверхность. Теплоизолятор предусматривается дальше внутри пресс-формы, чем резисторный нагревательный элемент, и конфигурируется, чтобы ограничивать передачу тепла участка поверхности пресс-формы внутрь пресс-формы.
В пресс-форме резисторный нагревательный элемент включается в участок поверхности пресс-формы. Следовательно, резисторный нагревательный элемент может формировать тепло посредством пропускания электрического тока через резисторный нагревательный элемент посредством индукционного нагрева или т.п. Когда резисторный нагревательный элемент формирует тепло, участок поверхности пресс-формы, снабженный резисторным нагревательным элементом, нагревается, и, в результате, формовочная поверхность нагревается. Кроме того, теплоизолятор предусматривается дальше внутри пресс-формы, чем резисторный нагревательный элемент. Соответственно, тепло участка поверхности пресс-формы, нагретого посредством формирования тепла резисторного нагревательного элемента, ограничивается от передачи внутрь пресс-формы. Следовательно, теплу трудно уходить внутрь пресс-формы, и является возможным эффективно нагревать формовочную поверхность, которая приходит в соприкосновение с формовочным материалом. Поскольку пресс-форма нагревает только окружающее пространство участка поверхности пресс-формы, количество энергии, необходимой для повышения температуры пресс-формы, или количество энергии, необходимой для поддержания пресс-формы при высокой температуре, может быть уменьшено. Кроме того, скорость охлаждения пресс-формы является быстрой.
Участок поверхности пресс-формы означает участок, где температура поверхности пресс-формы непосредственно повышается посредством предоставления резисторного нагревательного элемента на участке поверхности пресс-формы. В частности, в пресс-форме, участок поверхности пресс-формы означает поверхность (формовочную поверхность) пресс-формы или участок рядом с поверхностью пресс-формы.
В пресс-форме согласно первому аспекту изобретения резисторный нагревательный элемент может иметь сетчатую форму.
В пресс-форме резисторный нагревательный элемент имеет сетчатую форму. Следовательно, материал резисторного нагревательного элемента может быть сэкономлен по сравнению с формой, в которой резисторный нагревательный элемент имеет плоскую форму (т.е., конструкцию, не имеющую отверстий в форме сетки). Температура нагрева формовочной поверхности и т.п. может быть отрегулирована посредством регулировки соотношения площади резисторного нагревательного элемента ко всей площади формовочной поверхности. Поскольку резисторный нагревательный элемент имеет сетчатую форму, легко выполнять индукционный нагрев, даже когда резисторный нагревательный элемент не имеет плоскую форму.
В пресс-форме согласно первому аспекту изобретения, резисторный нагревательный элемент может быть встроен в пресс-форму.
В пресс-форме, резисторный нагревательный элемент является внедренным в пресс-форму. Т.е., резисторный нагревательный элемент не раскрывается на поверхность пресс-формы. Следовательно, след резисторного нагревательного элемента не остается на полимерном теле.
В пресс-форме согласно первому аспекту изобретения участок поверхности пресс-формы может включать в себя полимерный слой, и резисторный нагревательный элемент может быть внедрен в полимерный слой.
В пресс-форме, участок поверхности пресс-формы включает в себя полимерный слой, и резисторный нагревательный элемент внедряется в полимерный слой. Следовательно, легко производить пресс-форму, в которой резисторный нагревательный элемент не раскрывается на поверхность (формовочную поверхность) пресс-формы.
В пресс-форме согласно аспекту изобретения основная часть пресс-формы, выполненная из металла, может быть расположена дальше внутри пресс-формы, чем полимерный слой, и теплоизолятор может быть теплоизолирующим материалом в форме листа или форме пластины, вставленным между полимерным слоем и основной частью пресс-формы.
В пресс-форме основная часть пресс-формы, выполненная из металла, располагается дальше внутри пресс-формы, чем полимерный слой. Теплоизолирующий материал в форме листа или форме пластины вставляется между полимерным слоем участка поверхности пресс-формы и основной частью пресс-формы, и теплоизолирующий материал в форме листа или форме пластины функционирует как теплоизолятор, который ограничивает передачу тепла участка поверхности пресс-формы внутрь пресс-формы. Следовательно, пресс-форма может быть легко произведена на основе основной части пресс-формы, выполненной из металла.
В пресс-форме согласно первому аспекту изобретения резисторный нагревательный элемент может быть расположен между формовочной поверхностью и теплоизолятором.
В пресс-форме согласно первому аспекту изобретения резисторный нагревательный элемент может быть предусмотрен так, чтобы быть раскрытым на участке поверхности пресс-формы.
В пресс-форме согласно первому аспекту изобретения теплоизолятор может быть расположен вдоль резисторного нагревательного элемента. Т.е., теплоизолятор располагается параллельно резисторному нагревательному элементу и в позиции, соответствующей резисторному нагревательному элементу.
Второй аспект изобретения относится к устройству формования. Устройство формования включает в себя пресс-форму согласно первому аспекту и нагревательную часть. Нагревательная часть конфигурируется, чтобы инструктировать резисторному нагревательному элементу формировать тепло посредством формирования электрического тока в резисторном нагревательном элементе, чтобы нагревать формовочную поверхность.
В пресс-форме устройства формования резисторный нагревательный элемент включается в участок поверхности пресс-формы. Кроме того, устройство формования включает в себя нагревательную часть, которая заставляет резисторный нагревательный элемент формировать тепло посредством формирования электрического тока в резисторном нагревательном элементе, чтобы нагревать формовочную поверхность. Следовательно, резисторный нагревательный элемент может формировать тепло, пропуская электрический ток через резисторный нагревательный элемент с помощью нагревательной части. Когда резисторный нагревательный элемент формирует тепло, участок поверхности пресс-формы, снабженный резисторным нагревательным элементом, нагревается, и, в результате, формовочная поверхность нагревается. Кроме того, теплоизолятор предусматривается дальше внутри пресс-формы, чем резисторный нагревательный элемент. Соответственно, тепло участка поверхности пресс-формы, нагретого посредством формирования тепла резисторного нагревательного элемента, ограничивается от передачи внутрь пресс-формы. Следовательно, теплу трудно уходить внутрь пресс-формы, и является возможным эффективно нагревать формовочную поверхность, которая приходит в соприкосновение с формовочным материалом. Поскольку пресс-форма нагревает только окружающее пространство участка поверхности пресс-формы, количество энергии, необходимой для повышения температуры пресс-формы, или количество энергии, необходимой для поддержания пресс-формы при высокой температуре, может быть уменьшено. Кроме того, скорость охлаждения пресс-формы является быстрой.
В устройстве формования согласно второму аспекту изобретения нагревательная часть может быть катушкой, которая формирует электрический ток посредством электромагнитной индукции.
В устройстве формования нагревательная часть является катушкой, которая формирует электрический ток посредством электромагнитной индукции. Следовательно, резисторный нагревательный элемент может формировать тепло без помощи генератора напряжения, непосредственно соединенного с резисторным нагревательным элементом. В состоянии, когда полимерный субстрат, содержащий углеродное волокно, располагается на формовочной поверхности, возможно опосредованно нагревать полимерный субстрат через формовочную поверхность посредством электромагнитной индукции катушки и непосредственно нагревать полимерный субстрат.
В устройстве формования согласно второму аспекту изобретения нагревательная часть может быть генератором напряжения, непосредственно соединенным с резисторным нагревательным элементом.
В устройстве формования нагревательная часть является генератором напряжения, непосредственно соединенным с резисторным нагревательным элементом. Следовательно, даже в состоянии, когда пресс-форма является закрытой, резисторный нагревательный элемент может легко формировать тепло.
Третий аспект изобретения относится к способу формования для формования полимерного тела из полимерного субстрата с помощью пресс-формы согласно первому аспекту. Способ формования включает в себя нагрев формовочной поверхности посредством формирования электрического тока в резисторном нагревательном элементе и прессования полимерного субстрата на формовочной поверхности посредством закрытия пресс-формы.
В пресс-форме способа формования резисторный нагревательный элемент предусматривается на участке поверхности пресс-формы. Резисторный нагревательный элемент может формировать тепло посредством пропускания электрического тока через резисторный нагревательный элемент. Когда резисторный нагревательный элемент формирует тепло, участок поверхности пресс-формы, снабженный резисторным нагревательным элементом, нагревается, и, в результате, формовочная поверхность нагревается. Кроме того, теплоизолятор предусматривается дальше внутри пресс-формы, чем резисторный нагревательный элемент. Соответственно, тепло участка поверхности пресс-формы, нагретого посредством формирования тепла резисторного нагревательного элемента, ограничивается от передачи внутрь пресс-формы. Следовательно, возможно непосредственно нагревать формовочную поверхность, которая приходит в соприкосновение с формовочным материалом. Поскольку пресс-форма нагревает только окружающее пространство участка поверхности пресс-формы, количество энергии, необходимой для повышения температуры пресс-формы, или количество энергии, необходимой для поддержания пресс-формы при высокой температуре, может быть уменьшено. Кроме того, скорость охлаждения пресс-формы является быстрой.
В способе формования согласно третьему аспекту изобретения, полимерный субстрат может быть субстратом, содержащим углеродное волокно. Способ формования может включать в себя одновременно нагрев формовочной поверхности и полимерного субстрата посредством индукционного нагрева в состоянии, когда полимерный субстрат располагается на формовочной поверхности.
В способе формования полимерный субстрат является субстратом, содержащим углеродное волокно. Способ формования включает в себя одновременно нагрев формовочной поверхности и полимерного субстрата посредством индукционного нагрева в состоянии, когда полимерный субстрат располагается на формовочной поверхности пресс-формы. Следовательно, эффективность нагрева полимерного субстрата является хорошей.
Четвертый аспект изобретения относится к способу производства полимерного изделия. Способ производства включает в себя формование полимерного тела из полимерного субстрата с помощью пресс-формы согласно первому аспекту и сваривание полимерного тела с другим полимерным телом с помощью одной и той же пресс-формы в качестве пресс-формы для формования.
В способе производства отформованное полимерное тело и другое полимерное тело свариваются с помощью той же пресс-формы, что и пресс-форма для формования, которая формует полимерное тело. Следовательно, возможно использовать, в качестве пресс-формы для формования, пресс-форму, используемую для формования полимерного тела, как она есть, и уменьшать инвестиции в оборудование. Следует отметить, что "та же пресс-форма, что и пресс-форма для формования" не ограничивается самой пресс-формой, используемой для формования, а также включает в себя пресс-форму такой же конструкции.
Как описано выше, согласно аспектам изобретения, возможно уменьшать количество энергии, необходимой для формования, и сокращать время формования.
Краткое описание чертежей
Признаки, преимущества и техническое и промышленное значение примерных вариантов осуществления изобретения будут описаны ниже со ссылкой на сопровождающие чертежи, на которых аналогичные номера обозначают аналогичные элементы, и на которых:
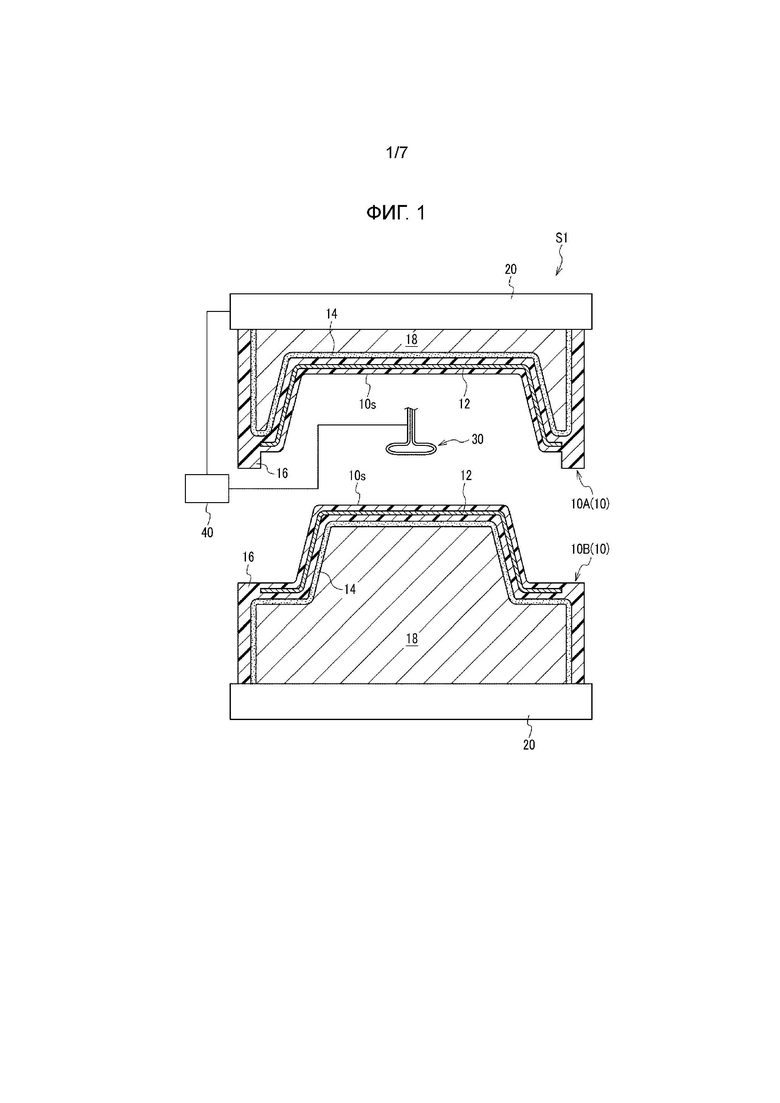
Фиг. 1 - вид в поперечном сечении, показывающий общую конфигурацию устройства формования первого варианта осуществления;
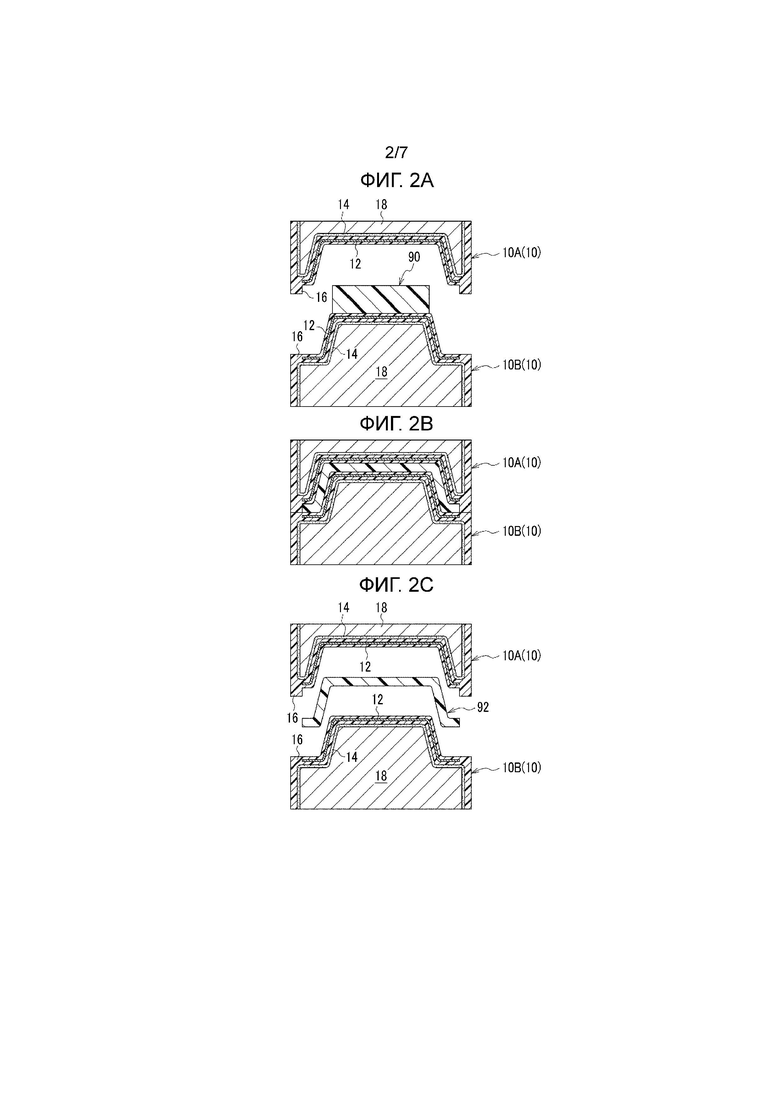
Фиг. 2A - вид в поперечном сечении, показывающий состояние, в котором полимерное тело формуется из полимерного субстрата с помощью пресс-формы;
Фиг. 2B - вид в поперечном сечении, показывающий состояние, в котором полимерное тело формуется из полимерного субстрата с помощью пресс-формы, и поскольку выносные линии являются трудными для понимания, иллюстрация номеров упрощается;
Фиг. 2C - вид в поперечном сечении, показывающий состояние, в котором полимерное тело формуется из полимерного субстрата с помощью пресс-формы;
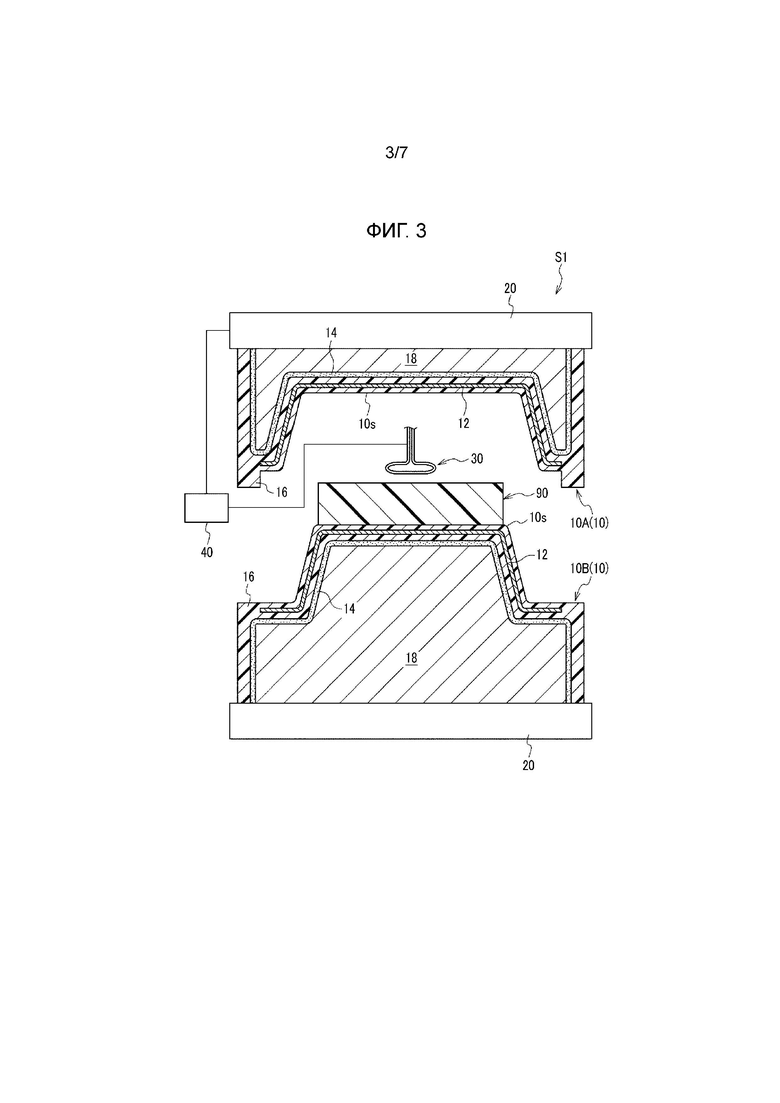
Фиг. 3 - вид в поперечном сечении, показывающий состояние, в котором индукционный нагрев выполняется с помощью катушки в состоянии, когда полимерный субстрат располагается на нижней части пресс-формы;
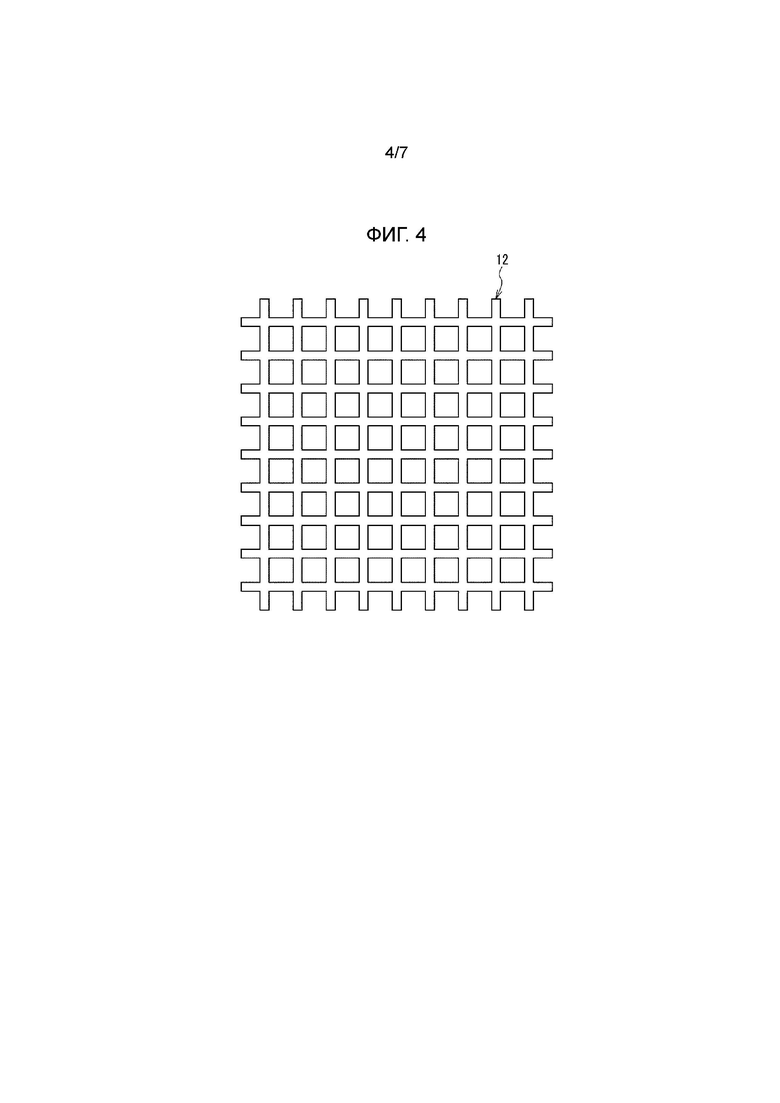
Фиг. 4 - вид в плане, показывающий форму сетчатого по форме резисторного нагревательного элемента;
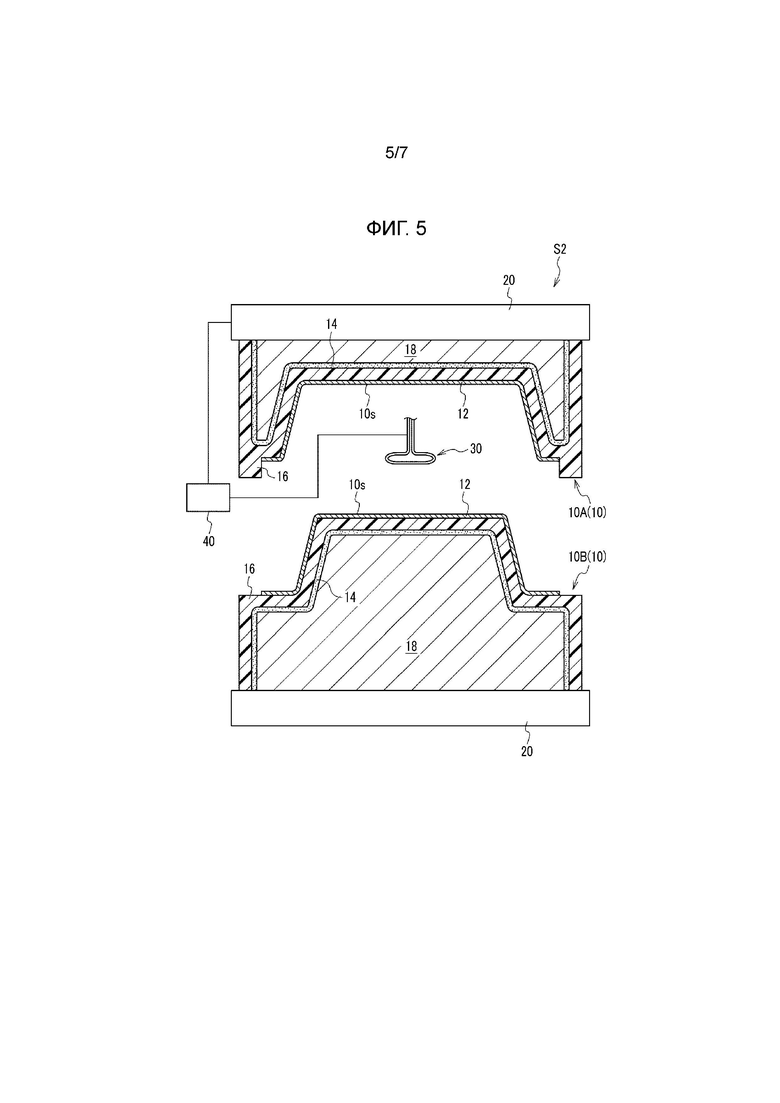
Фиг. 5 - вид в поперечном сечении, показывающий общую конфигурацию устройства формования второго варианта осуществления;
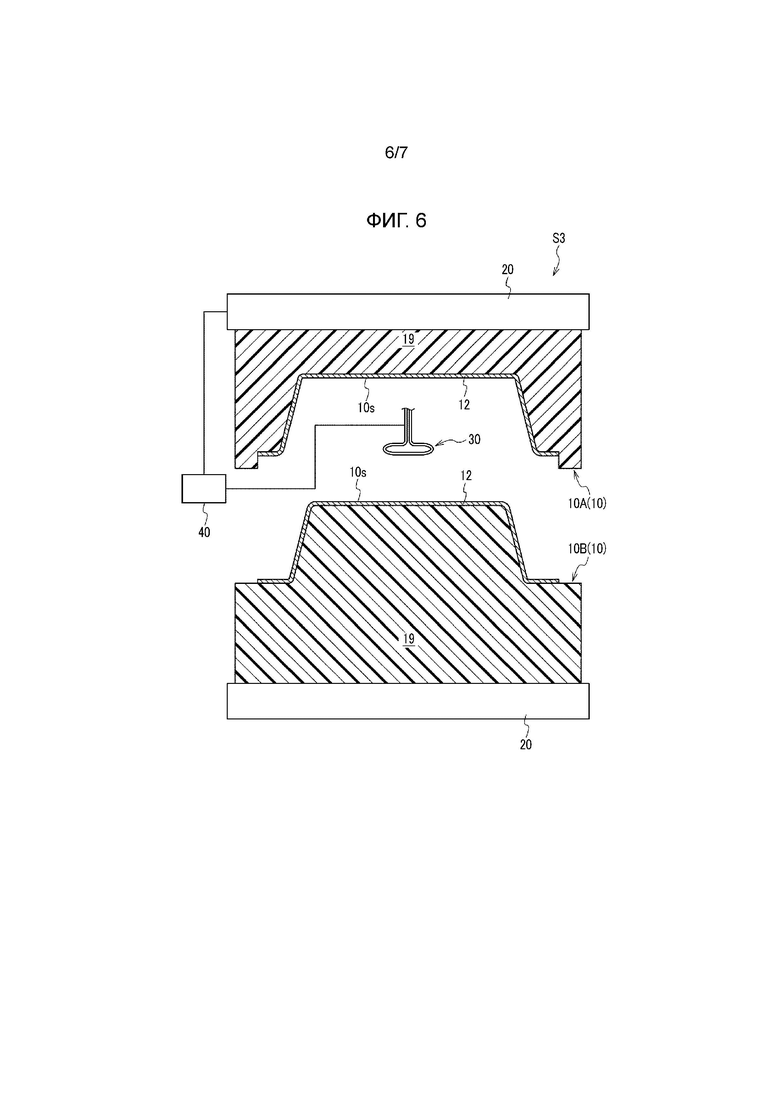
Фиг. 6 - вид в поперечном сечении, показывающий общую конфигурацию устройства формования согласно третьему варианту осуществления; и
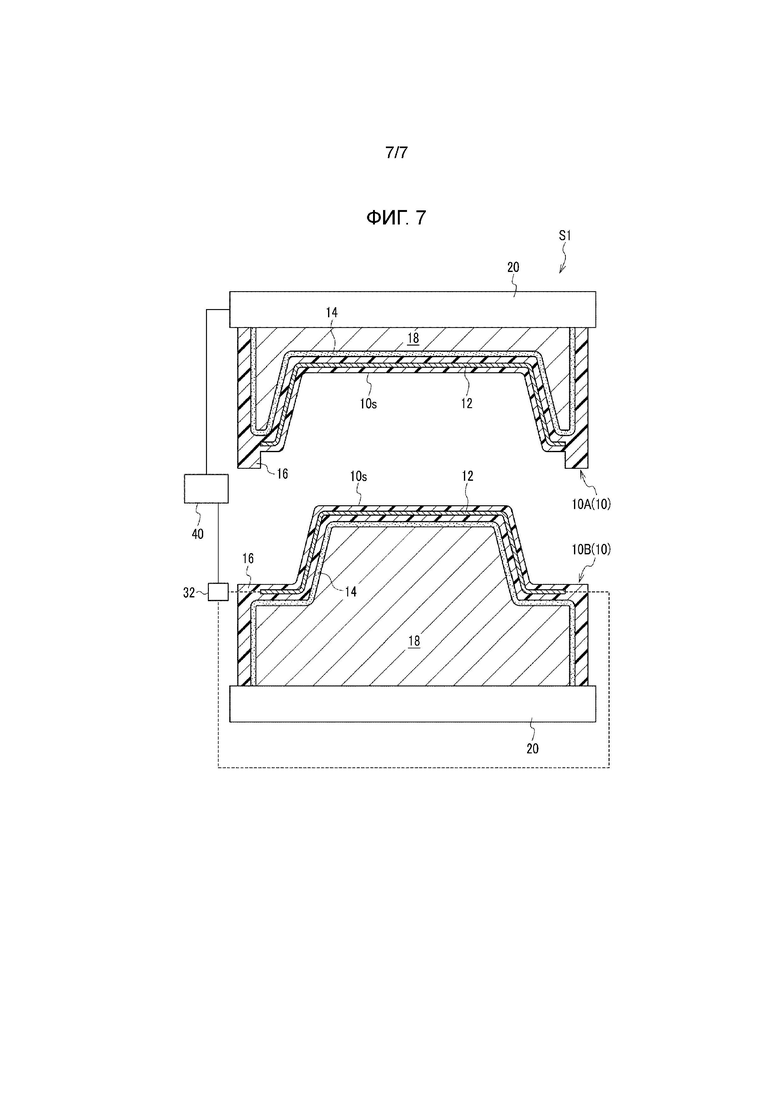
Фиг. 7 - пример модификации устройства формования первого варианта осуществления, являющийся видом, показывающим форму, в которой нагревательная часть является генератором напряжения, непосредственно соединенным с резисторным нагревательным элементом.
Подробное описание вариантов осуществления изобретения
Устройство формования первого варианта осуществления
Далее в данном документе устройство S1 формования первого варианта осуществления будет описано со ссылкой на фиг. 1-4. Пресс-форма 10 (пресс-форма для формования)
Устройство S1 формования включает в себя пресс-форму 10.
Пресс-форма 10 состоит из верхней части 10A пресс-формы и нижней части 10B пресс-формы. Верхняя часть 10A пресс-формы и нижняя часть 10B пресс-формы присоединяются к устройству 20 пресса в качестве "прессующего устройства". Верхняя часть 10A пресс-формы и нижняя часть 10B пресс-формы размещаются обращенными друг к другу. Устройство 20 пресса перемещает верхнюю часть 10A пресс-формы вплотную к нижней части 10B пресс-формы, полимерный субстрат 90, такой как полимерный лист (см. фиг. 2A), помещается между формующими поверхностями 10s верхней части 10A пресс-формы и нижней части 10B пресс-формы (см. фиг. 2B), и полимерное тело 92 (см. фиг. 2C формуется (так называемое формование с помощью штампования). В варианте осуществления каждая из верхней части 10A пресс-формы и нижней части 10B пресс-формы соответствует "пресс-форме для формования".
Конструкция нижней части 10B пресс-формы будет описана. Конструкция верхней части 10A пресс-формы является аналогичной конструкции нижней части 10B пресс-формы. Следовательно, те же ссылочные номера присвоены соответствующим частям верхней части 10A пресс-формы, что и частям нижней части 10B пресс-формы, и их подробные описания будут пропущены.
Нижняя часть 10B пресс-формы имеет основную часть 18 пресс-формы.
Основная часть 18 пресс-формы выполняется из металлического материала, такого как сталь. Основная часть 18 пресс-формы составляет участок, отличный от участка поверхности пресс-формы (рядом с формовочной поверхностью 10s) нижней части 10B пресс-формы, т.е., внутри пресс-формы, занимая большую часть нижней части 10B пресс-формы.
Теплоизолирующий материал 14 размещается на поверхности основной части 18 пресс-формы (поверхности на стороне формовочной поверхности 10s). Теплоизолирующий материал 14 является теплоизолирующим материалом в форме листа или форме пластины и покрывает всю поверхность основной части 18 пресс-формы. В качестве теплоизолирующего материала 14 может быть использован бакелит, стекловата, термозащитная лента или т.п.
Полимерный слой 16 формируется на стороне поверхности теплоизолирующего материала 14. Поверхность на передней стороне полимерного слоя 16 является формовочной поверхностью 10s, которая приходит в соприкосновение с полимерным субстратом 90 или полимерным телом 92. Таким образом, теплоизолирующий материал 14 вставляется между полимерным слоем 16 и основной частью 18 пресс-формы.
Полимерный слой 16 выполняется из термоотверждающейся смолы. Дополнительно, полимерный слой 16 может быть выполнен из армированного волокном полимера, содержащего углеродное волокно или стекловолокно, и желательно, может быть выполнен из материала, имеющего низкую электропроводность (например, материала, несодержащего углеродное волокно).
Резисторный нагревательный элемент 12 предусматривается внутри полимерного слоя 16. Как показано на фиг. 4, резисторный нагревательный элемент 12 является металлическим телом в форме сетки. Весь резисторный нагревательный элемент 12 предусматривается так, чтобы быть внедренным в полимерный слой 16, и не раскрывается на формовочную поверхность 10s (поверхность пресс-формы). Резисторный нагревательный элемент 12 предусматривается соответствующим всей площади формовочной поверхности 10s, т.е., всей площади участка, который приходит в соприкосновение с полимерным телом 92. Когда резисторный нагревательный элемент 12 формирует тепло посредством индукционного нагрева, вся площадь формовочной поверхности 10s нагревается.
Катушка 30 (формирующая тепло часть)
Устройство S1 формования также включает в себя катушку 30. Катушка 30 функционирует как "нагревательная часть", которая вынуждает резисторный нагревательный элемент 12 формировать тепло, чтобы нагревать формовочную поверхность 10s. Катушка 30 управляется посредством устройства 40 управления, сконфигурированного, чтобы управлять перемещением (например, вдоль формовочной поверхности 10s), величиной электрического тока, или т.п., и вынуждает резисторный нагревательный элемент 12 формировать тепло посредством индукционного нагрева.
Способ формования
Будет описан пример способа формования с помощью устройства S1 формования.
Способ формования первого варианта осуществления является способом для формования полимерного тела 92 из полимерного субстрата 90, такой как полимерный лист. Способ формования первого варианта осуществления включает в себя этап нагрева субстрата для нагрева полимерного субстрата 90, этап нагрева пресс-формы для нагрева пресс-формы 10 и этап прессования для прессования полимерного субстрата 90 посредством закрытия пресс-формы 10.
Полимерный субстрат 90 является субстратом в форме листа, содержащего углеродное волокно (т.е., армированного углеродным волокном пластмассового (CFRP) листа). В частности, полимерный субстрат 90 получается посредством наслоения препрегов, полученных посредством пропитки углеродного волокна термопластичной смолой.
В качестве этапа нагрева субстрата, полимерный субстрат 90 предварительно нагревается с помощью нагревательной печи (не показана), такой как нагреватель ближнего инфракрасного диапазона. Посредством предварительного нагрева полимерный субстрат 90 размягчается до формуемого состояния. Затем, размягченный полимерный субстрат 90 вынимается из нагревательной печи, и полимерный субстрат 90 устанавливается в пресс-форму 10.
В качестве этапа нагрева пресс-формы, в состоянии, когда пресс-форма 10 является открытой, перед тем, как полимерный субстрат 90 устанавливается, пресс-форма 10 (в частности, формовочные поверхности 10s верхней части 10A пресс-формы и нижней части 10B пресс-формы) нагревается. В частности, в состоянии, когда пресс-форма 10 является открытой, перемещение и величина электрического тока катушки 30 управляются посредством устройства 40 управления, и формовочная поверхность 10s нижней части 10B пресс-формы и формовочная поверхность 10s верхней части 10A пресс-формы нагреваются.
В качестве этапа прессования, полимерный субстрат 90, размягченный до формуемого состояния, размещается на формовочной поверхности 10s нижней части 10B пресс-формы (см. фиг. 2A), и верхняя часть 10A пресс-формы опускается, чтобы закрывать пресс-форму 10 (см. фиг. 2B). Этап находится в состоянии ожидания до тех пор, пока полимерный субстрат 90 остывает, посредством удержания пресс-формы 10 в течение некоторого периода времени в закрытом состоянии, и затем стабилизирует форму полимерного тела 92 (формованного изделия, см. фиг. 2C).
Результат работы
Будет описан результат работы варианта осуществления.
В первом варианте осуществления резисторный нагревательный элемент 12 включается в участок поверхности пресс-формы для формования (рядом с формовочной поверхностью 10s). Следовательно, резисторный нагревательный элемент 12 может формировать тепло посредством пропускания электрического тока через резисторный нагревательный элемент 12, посредством электромагнитной индукции или т.п. Когда резисторный нагревательный элемент 12 формирует тепло, участок поверхности пресс-формы, снабженный резисторным нагревательным элементом 12, нагревается, и, в результате, формовочная поверхность 10s нагревается. Кроме того, теплоизолирующий материал 14 предусматривается дальше внутри пресс-формы, чем резисторный нагревательный элемент 12. Соответственно, тепло участка поверхности пресс-формы, нагретого посредством формирования тепла резисторного нагревательного элемента 12, ограничивается от передачи внутрь пресс-формы. Следовательно, теплу трудно уходить внутрь пресс-формы, и является возможным эффективно нагревать формовочную поверхность 10s, которая приходит в соприкосновение с полимерным субстратом 90. Таким образом, поскольку только окружающее пространство участка поверхности пресс-формы нагревается, количество энергии, необходимой для повышения температуры пресс-формы 10, или количество энергии, необходимой для поддержания пресс-формы 10 при высокой температуре, может быть уменьшено. Кроме того, скорость охлаждения пресс-формы является быстрой.
В первом варианте осуществления резисторный нагревательный элемент 12 имеет сетчатую форму. Следовательно, материал резисторного нагревательного элемента 12 может быть сэкономлен по сравнению с формой, в которой резисторный нагревательный элемент 12 имеет плоскую форму. Кроме того, посредством изменения конкретной конструкции резисторного нагревательного элемента 12, имеющего сетчатую форму, возможно регулировать температуру нагрева или т.п. формовочной поверхности 10s. Дополнительно, поскольку резисторный нагревательный элемент 12 имеет сетчатую форму, можно легко выполнять индукционный нагрев, даже когда резисторный нагревательный элемент 12 не имеет плоскую форму.
В первом варианте осуществления весь резисторный нагревательный элемент 12 встраивается в пресс-форму 10. Т.е., резисторный нагревательный элемент 12 не раскрывается на поверхность пресс-формы (формовочную поверхность 10s). Следовательно, след резисторного нагревательного элемента 12 не остается на полимерном теле 92 (формованном изделии).
В первом варианте осуществления участок поверхности пресс-формы включает в себя полимерный слой 16, и резисторный нагревательный элемент 12 внедряется в полимерный слой 16. Следовательно, можно легко производить пресс-форму, в которой резисторный нагревательный элемент 12 не раскрывается.
В первом варианте осуществления основная часть 18 пресс-формы, выполненная из металла, располагается дальше внутри пресс-формы, чем полимерный слой 16. Теплоизолирующий материал 14 в форме листа или форме пластины вставляется между полимерным слоем 16 участка поверхности пресс-формы и основной частью 18 пресс-формы, и теплоизолирующий материал 14 в форме листа или форме пластины функционирует как "теплоизолятор", который ограничивает передачу тепла участка поверхности пресс-формы внутрь пресс-формы. Следовательно, пресс-форма 10 согласно аспекту настоящего изобретения может быть легко изготовлена на основе основной части 18 пресс-формы, выполненной из металла.
Пример модификации первого варианта осуществления
Пресс-форма 10 первого варианта осуществления может также быть использована для сварки формованного полимерного тела 92 с другим полимерным телом (не показано). Т.е., верхняя часть 10A пресс-формы или нижняя часть 10B пресс-формы, используемые для формования полимерного тела 92, могут сваривать полимерное тело 92 с другим полимерным телом. Сварка может быть выполнена с помощью другой пресс-формы той же конструкции, что и пресс-форма 10, вместо самой пресс-формы 10, используемой для формования. Дополнительно, сварка может быть выполнена с помощью другой пресс-формы, в которой отличием от пресс-формы 10, используемой для формования, является лишь позиция расположения резисторного нагревательного элемента 12. В таком случае, желательно использовать пресс-форму, в которой резисторный нагревательный элемент 12 располагается соответствующим только участку сварки.
В способе формования первого варианта осуществления этап нагрева пресс-формы может быть выполнен в состоянии, когда полимерный субстрат 90 вводится, и полимерный субстрат 90 располагается на пресс-форме 10 (нижней части 10B пресс-формы). В частности, как показано на фиг. 3, в состоянии, когда полимерный субстрат 90 располагается на формовочной поверхности 10s нижней части 10B пресс-формы, катушка 30 приводится в непосредственную близость к полимерному субстрату 90 и индукционно нагревается. Соответственно, когда полимерный субстрат 90 является CFRP-субстратом, содержащим углеродное волокно, резисторный нагревательный элемент 12 может формировать тепло, чтобы нагревать полимерный субстрат 90 через формовочную поверхность 10s, а углеродное волокно, содержащееся в полимерном субстрате 90, может формировать тепло, чтобы непосредственно нагревать полимерный субстрат 90. В таком случае, не нужно предварительно нагревать полимерный субстрат 90 снаружи пресс-формы 10 (нагрев в нагревательной печи).
Полимерный субстрат 90 может быть субстратом, не содержащим углеродное волокно (субстратом, не содержащим армирующее волокно, или субстратом, содержащим стекловолокно). Полимерный субстрат 90 может быть сыпучим субстратом.
Полимерный субстрат 90 может быть термоотверждающейся смолой.
Этап нагрева пресс-формы может выполняться в состоянии, когда пресс-форма 10 закрыта (см. фиг. 2B). Т.е., этап нагрева пресс-формы и этап прессования могут выполняться в одно и то же время. Возможно ограничивать полимерный субстрат 90 от снижения температуры и ухудшения формуемости (текучести) посредством нагрева полимерного субстрата в состоянии, когда пресс-форма 10 является закрытой. Кроме того, нагрев, необходимый для отверждения термоотвержающейся смолы, может быть выполнен. Способ подходит для способа формования, в котором текучесть полимерного субстрата 90 является проблемой (например, способ формования для инжектирования полимерного субстрата 90 или способ для использования сыпучего полимерного субстрата 90, такой как способ формования с переносом смолы). В качестве способа для инструктирования резисторному нагревательному элементу 12 формировать тепло в состоянии, когда пресс-форма 10 является закрытой, может быть использован индукционный нагрев с помощью катушки 30, и может быть использован способ для использования генератора 32 напряжения, соединенного с резисторным нагревательным элементом 12 (см. фиг. 7). Когда используется непосредственно присоединенный генератор напряжения, не существует проблема управления перемещением (размещением катушки) для катушки 30, которое является простым. Когда используется непосредственно подсоединенный генератор напряжения, является желательным, чтобы конструкция резисторного нагревательного элемента 12 являлась соответствующей конструкцией, отличной от случая, когда нагревательная часть является катушкой 30 (конструкцией, отличной от сетчатой формы).
Этап нагрева пресс-формы может выполняться как перед тем, как полимерный субстрат 90 вводится, так и в состоянии, когда полимерный субстрат 90 был введен и размещен на пресс-форме 10.
Второй вариант осуществления
Устройство S2 формования второго варианта осуществления будет описано со ссылкой на фиг. 5.
Как показано на фиг. 5, в пресс-форме 10 второго варианта осуществления резисторный нагревательный элемент 12 не внедряется в пресс-форму 10 и раскрывается на поверхность пресс-формы (формовочную поверхность 10s). Следовательно, резисторный нагревательный элемент 12 приходит в соприкосновение с полимерным субстратом 90 и полимерным телом 92. Возможно применять шаблон, соответствующий форме резисторного нагревательного элемента 12 (например, сетчатый шаблон) к полимерному телу 92, задумывая форму резисторного нагревательного элемента 12. Кроме того, возможно ограничивать след формы резисторного нагревательного элемента 12 (например, след сетчатой формы) от оставления на полимерном теле 92, заставляя резисторный нагревательный элемент 12 иметь плоскую форму по всей площади формовочной поверхности 10s.
Другие конфигурации являются такими же, что и конфигурации первого варианта осуществления.
Третий вариант осуществления
Устройство S3 формования третьего варианта осуществления будет описано со ссылкой на фиг. 6.
Как показано на фиг. 6, пресс-форма 10 третьего варианта осуществления не включает в себя основную часть пресс-формы, выполненную из металла (см. основную часть 18 пресс-формы на фиг. 1), и включает в себя основную часть 19 пресс-формы, выполненную из полимера. Резисторный нагревательный элемент 12 включается в поверхность основной части 19 пресс-формы, выполненной из полимера (поверхность на стороне формовочной поверхности 10s). Резисторный нагревательный элемент 12 раскрывается на формовочную поверхность 10s. В пресс-форме 10 третьего варианта осуществления вся основная часть 19 пресс-формы, выполненная из полимера (или участок рядом с формовочной поверхностью 10s), функционирует как "теплоизолятор", который ограничивает передачу тепла участка поверхности пресс-формы внутрь пресс-формы.
Резисторный нагревательный элемент 12 может иметь плоскую форму по всей площади формовочной поверхности 10s или может иметь сетчатую форму поверх нее.
Дополнительное описание вышеприведенных вариантов осуществления
В вышеприведенных вариантах осуществления, хотя пример того, что верхняя часть 10A пресс-формы и нижняя часть 10B пресс-формы, обе включают в себя резисторный нагревательный элемент 12, был описан, только нижняя часть 10B пресс-формы, где располагается полимерный субстрат 90, может включать в себя резисторный нагревательный элемент 12. Кроме того, только верхняя часть 10A пресс-формы может включать в себя резисторный нагревательный элемент 12.
Изобретение относится к пресс-форме, устройству формования, способу формования и способу производства полимерного изделия. Пресс-форма включает в себя резисторный нагревательный элемент, включенный в участок поверхности пресс-формы и выполненный с возможностью нагревать формовочную поверхность посредством формирования тепла, и теплоизолятор, предоставленный дальше внутри пресс-формы, чем резисторный нагревательный элемент, и выполненный с возможностью ограничивать передачу тепла участка поверхности пресс-формы внутрь пресс-формы. Участок поверхности пресс-формы включает в себя формовочную поверхность. Изобретение обеспечивает устройство формования, способ формования и способ производства полимерного изделия, которые уменьшают количество энергии, необходимой для формования, и сокращают время формования. 4 н. и 10 з.п. ф-лы, 7 ил.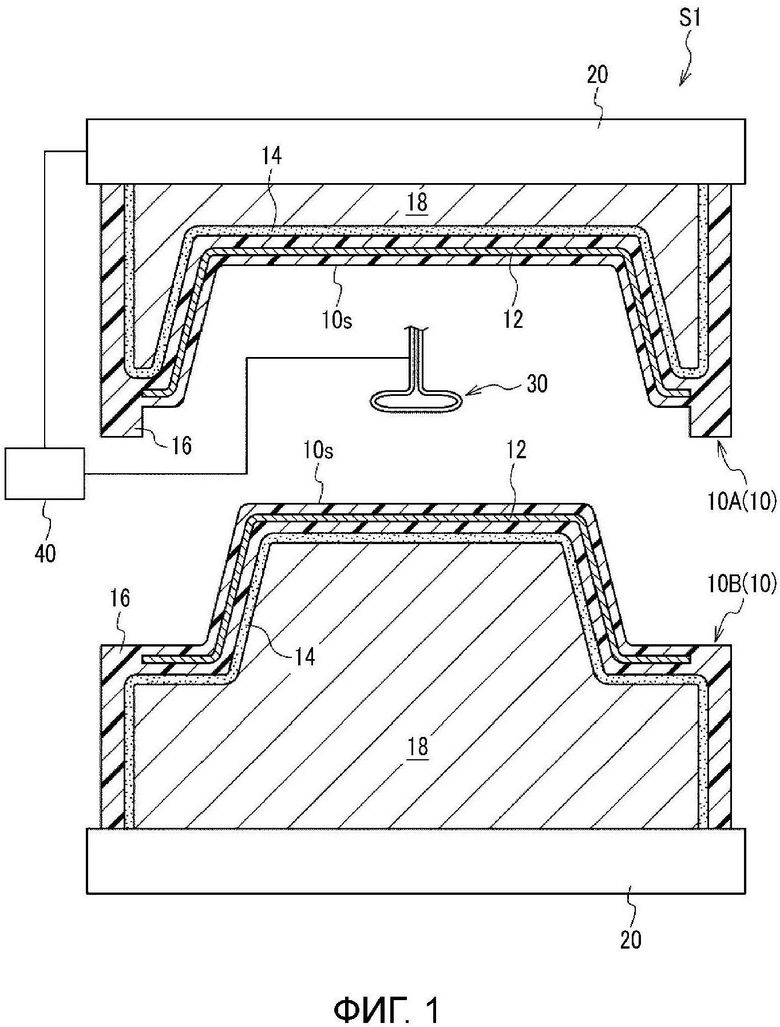
1. Пресс-форма, содержащая:
резисторный нагревательный элемент, включенный в участок поверхности пресс-формы и выполненный с возможностью нагрева формовочной поверхности посредством формирования тепла, причем указанный участок поверхности пресс-формы включает в себя формовочную поверхность; и
теплоизолятор, расположенный дальше внутри пресс-формы, чем резисторный нагревательный элемент, и выполненный с возможностью ограничения передачи тепла указанного участка поверхности пресс-формы внутрь пресс-формы.
2. Пресс-форма по п. 1, в которой резисторный нагревательный элемент имеет сетчатую форму.
3. Пресс-форма по п. 1 или 2, в которой резисторный нагревательный элемент внедрен в пресс-форму.
4. Пресс-форма по п. 1 или 2, в которой:
указанный участок поверхности пресс-формы включает в себя полимерный слой; и
резисторный нагревательный элемент внедрен в полимерный слой.
5. Пресс-форма по п. 4, в которой:
основная часть пресс-формы, выполненная из металла, расположена дальше внутри пресс-формы, чем полимерный слой; и
теплоизолятор является теплоизолирующим материалом в форме листа или форме пластины, вставленным между полимерным слоем и основной частью пресс-формы.
6. Пресс-форма по п. 1 или 2, в которой резисторный нагревательный элемент размещается между формовочной поверхностью и теплоизолятором.
7. Пресс-форма по п. 1 или 2, в которой резисторный нагревательный элемент расположен так, чтобы быть раскрытым на указанном участке поверхности пресс-формы.
8. Пресс-форма по п. 1 или 2, в которой теплоизолятор расположен вдоль резисторного нагревательного элемента.
9. Устройство формования, содержащее:
пресс-форму по п. 1; и
нагревательную часть, выполненную с возможностью обеспечения формирования тепла резисторным нагревательным элементом посредством формирования электрического тока в резисторном нагревательном элементе, чтобы нагревать формовочную поверхность.
10. Устройство формования по п. 9, в котором нагревательная часть является катушкой, которая формирует электрический ток посредством электромагнитной индукции.
11. Устройство формования по п. 9, в котором нагревательная часть является генератором напряжения, непосредственно соединенным с резисторным нагревательным элементом.
12. Способ формования для формования полимерного тела из полимерного субстрата с помощью пресс-формы по п. 1, при этом способ формования включает этапы, на которых:
нагревают формовочную поверхность посредством формирования электрического тока в резисторном нагревательном элементе; и
прессуют полимерный субстрат на формовочной поверхности посредством закрытия пресс-формы.
13. Способ формования по п. 12, при котором:
полимерный субстрат является субстратом, содержащим углеродное волокно;
при этом способ формования включает этап, на котором одновременно нагревают формовочную поверхность и полимерный субстрат посредством индукционного нагрева в состоянии, когда полимерный субстрат располагается на формовочной поверхности.
14. Способ производства полимерного изделия, при котором:
формуют полимерное тело из полимерного субстрата с помощью пресс-формы по п. 1; и
сваривают полимерное тело и другое полимерное тело с помощью той же пресс-формы, что и пресс-форма для формования.
| Многоэтажный пресс для изготовления изделий из пластмасс | 1957 |
|
SU114679A1 |
| Устройство для бакелизации абразивного инструмента | 1978 |
|
SU1271764A1 |
| СОСТАВНОЙ ШКИВ | 1930 |
|
SU22410A1 |
| US 5139407 A1, 18.08.1992 | |||
| JP 2006256078 A, 28.09.2006 | |||
| US 20020017742 A1, 14.02.2002. | |||

