Область техники, к которой относится изобретение
[0001] Данное изобретение относится к электроду с покрытием.
Уровень техники
[0002] Дуговая сварка металлов с защитой зоны сварки является способом, в котором электрод с покрытием (просто называемый электродом или сварочным прутком и т.п.), в котором металлический стержень (проволока сердечника) снабжена флюсом или защитным материалом, называемым покрытием, используется в качестве электрода, создается электрическая дуга между электродом и базовым материалом, и осуществляется сварка посредством плавления электрода и базового материала за счет тепла дуги. Дуговая сварка металлов с защитой зоны сварки не требует экранирующего газа и может выполняться даже вне помещений, при сильном ветре, и широко используется в различных производственных заводах, зданиях, судах, транспортных средствах и подобном.
[0003] Покрытый электрод требуется для стабильного удерживания дуги для образования непрерывного наплавленного валика сварного шва, который является свободным от дефектов, как то полости в наплавленном валике. С этой точки зрения были предложены, например, покрытые электроды, описание которых приведено в патентных публикациях 1-3. Дополнительно к этому утверждается, что стабильность дуги является хорошей, когда дуга может стабильно поддерживаться, и стабильность дуги плохая, когда дуга не может стабильно поддерживаться.
[0004] В патентной публикации 1 приведено описание электрода с покрытием, относящегося к типу с низким содержанием водорода, в котором средний размер зерна и содержание кварцевого песка в покрытии ограничено внутри заданного диапазона, и содержание рутила, извести, плавикового шпата, волластонита, ферромарганца, ферросилиция находится, соответственно, внутри заданных диапазонов.
В патентной публикации 2 приведено описания электрода с покрытием, в котором содержание C, Mn и О, соответственно, находится внутри заданных диапазонов, и содержание Si, P, S, Cu и N, соответственно, равно или меньше заданных величин.
В патентной публикации 3 приведено описания электрода с покрытием, в котором скорость деформации кристалла окалины, прикрепленного к сердечнику основы, находится в заданном диапазоне.
Патентные публикации
[0005] Патентная публикация 1: JP-A-H05-169296
Патентная публикация 2: JP-A-S58-209498
Патентная публикация 3: JP-A-S62-179895
Сущность изобретения
Техническая проблема
[0006] Хотя в изобретениях, описание которых приведено в патентных публикациях 1-3, стабильность дуги улучшена за счет предлагаемых содержаний, имеется пространство для улучшения относительно повышения стабильности дуги. Данное изобретение выполнено с учетом этих обстоятельств, и задачей изобретения является создание электрода с покрытием, имеющего превосходную стабильность дуги.
[0007] Покрытый электрод, который решает указанную задачу, является электродом с покрытием, содержащим электродную проволоку, содержащую Fe, и покрытие, которым покрыта часть электродной проволоки, при этом захватываемая часть электродной проволоки, удерживаемой держателем электрода, покрыта слоем покрытия, содержащим соединение Са; отношение площади слоя покрытия к захватываемой части составляет 20% или больше; слой покрытия имеет толщину от 0,5 мкм до 15 мкм; и слой покрытия имеет шероховатость R поверхности 1,0 мкм или меньше.
Решение проблемы
[0008] Поскольку захватываемая часть обычной электродной проволоки не покрыта слоем покрытия, таким как флюс, то поверхность окисляется после изготовления и перед использованием для сварки, и образуется оксидная пленка, содержащая FeO, Fe2O3 или т.п. Когда на захватываемой части электродной проволоки образована оксидная пленка, то дуга не стабильна.
Однако, поскольку захватываемая часть электродной проволоки в электроде с покрытием, согласно данному изобретению, покрыта слоем покрытия, содержащим соединение Са, то может быть предотвращено окисление железа, содержащегося в электродной проволоке. Поэтому оксидная пленка вряд ли образуется на захватываемой части электродной проволоки в электроде с покрытием, согласно данному изобретению, и улучшается стабильность дуги.
В электроде с покрытием, согласно данному изобретению, поскольку отношение площади покрывного слоя, содержащего соединение Са, равно или больше конкретной величины, то стабильность дуги улучшается более надежно. Дополнительно к этому, в электроде с покрытием, согласно данному изобретению, толщина слоя покрытия установлена внутри конкретного диапазона, и шероховатость Ra слоя покрытия равна или меньше конкретной величины. Поэтому в электроде с покрытием, согласно данному изобретению, несмотря на сложность снимания покрывного слоя, содержащего соединение Са, перед использованием электрода с покрытием для сварки, слой покрытия может быть просто отслоен лишь посредством удерживания держателем электрода во время сварки и приложения давления, и может создаваться стабильная дуга.
В электроде с покрытием, согласно данному изобретению, предпочтительно, что: содержание Са в слое покрытия, при измерении с помощью энергодисперсионной рентгеновской спектроскопии, составляет от 15 мас.% до 40 мас.%; содержание С в слое покрытия, измеренное с помощью энергодисперсионной рентгеновской спектроскопии, составляет от 5 мас.% до 25 мас.%; содержание О в слое покрытия, измеренное с помощью энергодисперсионной рентгеновской спектроскопии, составляет от 30 мас.% до 70 мас.%; и содержание К в слое покрытия, измеренное с помощью энергодисперсионной рентгеновской спектроскопии, составляет от 1 мас.% до 8 мас.%.
При таком составе электрод с покрытием, согласно данному изобретению, имеет хорошую возможность фиксации и сдирания покрывного слоя, содержащего Са, и предотвращения образование оксидной пленки в захватываемой части электродной проволоки, так что стабильность дуги дополнительно улучшается.
Преимущества изобретения
[0010] Поскольку захватываемая часть электродной проволоки в электроде с покрытием, согласно данному изобретению, покрыта слоем покрытия с соединением Са, и отношение площади, толщина и шероховатость Ra покрывного слоя, соответственно, заданы, стабильность дуги является превосходной.
Краткое описание чертежей
[0011] На чертежах схематично изображено:
фиг. 1 - электрод с покрытием, согласно данному изобретению, для пояснения одного режима его использования;
фиг. 2 - разрез части электрода из фиг. 1, в увеличенном масштабе;
фиг. 3 - график, иллюстрирующий волновую форму напряжения при выполнении сварки с использованием электрода с покрытием, согласно данному изобретению; и
фиг. 4 - снимок, полученный с помощью растрового электронного микроскопа (увеличение в 400 раз), поверхности электрода с покрытием, при этом масштабная планка внизу справа соответствует 10 мкм, а на снимке белая часть представляет слой покрытия, содержащий соединение Са, и черная часть представляет поверхность электродной проволоки.
Описание вариантов выполнения
[0012] Ниже приводится подробное описание варианта выполнения электрода с покрытием, согласно данному изобретению (называемому в последующем просто электродом), со ссылками на соответствующие чертежи. В данном описании числовые величины с местоимением «до» включаются в названный диапазон. Числовые значения с добавкой «меньше чем», «превышающее», «больше чем», не должны включаться в указанный диапазон. Дополнительно к этому, числовые величины с добавкой «или больше», «или меньше» и т.п. должны включаться в указанный диапазон. Кроме того, мас.% и вес.% являются синонимами.
[0013] Как показано на фиг. 1, в электроде 1, согласно данному изобретению, часть электродной проволоки (стальной электродной проволоки) 2, содержащей Fe (в частности, заданная часть в направлении длины, используемая в качестве металла заполнения), имеет покрытие 3. Частичный разрез электрода 1 показан на фиг. 2 для иллюстрации его внутренней структуры.
Можно использовать любое покрытие 3, если покрытие можно использовать в качестве флюса в дуговой сварке с защитой зоны сварки. Примеры такого покрытия 3 включают: TiO2, SiO2, Al2O3, CaCO3, MgCO3, BaCO3 и т.п. В качестве покрытия 3 может быть выбран и использоваться один вид из указанных выше компонентов, или могут быть выбраны два или больше компонента и использоваться в комбинации.
[0014] Электродная проволока 2 может быть, например, стержнеобразным элементом, имеющим круглое поперечное сечение перпендикулярно продольному направлению, но не ограничивается этим, и можно использовать любую форму, которая подходит для электрода.
[0015] В частности, как определено в JIS Z3200:2005, электрод 1, в котором электродная проволока 2 снабжена покрытием 3, может иметь диаметр 1,6 мм, 2,0 мм, 2,5 мм, 2,6 мм (включая допуск ±0,06 мм диаметра), и длина в этих случаях может составлять от 200 мм до 350 мм (включая допуск ±5 мм длины). Дополнительно к этому, диаметр электрода 1 может быть 3,2 мм, 4,0 мм, 4,5 мм, 5,0 мм, 5,5 мм, 6,0 мм, 6,4 мм, 7,0 мм (включая допуск ±0,10 мм диаметра) и 8,0 мм (включая допуск ±0,1 мм диаметра), и длина в этих случаях может составлять от 275 мм до 450 мм (включая допуск ±5 мм длины.
[0016] В электроде 1, согласно данному изобретению, как показано на фиг. 2, захватываемая часть 5 электродной проволоки 2, удерживаемая электрододержателем 4, покрыта слоем покрытия 6, содержащим соединение Са. Захватываемая часть 5 является частью для удерживания электрододержателем во время сварки.
Дополнительно к этому, как показано на фиг. 1 и 2, в электроде 1, согласно данному изобретению, захватываемая часть 5 не снабжена покрытием 3, и электродная проволока 2, покрытая слоем покрытия 6 открыта в захватываемой части 5. Когда выполняется сварка, захватываемая часть 5 удерживается электрододержателем 4, к нему прикладывается давление, или захватываемая часть 5 подвергается трению для сдирания слоя покрытия 6, покрывающего захватную часть 5, перед использованием. Примерами соединения Са, содержащегося в слое покрытия 6, включает гидроксид кальция, оксид кальция и т.п.
[0017] В данном случае электрододержатель 4 соединен кабелем 7 с источником 8 электроэнергии для сварки. Дополнительно к этому, источник 8 электроэнергии для сварки соединен с базовым металлом (подлежащем сварке металлом) 10 с помощью кабеля 9. Можно использовать любой источник электроэнергии в качестве источника 8 электроэнергии для сварки, если он способен стабильно поддерживать дугу. Ток, генерируемый источником 8 электроэнергии для сварки, может быть постоянным током или переменным током. При выполнении сварки постоянным током, сторона электрода 1 может быть положительной или отрицательной. Величину напряжения и величину тока, подаваемого в электрод 1, можно устанавливать соответственно с учетом толщины базового металла 10 и т.п. Можно использовать коммерчески доступные электрододержатели 4, кабели 7, 9, источник 8 электроэнергии для сварки и т.п.
[0018] В электроде 1, согласно данному изобретению, отношение площади слоя покрытия 6 к захватываемой части 5 составляет 20% или больше, толщина слоя покрытия 6 составляет от 0,5 мкм до 15 мкм, и шероховатость Ra поверхности слоя покрытия 6 равна 1,0 мкм или меньше.
[0019] В целом на стабильность дуги электрода влияет химический состав электродной проволоки. В результате проверки авторами было установлено, что имеется разница в стабильности дуги даже для электродов, изготовленных с использованием электродных проволок, имеющих одинаковый химический состав. Кроме того, в результате исследований с использованием различных электродных проволок авторами было установлено, что свойства слоя покрытия, покрывающего поверхность электродной проволоки, влияют на стабильность дуги.
В соответствии с проведенными авторами испытаниями было установлено, что стабильность дуги может быть значительно улучшена, когда захватываемая часть 5 электродной проволоки 2 покрыта слоем покрытия 6, содержащим соединение Са. Слой покрытия трудно соскребается без внешнего давления, поскольку слой покрытия 6, содержащий соединение Са, фиксирован на поверхности электродной проволоки 2 с помощью подходящий силы фиксации, однако при удерживании электрододержателем 4 во время сварки, слой покрытия 6 в части, находящейся в контакте с электрододержателем 4, соскребается с помощью давления, так что может обеспечиваться проводимость. Дополнительно к этому следует учитывать, что слой покрытия 6, содержащий соединение Са, выполняет задачу предотвращения образования оксидной пленки на захватываемой части 5 электродной проволоки 2. Поэтому слой покрытия 6 пригоден для защиты захватываемой части 5 электродной проволоки 2.
[0020] В электроде 1, согласно данному изобретению, когда отношение площади слоя покрытия 6, т.е. отношение площади слоя покрытия 6, образованного на единице площади захватываемой части 5, составляет 20% или больше, то надежно достигается хорошая стабильность дуги.
С другой стороны, когда отношение площади слоя покрытия меньше 20%, то невозможно предотвращать образование оксидной пленки на захватываемой части 5 электродной проволоки 2, так что стабильность ухудшается. С точки зрения дальнейшего улучшения стабильности дуги, отношение площади слоя покрытия 6 предпочтительно составляет 40% или больше, более предпочтительно 50% или больше и еще более предпочтительно 70% или больше. Дополнительно к этому, можно устанавливать отношение площади слоя покрытия 6 равным 100%, т.е. полностью покрывать всю захватываемую часть 5 слоем покрытия 6.
[0021] Отношение площади слоя покрытия 6 можно измерять следующим образом. А именно, захватываемая часть 5 электродной проволоки 2 анализируется с использованием комбинированного WD/ED электронно-зондового микроанализатора (EPMA) JXA-8200, изготовленного фирмой JEOL Лтд., при ускоряющем напряжении 15 кВ и токе излучения 5×10-10 А (увеличение 400 раз, три поля зрения).
Кроме того, для одного поля зрения 1280×950 пикселей (1216000 пикселей) переводятся в двоичную форму с использованием аналитического программного обеспечения JTrim для вычисления соотношения между черным и белым. За счет перевода в двоичную форму трех полей зрения и вычисления средней величины отношения белого из результата измерения, можно получать отношение площади слоя покрытия 6.
[0022] Кроме того, степень трудности соскребания изменяется в зависимости от толщины слоя покрытия 6. В данном варианте выполнения толщина слоя покрытия 6 предпочтительно составляет от 0,5 мкм до 15 мкм. Таким образом, слой покрытия 6 трудно соскребается до сварки, а когда выполняется сварка, то захватываемая часть 5 удерживается электрододержателем 4 и к ней прикладывается давление, так что слой покрытия соскребается. С другой стороны, когда толщина слоя покрытия 6 превышает 15 мкм, то соскребание во время сварки затруднено. С точки зрения дальнейшего улучшения стабильности дуги, толщина слоя покрытия 6 составляет более предпочтительно 12 мкм или меньше. Дополнительно к этому, когда толщина слоя покрытия 6 меньше 0,5 мкм, то слой покрытия легко соскребается, так что слой покрытия 6 может соскребаться с захватываемой части 5 за счет ударов или т.п. при транспортировке. Кроме того, когда толщина слоя покрытия 6 меньше 0,5 мкм, то действие предотвращения образования оксидной пленки на захватываемой части 5 электродной проволоки 2 является не достаточным. С точки зрения получения более достаточного действия, толщина слоя покрытия 6 более предпочтительно составляет 0,7 мкм или больше, еще более предпочтительно 1 мкм или больше.
[0023] Толщину слоя покрытия 6 можно измерять следующим образом: слой покрытия 6 заделывается в смолу, так что поперечное сечение, перпендикулярное продольному направлению электродной проволоки 2, служит в качестве поверхности наблюдения, и поперечное сечение электродной проволоки 2 рассматривается с помощью сканирующего электронного микроскопа (SEM) (увеличение 1000 раз, и изображение с помощью электронов обратного рассеяния (BSE)); и толщина слоя покрытия 6 измеряется в трех местах, и вычисляется его средняя толщина.
[0024] Кроме того, степень трудности соскребания зависит от шероховатости слоя покрытия 6. Когда шероховатость поверхности (арифметическая средняя шероховатость) Ra слоя покрытия 6 составляет 1,0 мкм или меньше, то при выполнении сварки захватываемая часть 5 удерживается электрододержателем 4 и к ней прикладывается давление, так что слой покрытия 6 может легко соскребаться. С другой стороны, когда шероховатость Ra поверхности слоя покрытия 6 превышает 1,0 мкм, то соскребание во время сварки затруднено. Более низкая шероховатость Ra поверхности предпочтительна, и нижний предел ее не определен, однако практический нижний предел составляет примерно 0,05 мкм. Шероховатость Ra поверхности слоя покрытия 6 можно измерять с использованием устройства, отвечающего требованиям JIS B 0601:2001.
[0025] (Предпочтительный вариант выполнения электрода)
В предпочтительном варианте выполнения электрода 1, согласно данному изобретению, содержание Са в слое покрытия, измеренное с помощью энергодисперсионной рентгеновской спектроскопии, составляет от 15 мас.% до 40 мас.%, содержание С в слое покрытия, измеренное с помощью энергодисперсионной рентгеновской спектроскопии, составляет от 5 мас.% до 25 мас.%, содержание О в слое покрытия, измеренное с помощью энергодисперсионной рентгеновской спектроскопии, составляет от 30 мас.% до 70 мас.%, и содержание К в слое покрытия, измеренное с помощью энергодисперсионной рентгеновской спектроскопии, составляет от 1 мас.% до 8 мас.%. Когда слой покрытия 6 содержит Са, С, О и К внутри соответствующих диапазонов, указанных выше, то гибкость и соскребаемость слоя покрытия 6 является хорошей, и действие предотвращения образования оксидной пленки на захватываемой части электродной проволоки улучшается, так что дополнительно улучшается стабильность дуги.
[0026] Анализ с помощью энергодисперсионной рентгеновской спектроскопии можно выполнять следующим образом. Например, при использовании комбинированного WD/ED прибора EPMA JXA-8200 фирмы JEOL Лтд., в поле увеличения в 400 раз выбираются три прямоугольных места размером 10 мкм на 10 мкм в захватываемой части 5, и выполняется измерение EDX. Количественный анализ EDX можно выполнять с помощью чисто стандартного способа. Концентрация (содержание) каждого элемента вычисляется из отношения интенсивности между стандартным образцом и фактическим образцом. За счет выполнения измерения в трех указанных выше местах и вычисления средней величины, можно с помощью EDX определять содержание Са, С, О и К в слое покрытия 6.
[0027] Способ изготовления
Электрод 1, согласно данному изобретению, может быть изготовлен с помощью обычного оборудования в обычных условиях изготовления электрода. Электрод 1, согласно данному изобретению, может быть изготовлен, например, следующим образом.
Сначала изготавливаются проволочные стержни или заготовки, содержащие Fe, с помощью обычного оборудования и при обычных условиях. Затем они подвергаются экструзии и вытяжке для изготовления электродной проволоки 2.
В качестве варианта выполнения способа изготовления, его примеры включают случай использования смазки, содержащей гидроксид кальция в качестве основного компонента (70 мас.% или больше). Количество смазки для покрытия может быть от 0,5 мг/см2 до 1,0 мг/см2. Скорость протягивания может составлять от 300 м/мин до 770 м/мин. Температура электродной проволоки 2 во время протягивания может быть от 100°С до 120°С. Эти условия протягивания приведены лишь в качестве примера, и данный вариант выполнения не ограничивается этими условиями.
После покрытия таким образом захватываемой части 5 электродной проволоки 2 слоем покрытия 6, осуществляется регулирование отношения площади, толщины и шероховатости Ra поверхности слоя покрытия 6 внутри соответствующих указанных выше диапазонов. Это регулирование можно выполнять, например, с использованием механического окалиноснимателя для удаления окалины.
После этого, посредством нанесения покрытия 3 на часть, предназначенную в качестве наполнительного металла, может быть изготовлен электрод 1, согласно данному варианту выполнения.
Примеры
[0028] Ниже приводится подробное описание данного изобретения со ссылками на примеры, которые обеспечивают эффекты данного изобретения, и на сравнительные примеры, которые не создают этих эффектов.
Проволочный стержень, имеющий компоненты, приведенные в таблице 1, был изготовлен с помощью обычного оборудования при обычных условиях. Затем проволочный стержень был подвергнут вытягиванию с использованием смазки, имеющей компоненты, приведенные в таблице 2, для изготовления электродной проволоки, имеющей диаметр 3,2 мм и длину 350 мм. Затем с использованием механического снимателя окалины, слой покрытия, содержащий соединение Са, был подвергнут обработке посредством изменения различных условий, и был изготовлен электрод с покрытием, включающий слой покрытия с отношением площади (в %), толщиной (в мкм) и шероховатостью Ra поверхности (в мкм), приведенных под № 1-20 в таблице 3. Отношение площади, толщина и шероховатость поверхности покрывного слоя, содержащего соединение Са, измерялись, соответственно, указанным ниже образом.
[0029] Таблица 1
[0030] Таблица 2
[0031] (1) Отношение площади покрывного слоя
Отношение площади покрывного слоя, содержащего соединение Са, к захватываемой части измерялось с помощью комбинированного WD/ED электронно-зондового микроанализатора (EPMA) JXA-8200, изготовленного фирмой JEOL Лтд., при ускоряющем напряжении 15 кВ и токе излучения 5×10-10 А (увеличение 400 раз, три поля зрения). Кроме того, для одного поля зрения 1280×950 пикселей (1216000 пикселей) переводятся в двоичную форму с использованием аналитического программного обеспечения JTrim для вычисления соотношения между черным и белым. Что касается перевода в двоичную форму, то пороговое значение было установлено равным 128. За счет перевода в двоичную форму трех полей зрения и вычисления средней величины отношения белого из результата измерения, было получено отношение площади слоя покрытия 6.
[0032] (2) Толщина покрывного слоя
Толщина покрывного слоя, содержащего соединение Са, измерялась следующим образом: слой покрытия заделывается в смолу, так что поперечное сечение, перпендикулярное продольному направлению электродной проволоки, служит в качестве поверхности наблюдения, и поперечное сечение электродной проволоки рассматривается с помощью сканирующего электронного микроскопа (SEM) (увеличение 1000 раз, и изображение с помощью электронов обратного рассеяния (BSE)); и толщина слоя покрытия измеряется в трех местах, и вычисляется его средняя толщина.
[0033] (3) Шероховатость поверхности покрывного слоя
Шероховатость Ra поверхности покрывного слоя, содержащего соединение Са, измерялась с использованием устройства, отвечающего требованиям JIS B 0601:2001.
[0034] (4) Стабильность дуги
Дуговая сварка с защитой зоны сварки была выполнена с использованием изготовленных электродов № 1-20 при указанных ниже условиях, и оценивалась стабильность дуги.
[0035] Условия сварки
Положение сварки: валик внизу на пластине
Диаметр электрода с покрытием: 4,0 мм
Величина тока: 160 А (цель)
Напряжение: 25 В (цель)
Толщина базового металла: 12 мм
[0036] Оценка стабильности дуги
Стабильность дуги оценивалась посредством наблюдения волновой формы напряжения и подсчета количества быстрых падений напряжения, возникающих в течение 30 с. Быстрое падение напряжения означает падение напряжения на 5 В или больше относительно среднего напряжения. На фиг. 3 толстая сплошная линия, обозначенная символом  , является волновой формой напряжения, в которой не возникают быстрые падения напряжения, а тонкая сплошная линия, обозначенная символом
, является волновой формой напряжения, в которой не возникают быстрые падения напряжения, а тонкая сплошная линия, обозначенная символом  , является примером волновой формы напряжения, в которой происходят быстрые падения напряжения. Как показано на фиг. 3, в примере, представленном тонкой линией, обозначенной символом , быстрое падение напряжения происходит в положении примерно 14 с и в положении примерно 22 с. Измерение напряжения осуществлялось с использованием NR 2000 и NR 2010 фирмы Keyence Corporation. В качестве программного обеспечения сбора данных использовалась программа WAVE SHOT!2000 (версия 1.08, установка по умолчанию).
, является примером волновой формы напряжения, в которой происходят быстрые падения напряжения. Как показано на фиг. 3, в примере, представленном тонкой линией, обозначенной символом , быстрое падение напряжения происходит в положении примерно 14 с и в положении примерно 22 с. Измерение напряжения осуществлялось с использованием NR 2000 и NR 2010 фирмы Keyence Corporation. В качестве программного обеспечения сбора данных использовалась программа WAVE SHOT!2000 (версия 1.08, установка по умолчанию).
[0037] Стабильность дуги оценивалась следующим образом.
А: Количество быстрых падений напряжения, происходящих в течение 30 с, превышает 1 раз и составляет 1 или меньше.
АА: Количество быстрых падений напряжения, происходящих в течение 30 с, превышает 0 и составляет 0,5
или меньше.
ААА: Количество быстрых падений напряжения, происходящих в течение 30 с, составляет 0 (количество быстрых падений напряжения равно три раза во всех трех сварках).
В: Количество быстрых падений напряжения, происходящих в течение 30 с, превышает 1 раз.
Количество падений напряжения вычислялось посредством усреднения результатов сварки три раза для каждого образца. Результаты оценки стабильности дуги приведены в таблице 3.
[0038] (5) Анализ элементов в слое покрытия
Дополнительно был проведен анализ элементов в слое покрытия следующим образом.
С использованием комбинированного WD/ED электронно зондового микроанализатора (EPMA) JXA-8200, изготовленного фирмой JEOL Лтд., в поле увеличения в 400 раз были выбраны три прямоугольных места размером 10 мкм на 10 мкм в захватываемой части 5, и выполнялось измерение EDX. Количественный анализ EDX выполнялся с помощью чисто стандартного способа. Содержание каждого элемента вычислялось из отношения интенсивности между стандартным образцом и фактическим образцом. За счет выполнения измерения в трех указанных выше местах и вычисления средней величины, с помощью EDX определялось содержание (в мас.%) Са, С, О и К в слое покрытия. В таблице 3, примеры, в которых содержание Са составляло от 15 мас.% до 40 мас.%, содержание С составляло от 5 мас.% до 25 мас.%, содержание О составляло от 30 мас.% до 70 мас.%, и содержание К составляло от 1 мас.% до 8 мас.%, обозначены символом  , и не попадающие в указанные диапазоны обозначены символом
, и не попадающие в указанные диапазоны обозначены символом  .
.
[0039] Таблица 3
поверхности,
в мкм

[0040] Как показано в таблице 3, подтверждается, что электроды № 1-16, согласно данному изобретению, имеют превосходную стабильность дуги. В частности, электроды № 1-11, в которых содержание Са, С, О и К соответствуют указанным требованиям, имеют тенденцию к лучшей стабильности дуги. На фиг. 4 показано изображение SEM (увеличение 400 раз) поверхности электрода с покрытием № 1.
[0041] Результаты оценки электродов № 17-20 в качестве сравнительных электродов приведены в таблице 3.
В частности, электрод № 17 имел плохую стабильность дуги, поскольку слой покрытия, содержащий Са, был слишком тонким.
Электрод № 18 имел плохую стабильность дуги, поскольку отношение площади покрывного слоя, содержащего Са, было слишком малым.
Электрод № 19 имел плохую стабильность дуги, поскольку шероховатость поверхности покрывного слоя, содержащего Са, была слишком большой.
Электрод № 20 имел плохую стабильность дуги, поскольку толщина покрывного слоя, содержащего Са, была слишком большой.
[0042] Хотя подробное описание данного изобретения было приведено на основании специальных вариантов выполнения, для специалистов в данной области техники понятно, что возможны различные изменения и модификации без отхода от идеи и объема изобретения. Данная заявка основывается на заявке на патент Японии № 2016-148388, поданной 28 июля 2016, полное содержание которой включается в данное описание.
[0043] Перечень позиций
1 Электрод (электрод с покрытием)
2 Электродная проволока
3 Покрытие
4 Электрододержатель
5 Захватываемая часть
6 Слой покрытия
| название | год | авторы | номер документа |
|---|---|---|---|
| ПОКРЫТЫЙ ЭЛЕКТРОД ДЛЯ ДУГОВОЙ СВАРКИ И СПОСОБ ДУГОВОЙ СВАРКИ ПОКРЫТЫМ ЭЛЕКТРОДОМ | 2019 |
|
RU2764624C1 |
| ЭЛЕКТРОД ДЛЯ ПРИМЕНЕНИЯ ПРИ ПОЛУЧЕНИИ ВОДОРОДА (ВАРИАНТЫ) И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ (ВАРИАНТЫ) | 2003 |
|
RU2268324C2 |
| Способ многопроходной сварки стальных конструкций, металлизированных алюминием | 1989 |
|
SU1636161A1 |
| СПОСОБ ПОЛУЧЕНИЯ ПРОБ НАПЛАВЛЯЕМОГО МЕТАЛЛА | 2018 |
|
RU2710145C1 |
| ЭЛЕКТРОДНАЯ ПРОВОЛОКА С ПЕРОВСКИТНЫМ ПОКРЫТИЕМ | 2009 |
|
RU2499656C2 |
| ПРОВОЛОЧНЫЙ ЭЛЕКТРОД ДЛЯ ЭЛЕКТРОЭРОЗИОННОЙ РЕЗКИ И СПОСОБ ПОЛУЧЕНИЯ ТАКОГО ПРОВОЛОЧНОГО ЭЛЕКТРОДА | 2020 |
|
RU2810276C2 |
| КОМПОЗИЦИОННАЯ ПРОВОЛОКА ДЛЯ ДУГОВОЙ СВАРКИ И НАПЛАВКИ | 2011 |
|
RU2478029C2 |
| Состав сварочного материала для сварки стальных конструкций,металлизированных слоем алюминия | 1983 |
|
SU1113231A1 |
| СПОСОБ ЛЕГИРОВАНИЯ СВАРНОГО ШВА ПРИ ДУГОВОЙ СВАРКЕ В СРЕДЕ УГЛЕКИСЛОГО ГАЗА | 2012 |
|
RU2492979C1 |
| Состав электродного покрытия | 1985 |
|
SU1260159A1 |
Изобретение относится к покрытому стержневому электроду для дуговой сварки. Часть электродной проволоки электрода, содержащей Fe, покрыта покрывным агентом. Захватываемая часть электродной проволоки, удерживаемая держателем электрода, покрыта слоем покрытия, содержащим соединение Са. Отношение площади слоя покрытия к захватываемой части составляет 20% или больше. Слой упомянутого покрытия имеет толщину 0,5-15 мкм и имеет шероховатость Ra поверхности 1 мкм или меньше. Сварочный электрод для дуговой сварки имеет превосходную стабильность дуги. 1 з.п. ф-лы, 4 ил., 3 табл.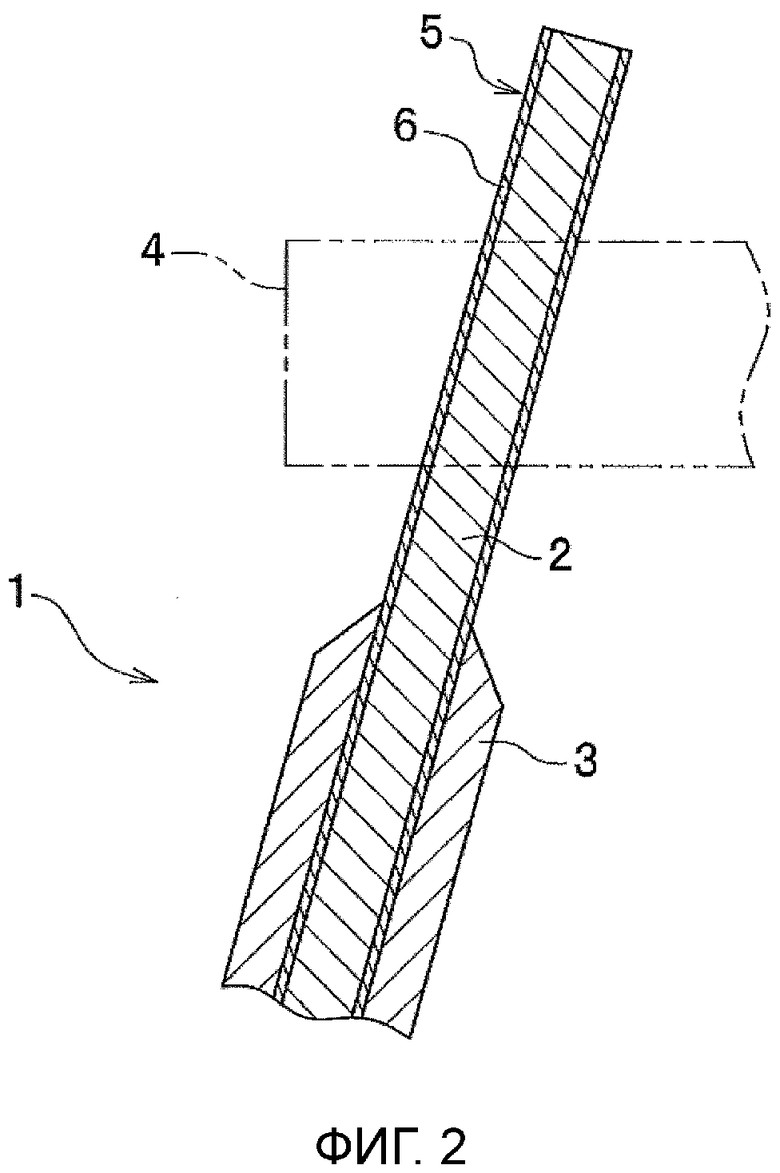
1. Электрод с покрытием, содержащий электродную проволоку, всключающую Fe, и покрытие, которым покрыта часть электродной проволоки, при этом
захватываемая часть электродной проволоки, удерживаемая держателем электрода, покрыта слоем покрытия, содержащим соединение Са;
отношение площади слоя покрытия к захватываемой части составляет 20% или больше;
слой покрытия имеет толщину от 0,5 до 15 мкм и имеет шероховатость Ra поверхности 1 мкм или меньше.
2. Электрод с покрытием по п. 1, в котором:
содержание Са в слое покрытия, измеренное с помощью энергодисперсионной рентгеновской спектроскопии, составляет от 15 до 40 мас.%;
содержание С в слое покрытия, измеренное с помощью энергодисперсионной рентгеновской спектроскопии, составляет от 5 до 25 мас.%;
содержание О в слое покрытия, измеренное с помощью энергодисперсионной рентгеновской спектроскопии, составляет от 30 до 70 мас.%; и
содержание К в слое покрытия, измеренное с помощью энергодисперсионной рентгеновской спектроскопии, составляет от 1 до 8 мас.%.
| JP 2002321091 A, 05.11.2002 | |||
| JPH 10263879 A, 06.10.1998 | |||
| RU 2009137576 А, 20.04.2011 | |||
| СОСТАВ ЭЛЕКТРОДНОГО ПОКРЫТИЯ | 1992 |
|
RU2049636C1 |
| Состав электродного покрытия и способ изготовления обмазочной массы для покрытия сварочных электродов | 1980 |
|
SU967753A1 |

