Данное изобретение касается способа изготовления плоскозвенной шарнирной цепи согласно признакам ограничительной части независимого пункта 1 формулы изобретения.
Рассматриваемые шарнирные пластинчатые цепи используются, в частности, в горной промышленности, и, в частности, в подземной добыче ископаемых. От них требуется большая прочность, чтобы передавать энергию движения на добычные установки, например, в качестве тяговой цепи струга или же в качестве рабочей цепи. В таких цепных приводах цепи приводятся в действие посредством цепных шестерен, в частности, в верхней ветви и в нижней ветви.
Для этого указанные шарнирные пластинчатые цепи состоят из горизонтальных звеньев, которые в смонтированном состоянии проходят, по существу, горизонтально, и вертикальных звеньев, которые в смонтированном состоянии проходят ориентированными, по существу, вертикально. Эти горизонтальные и вертикальные звенья, каждое само по себе, выполнены, в частности, как звенья круговой цепи. Для этого каждое из них имеет концы, соединенные посредством соответствующих закруглений. В этих закруглениях указанные горизонтальные и вертикальные звенья цепи соответственно входят одно в другое. Во время их использования эти цепи наряду с подлежащим передаче растягивающим усилием испытывают, в частности, и абразивный износ.
Например, из DE 39 30 842 A1 известна цепь, у которой вертикальное звено уменьшено по высоте, а горизонтальное звено - по ширине.
Из GB 605,645 известен способ изготовления, при котором фасонный пруток осаживается в осевом направлении, так что области будущих закруглений имеют увеличенное поперечное сечение. Недостатком здесь является то, что сначала требуется электрический нагрев. Далее, получающиеся сами собой переходные участки между осаженными и не осаженными между расширенными в радиальном направлении и не расширенным поперечным сечением могут привести к образованию поверхностей произвольной формы, на которые невозможно оказывать влияние методами пластической деформации.
Из FR 1 090 302 известен способ изготовления, при котором изготовляют U-образную заготовку звена цепи методами ковки.
Задача данного изобретения заключается в разработке способа изготовления, которым может быть экономично получена высокоэффективная плоскозвенная шарнирная цепь с большой свободой формообразования.
Вышеназванная задача решается согласно изобретению посредством способа изготовления шарнирной пластинчатой цепи с признаками независимого пункта 1 формулы изобретения.
Предпочтительные варианты выполнения данного изобретения описаны в зависимых пунктах формулы изобретения.
С помощью предлагаемого изобретением способа изготовляют шарнирную пластинчатую цепь, в частности, рабочую цепь, соответственно, плоскозвенную шарнирную цепь предпочтительно для использования при подземных разработках. Отдельные звенья цепи изготовлены из стального материала. Эти звенья цепи выполнены как горизонтальные звенья и как вертикальные звенья. Каждое горизонтальное звено и каждое вертикальное звено имеет проходящие параллельно друг другу боковые элементы (полки), которые с концевой стороны соединены друг с другом посредством закруглений. Каждый боковой элемент (полка) имеет меньшую площадь поперечного сечения, чем площадь поперечного сечения закругления.
Предлагаемый изобретением способ изготовления такого звена цепи предусматривает следующие этапы:
- предоставление фасонного прутка, причем площадь поперечного сечения фасонного прутка меньше, чем номинальный диаметр изготовляемого звена цепи,
- укладку фасонного прутка в высадочный штамп и аксиальное обжатие при увеличении площади поперечного сечения по меньшей мере на отдельных продольных участках, причем площадь поперечного сечения увеличивается в области, где позже будут закругления,
- извлечение обжатой заготовки звена цепи и преобразование (пластическое деформирование) в звено цепи, а также сваривание торцевых концов преобразованной (пластически деформированной) в звено цепи заготовки этого звена цепи.
С помощью предлагаемого изобретением способа может быть изготовлено по меньшей мере одно звено цепи, следовательно каждое второе звено этой шарнирной пластинчатой цепи. Например, это может быть вертикальное звено или горизонтальное звено. С помощью предлагаемого изобретением способа могут быть также изготовлены как вертикальное звено, так и горизонтальное звено.
Под номинальным диаметром следует понимать диаметр в закруглении.
В качестве существенного для изобретения преимущества следует усматривать улучшенную свободу формообразования, поскольку как площадь поперечного сечения изготовляемых позднее закруглений, так и площадь поперечного сечения изготовляемых позднее боковых элементов могут быть изготовлены индивидуально, т.е. с высокими степенями свободы формообразования. Благодаря тому, что на продольных участках изготовленного звена цепи с меньшей площадью поперечного сечения не требуется снимать материал, то расход материала на изготовление каждого звена цепи будет меньше.
Высадочный штамп при этом может представлять собой согласно изобретению комбинацию инструмента пластической деформации и высадочного штампа. Фасонный пруток имеет длину, которая больше, чем длина по периметру изготовляемого позднее звена цепи.
Фасонный пруток выполнен, в частности, массивным и особенно предпочтительно из стального материала, наиболее предпочтительно из поддающегося закалке стального материала. Фасонный пруток может иметь круглое поперечное сечение. Однако, особенно предпочтительно, если он имеет поперечное сечение, отличное от круглого. Например, это прямоугольное поперечное сечение со скругленными углами.
Такой подготовленный фасонный пруток вставляется в высадочный штамп. В случае использования комбинации из инструмента пластической деформации и высадочного штампа контур поперечного сечения фасонного прутка пластически деформируется уже при запирании высадочного штампа. Высадочный штамп имеет верхний инструмент и нижний инструмент, так что при запертом высадочном штампе между верхним инструментом и нижним инструментом имеется замкнутая в поперечном сечении оформляющая полость формы с различной площадью поперечного сечения в продольном направлении этой оформляющей полости формы. По меньшей мере с одной стороны, предпочтительно с обеих сторон затем выполняется движение обжатия, в частности, посредством соответствующего пуансона. Это движение обжатия выполняется в осевом направлении фасонного прутка. При этом обжимаемый материал фасонного прутка течет в пространство с большей площадью поперечного сечения. После завершения процесса обжатия из обжатого и пластически деформированного фасонного прутка получается заготовка звена цепи. Длина этой заготовки звена цепи, по существу, соответствует длине по периметру изготовляемого звена цепи. По меньшей мере один продольный участок, предпочтительно два продольных участка этой заготовки звена цепи имеют увеличенную площадь поперечного сечения. Эти два продольных участка соответствуют изготавливаемым позднее закруглениям звеньев цепи.
Указанная заготовка звена цепи затем извлекается из высадочного штампа и пластически деформируется в звено цепи, в частности, в вертикальное звено, соответственно, в горизонтальное звено. Два конца, в частности, торцевые стороны этих концов посредством формовочного процесса толчками прижимаются друг к другу и привариваются. Для этого может осуществляться, например, лазерная сварка или же контактная сварка. В качестве альтернативы может применяться сварка при нагреве трением.
Продольные участки с увеличенной площадью поперечного сечения образуют закругления звена цепи. Продольные участки с меньшей площадью поперечного сечения образуют боковые элементы звена.
Площадь поперечного сечения изготовленных боковых элементов при этом предпочтительно соответствует площади поперечного сечения фасонного прутка. Контур поперечного сечения изготовленных боковых элементов может соответствовать контуру поперечного сечения фасонного прутка. Однако, контур поперечного сечения изготовленного бокового элемента может также изменяться вследствие формовочного (деформационного) процесса заготовки звена цепи в звено цепи и/или вследствие формовочного процесса фасонного прутка в заготовку звена цепи.
В частности, площадь поперечного сечения может увеличиваться, так что она будет отличаться от площади поперечного сечения предоставленного фасонного прутка. Однако, это увеличение площади поперечного сечения на продольных участках изготовляемого закругления относительно велико по сравнению с увеличением площади поперечного сечения в области боковых элементов.
Далее, особенно предпочтительно обжимать фасонный пруток в горячем состоянии. Особенно предпочтительно также проводить формование (деформирование) заготовки звена цепи в соответствующее звено цепи в горячем состоянии. Опционально можно, далее, такое пластически деформированное и заваренное звено цепи подвергать термообработке.
Возможно также, что обжатие осуществляется в холодном состоянии, соответственно, при комнатной температуре.
С помощью предлагаемого изобретением способа возможно, далее, что такая увеличенная площадь поперечного сечения будет одинаковой вдоль указанного продольного участка. За счет этого можно, в частности, при одинаковой увеличенной площади поперечного сечения создать в будущем звене цепи закругление, которое по ходу этого закругления будет иметь одинаковую площадь поперечного сечения.
Далее, возможно также, что увеличенная площадь поперечного сечения варьируется вдоль указанного продольного участка. В случае варьируемой за счет обжатия увеличенной площади поперечного сечения можно изготовлять закругление, которое по ходу этого закругления тоже будет иметь варьирующуюся площадь поперечного сечения. Благодаря этому в свою очередь значительно расширяется возможность формообразования для изготовляемого звена цепи по сравнению со способами, известными из уровня техники. В частности, площадь поперечного сечения закругления может быть изготовлена оптимально с точки зрения снижения веса и передачи усилия.
Далее, особенно предпочтительно между соответствующим продольным участком с остающейся одинаковой площадью поперечного сечения и продольным участком с увеличенной площадью поперечного сечения выполнять переходный участок. Этот переходный участок затем в изготовленном звене цепи представляет собой переходный участок между боковым элементом и закруглением.
Заготовка звена цепи, выполняется, в частности, как симметричное тело вращения. Чтобы на изготовленном звене цепи не получилось волнообразного, соответственно, ступенчатого перехода, в частности, на проходящем по внешнему периметру крае, деформационная обработка заготовки звена цепи с получением звена цепи происходит таким образом, что изготовляемый боковой элемент и переходная область отжимаются наружу в радиальном направлении проходящего по периметру края этого звена цепи. Гладкий не означает ровный или плоский. Более того, в рамках данного изобретения это означает, что на проходящем по периметру краю звена цепи не образуется никакого ступенчатого заплечика и/или буртика.
Заготовка звена цепи альтернативно изготовляется с помощью процесса обжатия как симметричное тело вращения.
Ниже в качестве примера описывается изготовленная с помощью предлагаемого изобретением способа шарнирная пластинчатая цепь.
Такая шарнирная пластинчатая цепь используется, в частности, в подъемно-транспортной технике и наиболее предпочтительно в горной промышленности, в частности, в подземной добыче ископаемых. Отдельные звенья цепей изготовлены из стального материала, и такая шарнирная пластинчатая цепь в качестве звеньев цепи содержит горизонтальные звенья и вертикальные звенья. Каждое горизонтальное звено и каждое вертикальное звено имеет проходящие соответственно параллельно друг другу боковые элементы, причем боковые элементы с концевой стороны соединены друг с другом через закругление.
Каждый боковой элемент имеет площадь поперечного сечения, которая меньше, чем площадь поперечного сечения каждого закругления. Это справедливо как для горизонтальных звеньев, так и для вертикальных звеньев.
Согласно изобретению такая шарнирная пластинчатая цепь характеризуется тем, что поперечное сечение каждого из боковых элементов горизонтального звена имеет меньшую ширину, при одинаковой или уменьшенной высоте, по сравнению с поперечным сечением закругления, и, далее, что площадь поперечного сечения каждого из боковых элементов вертикального звена имеет меньшую высоту, при одинаковой или уменьшенной ширине, по сравнению с площадью поперечного сечения закругления вертикального звена.
Благодаря тому, что площадь поперечного сечения боковых элементов уменьшена по сравнению с закруглением, реализуется прежде всего то, что изготовленная шарнирная пластинчатая цепь получается легче, чем сравнимая шарнирная пластинчатая цепь с одинаковой площадью поперечного сечения у боковых элементов и закругления. Уменьшенная площадь поперечного сечения может быть выполнена также в боковых элементах только одного звена цепи - либо горизонтального звена, либо вертикального звена.
Уменьшение поперечного сечения в боковых элементах не сказывается на подлежащем передаче растягивающем усилии. Следовательно, за счет площади поперечного сечения закругления возможна передача полного растягивающего усилия. Износ, возникающий в рабочем режиме этой шарнирной пластинчатой цепи, снижается вследствие небольшого собственного веса этой шарнирной пластинчатой цепи. Благодаря небольшим площадям поперечного сечения, в частности, в области боковых элементов, может одновременно снижаться расход материала для изготовления этой шарнирной пластинчатой цепи, вследствие чего падают и затраты на материал.
Далее, особенно предпочтительно, если переходная область от площади поперечного сечения бокового элемента к площади поперечного сечения закругления выполнена, начинаясь на конце соответствующего бокового элемента, в частности, начиная от конца соответствующего бокового элемента. Это особенно предпочтительно для горизонтального звена. Переходная область в таком случае предпочтительно на виде сбоку проходит по углу больше 0°, в частности, больше 3°, предпочтительно 4°, особенно предпочтительно более 5° до менее 45°. Например, эта переходная область может проходить лишь по углу от более 0° до менее 35°, в частности, менее 30°, предпочтительно менее 25° и особенно предпочтительно менее 20°. В таком случае отсюда начинается указанное закругление, соответственно, площадь поперечного сечения закругления. Предпочтительно, в частности, у горизонтального звена площадь поперечного сечения на протяжении всего закругления выполнена постоянной.
В частности, у горизонтального звена переходная область образована как упор для скребка, например, скребка скребкового конвейера.
Для того чтобы шарнирная пластинчатая цепь могла проходить через направляющие устройства, в частности, по цепным шестерням, предпочтительно внешняя окружность поперечного сечения бокового элемента лежит во внешней окружности поперечного сечения закругления.
Далее, предпочтительно по абсолютному значению высота горизонтального звена больше высоты вертикального звена. Высота горизонтального звена при этом измерена в горизонтальном направлении, а высота вертикального звена - в вертикальном направлении. Указание высоты и ширины в каждом случае касаются звена цепи не во встроенном положении.
Далее, предпочтительно поверхность поперечного сечения соответствующего бокового элемента отличается от круглого контура. В частности, это касается поперечного сечения бокового элемента вертикального звена, как и поперечного сечения бокового элемента горизонтального звена. Особенно предпочтительно использовать здесь, по существу, прямоугольную конфигурацию поперечного сечения со скругленными углами. Особенно предпочтительно, если соответствующая внешняя сторона бокового элемента в поперечном сечении скруглена, в частности, следует контуру закругления в поперечном сечении.
Далее, особенно предпочтительно выполнять контур поперечного сечения бокового элемента горизонтального звена плоским с внутренней стороны. Предпочтительно также и боковые стороны в поперечном сечении выполнены плоскими. Соответствующие угловые переходы выполнены скругленными. В порядке альтернативы возможно, что боковые стороны образованы из двух частей в виде проходящих под углом друг к другу плоскостей.
Контур поперечного сечения бокового элемента вертикального звена выполнен, в частности, прямоугольным. По отношению к вертикальному направлению во встроенном положении вертикального звена длинная сторона прямоугольника проходит в горизонтальном направлении, а короткая сторона - в вертикальном направлении. Соответствующие угловые переходы здесь тоже предпочтительно выполнены скругленными.
Далее, особенно предпочтительно может варьироваться сама площадь поперечного сечения закругления вдоль этого закругления. В частности, это выполняется у вертикального звена. По ходу закругления получается, таким образом, варьирующаяся площадь поперечного сечения.
Особенно предпочтительно выполнять это таким образом, что соответствующая площадь поперечного сечения увеличивается от средней плоскости, если смотреть на виде сбоку закругления, вплоть до угла, составляющего между 45° и 80°. При достижении максимального прироста площади поперечного сечения в вышеуказанном угловом диапазоне площадь поперечного сечения затем снова уменьшается к боковому элементу, соответственно, к переходной области. В частности, при этом реализуется конструктивное исполнение вертикального звена, оптимальное при изменении направления и передаче усилия на зубчатое колесо.
Другие преимущества, признаки и свойства данного изобретения являются предметом нижеследующего описания. Предпочтительные варианты выполнения представлены на прилагаемых чертежах. Они служат лучшему пониманию данного изобретения.
На чертежах показано следующее:
Фиг.1 часть шарнирной пластинчатой цепи с горизонтальным звеном на виде сбоку и вертикальным звеном на виде сверху,
Фиг.2 вид по Фиг.1 с вертикальным звеном на виде сбоку и горизонтальным звеном на виде сверху,
Фиг.3 вид в разрезе горизонтального звена по линии A-A с Фиг.1 и
Фиг.4 вид в разрезе по линии B-B с Фиг.2,
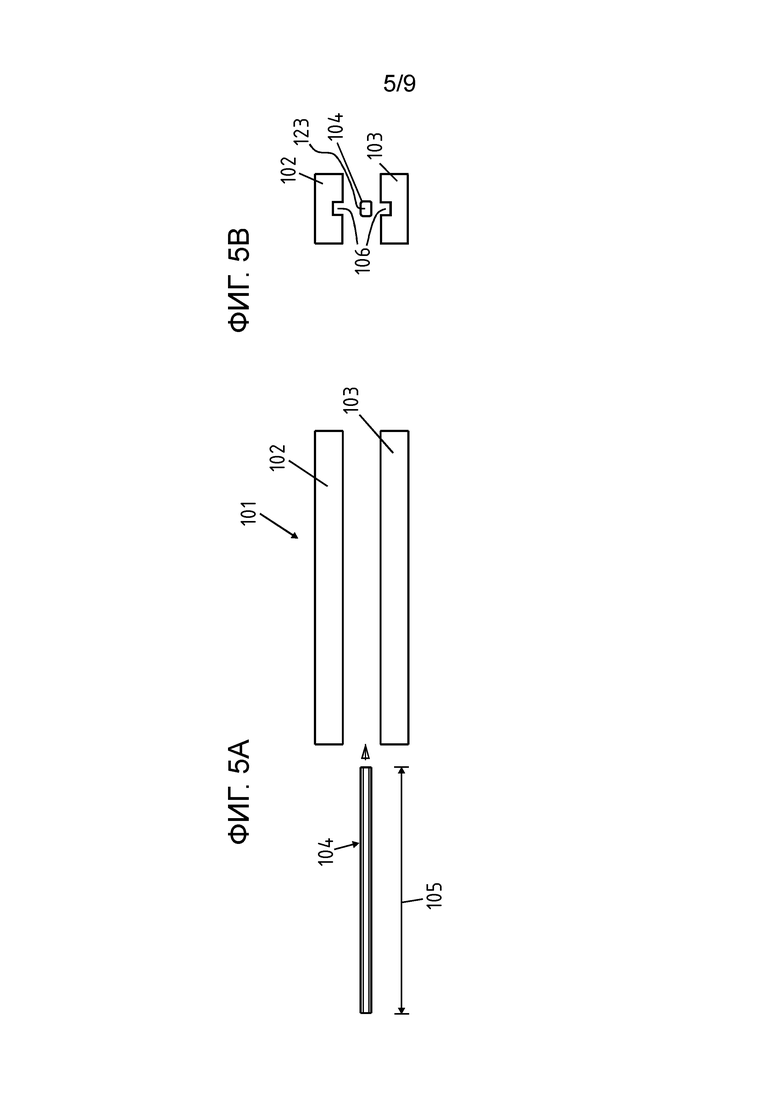
Фиг.5A и Фиг.5B предлагаемый изобретением высадочный штамп, вид сбоку и вид с торца,
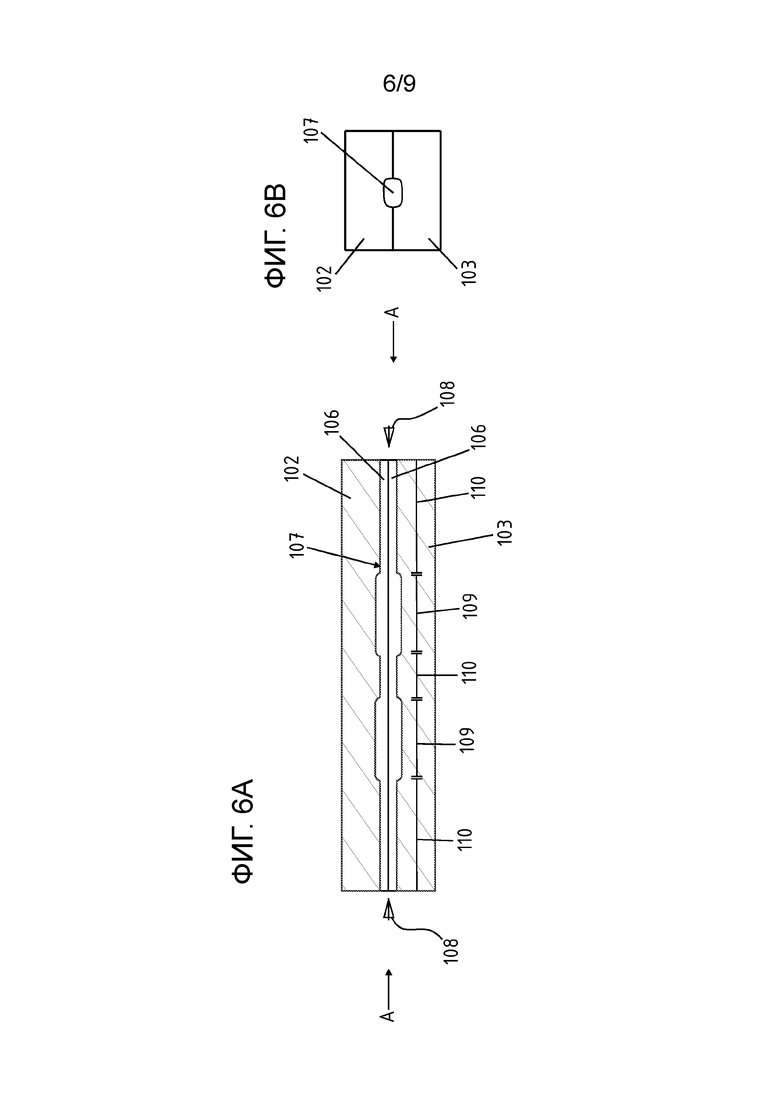
Фиг.6A и Фиг.6B предлагаемый изобретением высадочный штамп в запертом состоянии,
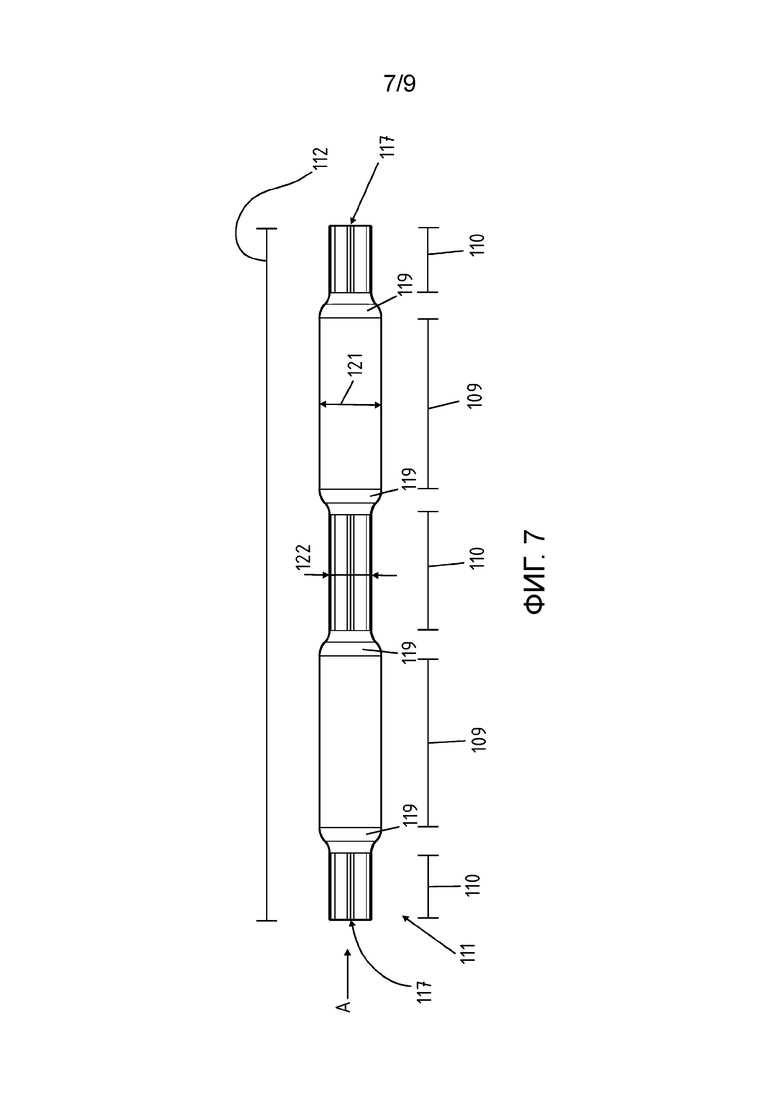
Фиг.7 заготовка звена цепи на виде сверху,
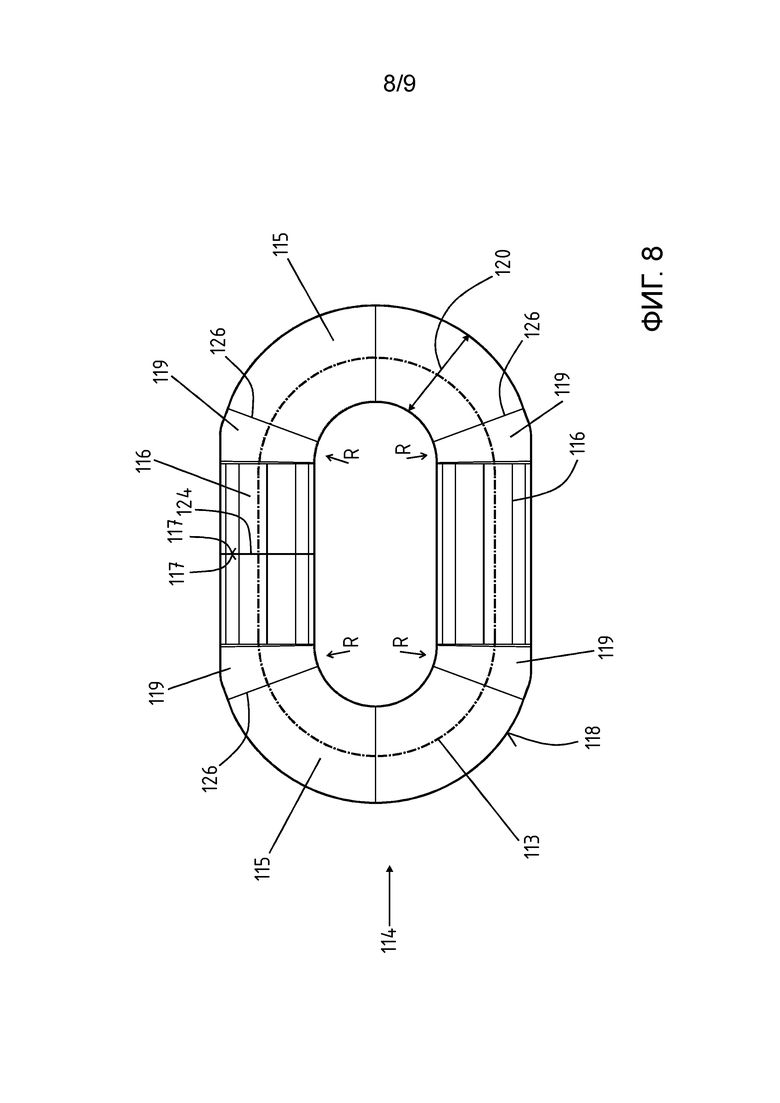
Фиг.8 изготовленное из нее звено цепи, вид сбоку,
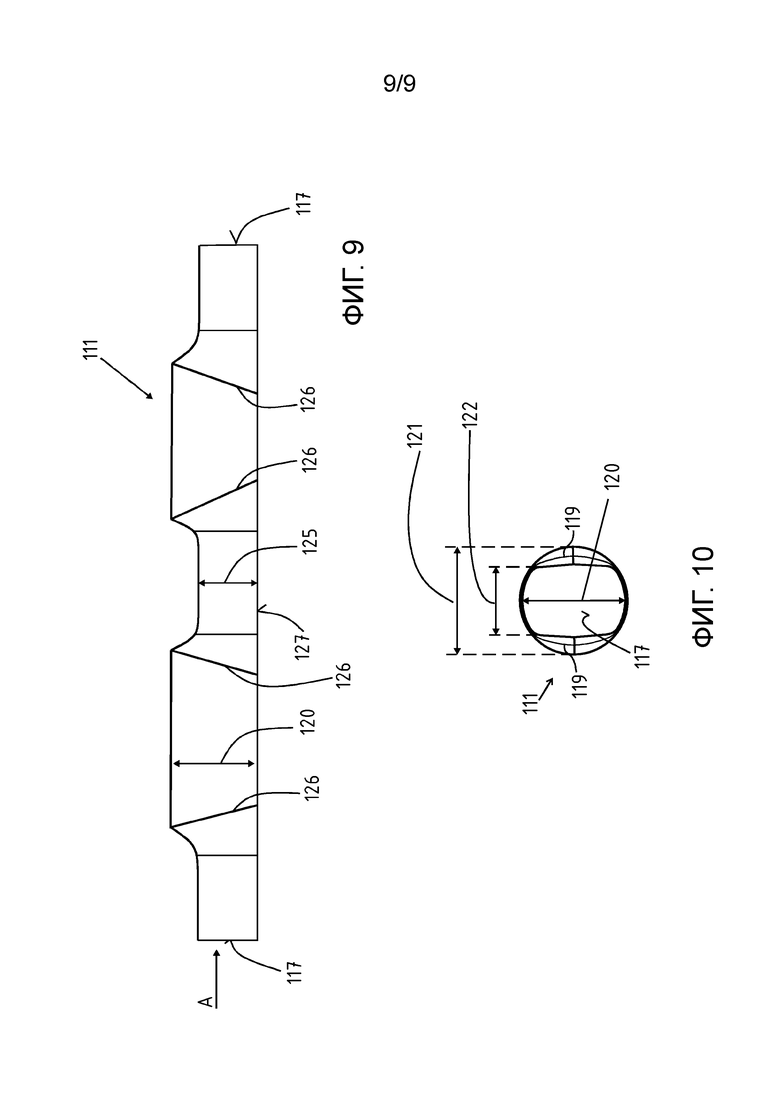
Фиг.9 заготовка звена цепи по Фиг.7, вид сбоку, и
Фиг.10 вид с торца заготовки звена цепи по Фиг.7.
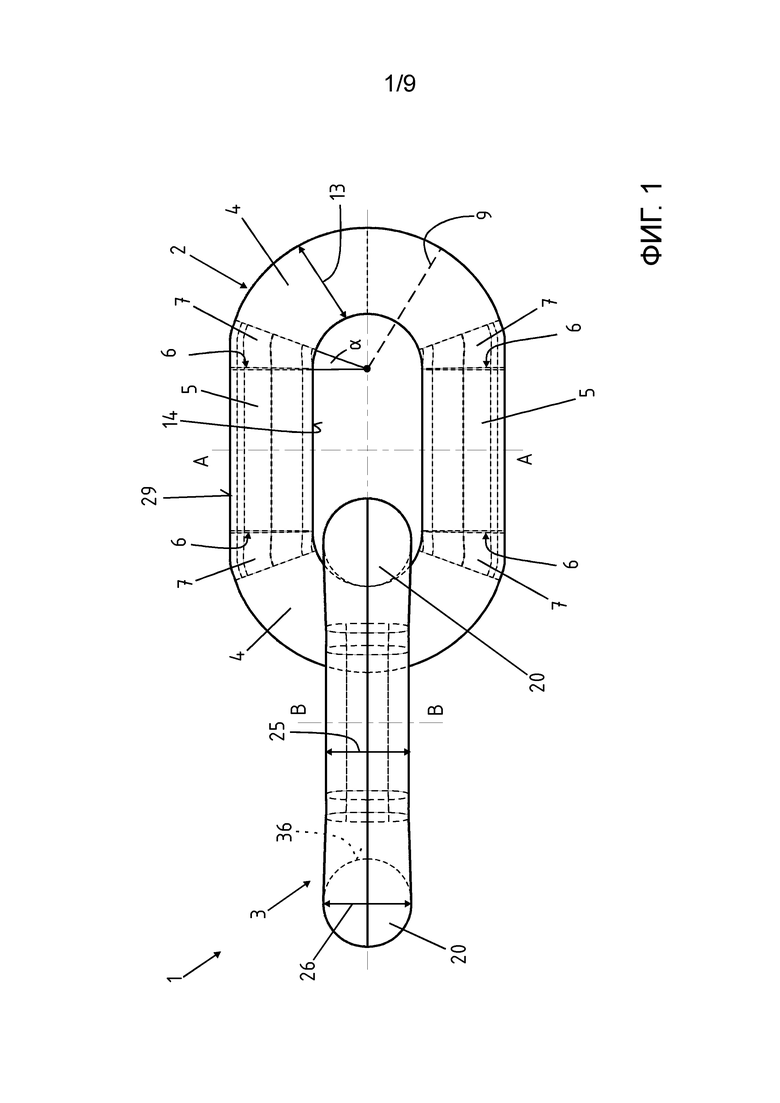
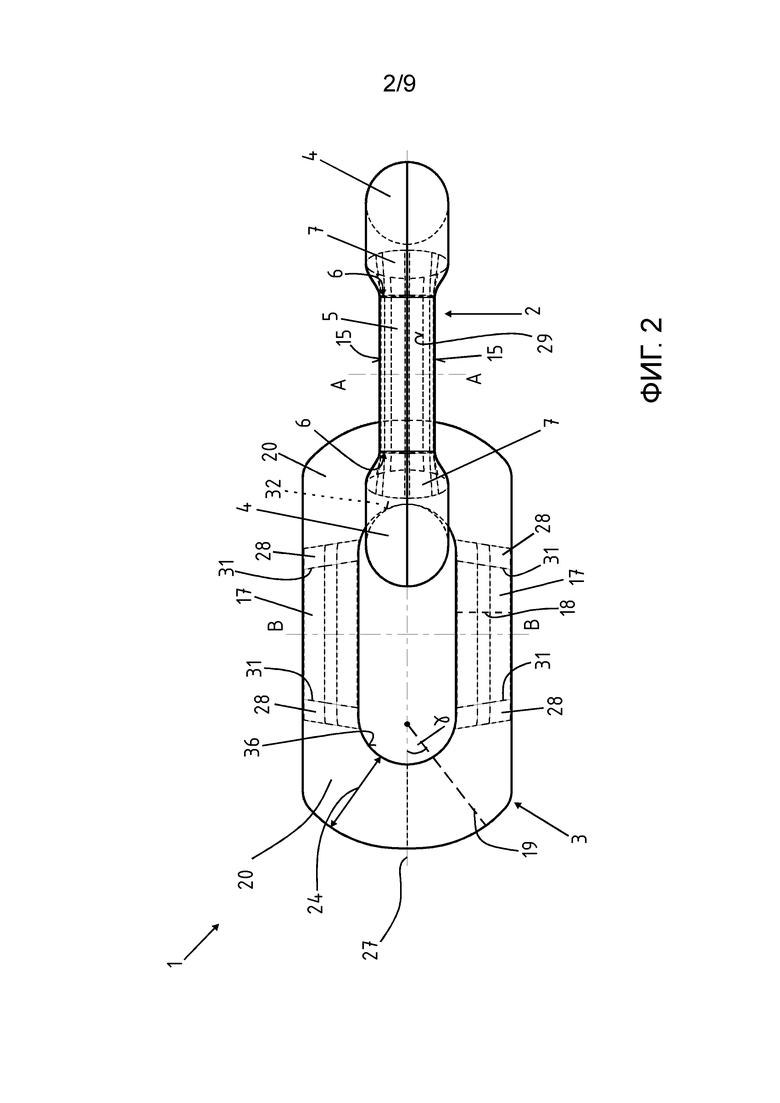
На Фиг.1 и Фиг.2 показаны соответственно вырывы из шарнирной пластинчатой цепи 1 с горизонтальным звеном 2 и вертикальным звеном 3. При этом на Фиг.1 горизонтальное звено 2 показано на виде сбоку и вертикальное звено 3 - на виде сверху, а на Фиг.2 вертикальное звено 3 показано на виде сбоку и горизонтальное звено 2 - на виде сверху. На чертеже это не показано, но относительно плоскости чертежа справа присоединяется следующее вертикальное звено, за ним следует горизонтальное звено и т.д. Относительно плоскости чертежа слева присоединяется горизонтальное звено, за которым следует другое вертикальное звено и т.д.
Горизонтальное звено 2 с каждой концевой стороны имеет закругление 4, которые посередине соединены соответствующим боковым элементом 5. Оба боковых элемента 5 проходят параллельно друг другу. От одного конца 6 бокового элемента 5 проходит переходная область 7 до закругления 4. Согласно изобретению предпочтительно предусмотрено, что боковой элемент 5 на своем протяжении имеет одинаковую площадь 8 поперечного сечения. Переходная область 7 проходит от конца 6 под углом α больше 0° до угла менее 45°, так что затем боковой элемент 5 переходит в закругление 4. Предпочтительно закругление 4 имеет соответствующую площадь 9 поперечного сечения, которая постоянна на протяжении закругления 4.
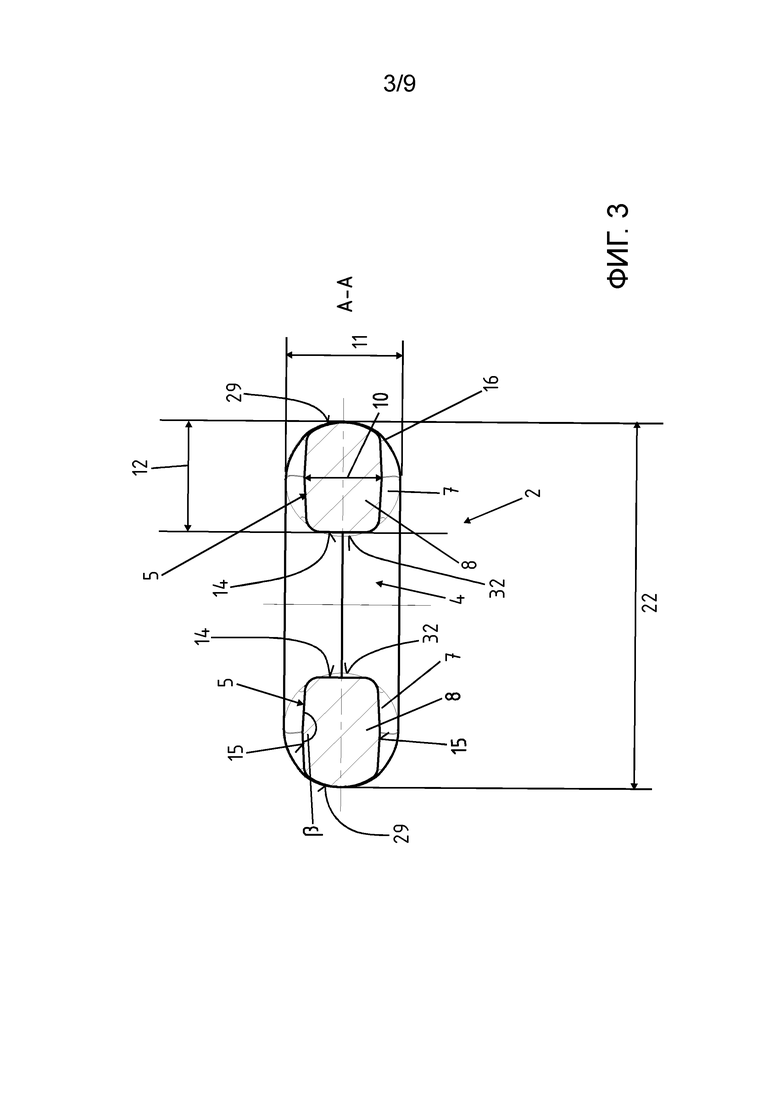
Вид в разрезе по A-A представлен на Фиг.3. Площадь 8 поперечного сечения соответствующего бокового элемента 5 выполнена меньшей по отношению к площади 9 поперечного сечения закругления 4. В частности, ширина 10 в области бокового элемента 5 меньше, чем ширина 11 закругления 4. Высота 12 бокового элемента 5 выполнена меньшей или равной высоте 13 закругления 4. Внутренняя сторона 14 в области бокового элемента 5 выполнена предпочтительно плоской. Внутренняя сторона 32 закругления 4 предпочтительно изогнута в поперечном сечении, в частности, выполнена округлой. Боковая сторона 15 может быть тоже выполнена плоской. Боковая сторона 15 может быть, однако, выполнена плоской и состоящей из двух частей, причем две плоскости проходят под углом β друг к другу. Этот угол β выполнен, в частности, тупым в угловом диапазоне менее 180° и более 150°. Далее, предпочтительно внешняя окружность 16 вокруг площади 8 поперечного сечения бокового элемента 5 выполнена меньшей или равной окружности вокруг площади 9 поперечного сечения закругления 4. Внешняя сторона 29 бокового элемента 5 в поперечном сечении выполнена скругленной.
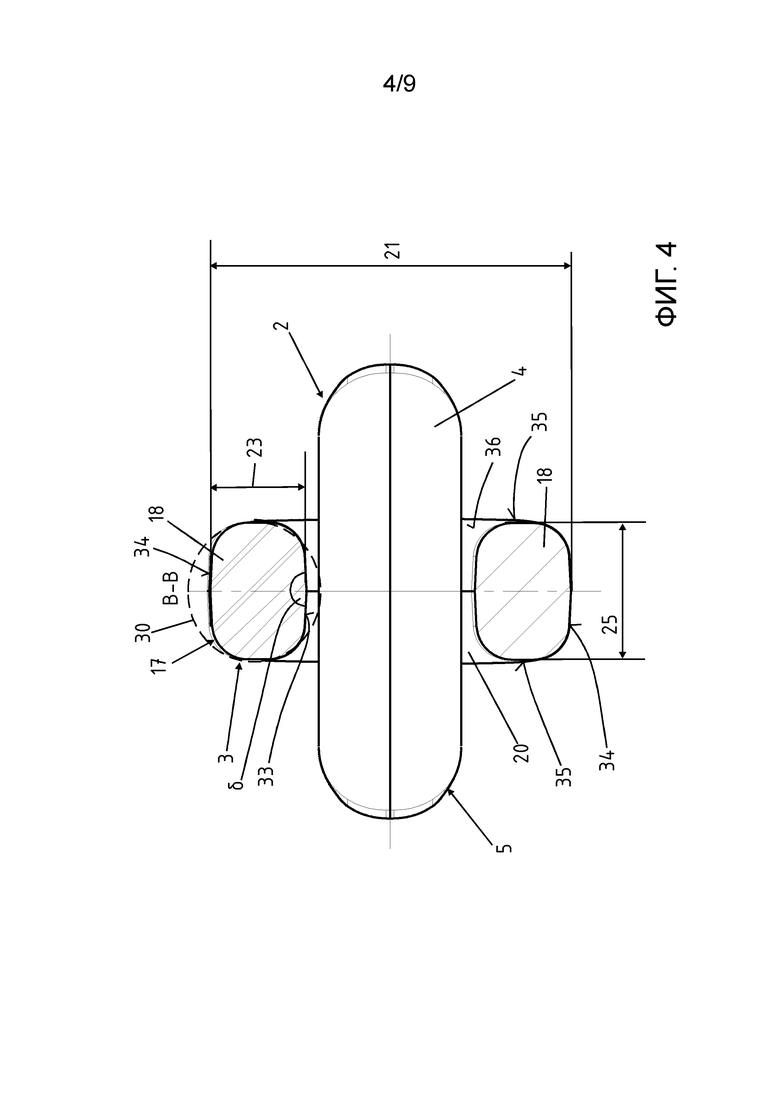
На Фиг.4 показан вид в разрезе по линии B-B с Фиг.2. Вертикальное звено 3 здесь в области своих боковых элементов 17 имеет площадь 18 поперечного сечения, которая меньше, чем площадь 19 поперечного сечения в области закругления 20 вертикального звена 3. Прежде всего, по сравнению с Фиг.3 можно видеть, что по абсолютному значению высота 21 вертикального звена 3 меньше, чем высота 22 горизонтального звена 2. Высота 23 бокового элемента 17 вертикального звена 3 меньше, чем высота 24 закругления 20 вертикального звена 3. Ширина 25 бокового элемента 17 вертикального звена 3, по существу, соответствует ширине вертикального звена 3 и, соответственно, ширине 26 закругления 20 вертикального звена 3, но, может, однако, быть также и меньше. Также здесь проходит соответствующая переходная область.
Площадь 19 поперечного сечения вертикального звена 3 варьируется по ходу закругления 20. От средней плоскости 27 площадь 19 поперечного сечения сначала увеличивается до угла γ. Этот угол γ лежит, в частности, между 45° и 80°. Затем площадь 19 поперечного сечения закругления 20 вертикального звена 3 снова убывает по направлению к боковому элементу 17, а потом переходит в площадь 18 поперечного сечения бокового элемента 17. Площадь 18 поперечного сечения бокового элемента 17 может быть постоянной на протяжении бокового элемента 17 вплоть до его конца 31. Также здесь выполнены переходные области 28 от закругления 20 к боковому элементу 17, в которых поперечное сечение изменяется.
Внутренняя сторона 33 боковых элементов 17 предпочтительно притуплена, в частности, выполнена плоской. Также внутренняя сторона может быть выполнена из двух частей, образованных двумя проходящими под углом δ друг к другу плоскостями. Этот угол δ предпочтительно лежит между 180° и 150°.
Внешняя сторона 34 боковых элементов 17 тоже предпочтительно притуплена, в частности, выполнена плоской. Боковые стороны 35 могут быть в поперечном сечении вогнутыми, однако, как здесь показано, могут быть выполнены плоскими. Углы в поперечном сечении предпочтительно скруглены.
Внутренняя сторона 36 закругления 20 предпочтительно в поперечном сечении скруглена, в частности, выполнена округлой.
Внешняя окружность 30, в которой лежит площадь 18 поперечного сечения боковых элементов 17, меньше или равна окружности вокруг площади 19 поперечного сечения закругления 20.
На Фиг.5A и Фиг.5B показан высадочный штамп 101 с верхним инструментом 102 и нижним инструментом 103 в открытом состоянии.
В верхнем инструменте 102 и в нижнем инструменте 103 предусмотрены выемки 106, причем эти выемки при запертом высадочном штампе, показанном на Фиг.6A и Фиг.6B, образуют оформляющую полость 107. Оформляющая полость 107 соответствует на отдельных продольных участках конфигурации поперечного сечения фасонного прутка 104 в исходном состоянии. Предпочтительно, как показано на Фиг.5B, он имеет прямоугольное поперечное сечение 123 со скругленными углами. С помощью указанных высадочных инструментов, например, в форме штампов 108, в осевом направлении A прикладывается соответствующее усилие, так что не показанный подробно на Фиг.6A фасонный пруток 104 вдавливается в осевом направлении A внутрь. Предусмотрены два продольных участка 109 с увеличенной площадью поперечного сечения, причем материал фасонного прутка 104 течет в зазор между фасонным прутком 104 и внутренней окружной поверхностью замкнутой оформляющей полости 107. В остальных продольных участках 110 конфигурация поперечного сечения и, следовательно, площадь поперечного сечения и/или контур поперечного сечения фасонного прутка 104 может сохраняться или же незначительно изменяться. Например, площадь поперечного сечения здесь увеличивается, и/или контур поперечного сечения изменяется. В поперечном сечении оформляющая полость 107, образованная верхним инструментом 102 и нижним инструментом 103, замкнута, как показано на Фиг.6B.
Посредством процесса обжатия получается заготовка 111 звена цепи, представленная на Фиг.7. Заготовка 111 звена цепи может быть выполнена в виде симметричного тела вращения. Заготовка 111 звена цепи в осевом направлении A имеет продольные участки 109, обладающие увеличенной площадью поперечного сечения. В отличие от них предусмотрены продольные участки 110, у которых контур поперечного сечения и/или площадь поперечного сечения не изменяется, или контур поперечного сечения и/или площадь поперечного сечения незначительно изменяется в результате процесса обжатия, причем конфигурация поперечного сечения образуется из поперечного сечения и контура поперечного сечения.
Заготовка 111 звена цепи имеет длину 112, которая меньше, чем длина 105 фасонного прутка 104. По существу, эта длина 112 заготовки 111 звена цепи соответствует окружной длине 113 звена 114 цепи по Фиг.8, изготовленного путем деформации, в частности, гибкой и сваркой. Это звено 114 цепи может быть выполнено как вертикальное звено или же как горизонтальное звено.
Закругления 115 звена 114 цепи соответствуют при этом продольным участкам 109 заготовки 111 звена цепи с увеличенной площадью поперечного сечения. Боковые элементы 116 звена 114 цепи соответствуют продольным участкам 110 с конфигурацией поперечного сечения, остающейся постоянной и/или незначительно изменяющейся. Не показанный подробно сварной шов торцевых сторон 117 заготовки 111 звена цепи замыкает это звено 114 цепи. Между боковым элементом 116 и закруглениями 115 образованы переходные области 119. Звено цепи может быть выполнено как описанное выше горизонтальное звено 2 или вертикальное звено 3.
Для того чтобы проходящий снаружи окружной край 118 звена 114 цепи был гладким и, следовательно, не имел волнообразных или ступенчатых буртиков, например, в области показанных на Фиг.7 переходных областей 119, он может быть сглажен при формоизменении с получением звена 114 цепи. Для этого часть материала при формоизменении может быть пластически деформирована в радиальном направлении R наружу.
Торцевые стороны 117 прилегают друг к другу и в месте 124 соединения состыкованы друг с другом.
Предпочтительно, однако, представленная на Фиг.7 заготовка 111 звена цепи изготовляется таким образом, что продольные участки 110 при обжатии тоже деформируются, и заготовка 111 звена цепи изготовляется обжатой, не в виде симметричного тела вращения. На Фиг.9 заготовка 111 звена цепи в этом предпочтительном варианте выполнения показана повернутой на 90°. Показанная высота 120 на представленном на Фиг.8 звене 114 цепи выполнена в области закругления 115. Эта высота 120 согласно Фиг.9 тоже образуется вследствие процесса обжатия на продольных участках 109 с увеличенной за счет обжатия толщина стенки.
У продольных участков 109 получается меньшая высота 125. В переходных областях 119 высота увеличивается, соответственно, уменьшается. На виде сбоку по Фиг.9 продольный участок для образования переходных областей 119 выполняется наклонным с учетом последующего формовочного процесса. Конец 126 переходной области 119 может быть, тем самым, изготовлен оптимизированным.
Далее, предпочтительно заготовка 111 звена цепи выполняется с прямой внешней кромкой 127, которая на изготовленном звене 114 цепи образует проходящий снаружи по периметру (=окружной) край 118.
Это показано также на Фиг.10, где показан вид с торца заготовки 111 звена цепи. Ширина 121 в области увеличенной толщины стенки больше, чем ширина 122 области, которая изготовляется как будущий боковой элемент 116. Высота 120 проходит по всей длине 112.
Перечень ссылочных позиций
1 - пластинчатая цепь
2 - горизонтальное звено
3 - вертикальное звено
4 - скругление у 2
5 - боковой элемент (полка) у 2
6 - конец у 5
7 - переходная область у 2
8 - площадь поперечного сечения у 5
9 - площадь поперечного сечения у 4
10 - ширина у 5
11 - ширина у 4
12 - высота у 5
13 - высота у 4
14 - внутренняя сторона у 5
15 - боковая поверхность у 5
16 - внешняя окружность у 8
17 - боковой элемент у 3
18 - площадь поперечного сечения у 17
19 - площадь поперечного сечения у 20
20 - закругление у 3
21 - высота у 3
22 - высота у 2
23 - высота у 17
24 - высота у 20
25 - ширина у 17
26 - ширина у 20
27 - средняя плоскость
28 - переходная область у 3
29 - внешняя сторона у 5
30 - внешняя окружность у 18
31 - конец у 17
32 - внутренняя сторона
33 - внутренняя сторона
34 - внешняя сторона
35 - боковая поверхность
36 - внутренняя сторона
101 - высадочный штамп
102 - верхний инструмент
103 - нижний инструмент
104 - фасонный пруток
105 - длина у 104
106 - выемка
107 - оформляющая полость
108 - штамп
109 - продольный участок
110 - продольный участок
111 - заготовка звена цепи
112 - длина у 111
113 - окружная длина у 114
114 - звено цепи
115 - скругление у 114
116 - боковой элемент у 114
117 - торцевая сторона
118 - край у 114
119 - переходная область
120 - высота у 115
121 - ширина у 115
122 - ширина у 116
123 - площадь поперечного сечения у 104
124 - место соединения
125 - высота у 116
126 - конец у 119
127 - внешняя кромка
α - угол у 7
β - угол у 15
γ - угол у 20
A - аксиальное направление
B - секущая линия
R - радиальное направление
δ - угол у 33
A-A - секущая линия
B-B - секущая линия
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления полых изделий | 1987 |
|
SU1480947A1 |
| Способ формообразования листовых профилей и устройство для его осуществления | 1982 |
|
SU1049138A1 |
| ГОРИЗОНТАЛЬНОЕ ЗВЕНО ТЯГОВОЙ ЦЕПИ | 2011 |
|
RU2584640C2 |
| СПОСОБ ХОЛОДНОЙ ПРОКАТКИ ПРОФИЛЯ U-ОБРАЗНОГО ПОПЕРЕЧНОГО СЕЧЕНИЯ | 2001 |
|
RU2196648C1 |
| СПОСОБ ДЕФОРМИРОВАНИЯ ДЛЯ ПОЛУЧЕНИЯ ЗАГОТОВОК В СУБМИКРОКРИСТАЛЛИЧЕСКОМ И НАНОСТРУКТУРИРОВАННОМ СОСТОЯНИИ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2010 |
|
RU2436847C1 |
| СПОСОБ ХОЛОДНОЙ ПРОКАТКИ ПРОФИЛЯ U-ОБРАЗНОГО ПОПЕРЕЧНОГО СЕЧЕНИЯ | 2001 |
|
RU2196649C1 |
| ЗВЕНЬЕВАЯ ЦЕПЬ | 2004 |
|
RU2362071C2 |
| Способ зажима прутка в высадочном штампе горизонтально-ковочной машины | 1989 |
|
SU1625575A1 |
| СПОСОБ ПОЛУЧЕНИЯ ЗАГОТОВОК ШЕСТИГРАННОЙ ФОРМЫ С НАНОКРИСТАЛЛИЧЕСКОЙ СТРУКТУРОЙ И УСТРОЙСТВО ДЛЯ ДЕФОРМАЦИОННОЙ ОБРАБОТКИ ПРИ ОСУЩЕСТВЛЕНИИ ЭТОГО СПОСОБА | 2008 |
|
RU2383632C2 |
| Штамп для изготовления тройников из листовых заготовок | 1980 |
|
SU893285A1 |
Изобретение относится к машиностроению и может быть использовано при изготовл5ении шарнирных цепей. Цепь, имеющую горизонтальные и вертикальные звенья, изготавливают из стального фасонного прутка. Каждое звено имеет параллельно расположенные боковые элементы, которые с концевой стороны соединены между собой закруглениями. Площадь поперечного сечения каждого бокового элемента меньше площади поперечного сечения закругления. Используют фасонный пруток, площадь поперечного сечения которого меньше, чем номинальный диаметр звена цепи. Пруток укладывают в высадочный штамп и производят его аксиальное обжатие с увеличением площади поперечного сечения на отдельных продольных участках. Причем площадь поперечного сечения увеличивают в области, в которой будут получены закругления. Обжатую заготовку пластически деформируют в звено цепи, торцевые концы которого сваривают. В результате обеспечивается возможность изготовления шарнирных цепей высокой прочности, используемых, например, в горной промышленности. 12 з.п. ф-лы, 10 ил.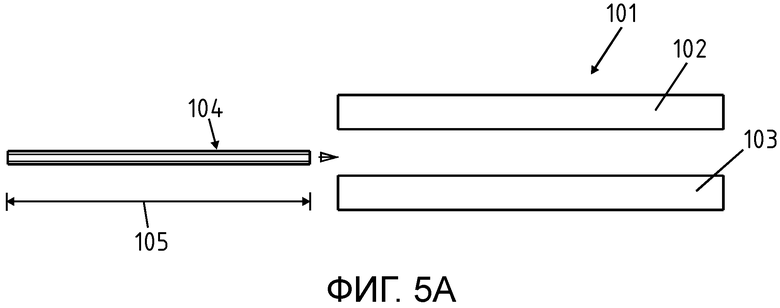
1. Способ изготовления шарнирной цепи (1), в частности для подземных разработок в горной промышленности, причем шарнирная цепь (1) изготовлена из стального материала и имеет звенья (115) цепи в виде горизонтальных звеньев (2) и вертикальных звеньев (3), причем каждое горизонтальное звено (2) и каждое вертикальное звено (3) имеют проходящие соответственно параллельно друг другу боковые элементы (5, 17, 116), которые с концевой стороны посредством закруглений (4, 20, 115) соединены друг с другом, причем каждый боковой элемент (5, 17, 116) имеет меньшую площадь (8, 18) поперечного сечения, чем площадь (9, 19) поперечного сечения соответствующего закругления (4, 20, 115), включающий в себя следующие этапы:
- предоставление фасонного прутка (104), причем площадь (123) поперечного сечения фасонного прутка меньше, чем номинальный диаметр изготовляемого звена (115) цепи,
- укладку фасонного прутка (104) в высадочный штамп (101) и аксиальное обжатие при увеличении площади поперечного сечения на отдельных продольных участках, причем площадь (9, 19) поперечного сечения увеличивают в области, в которой позже будут изготовлены закругления (4, 20, 115),
- извлечение обжатой заготовки (111) звена цепи, пластическое деформирование в звено (115) цепи и сваривание торцевых концов (117) пластически деформированного звена (115) цепи,
отличающийся тем, что высадочный штамп (101) имеет верхний инструмент (102) и нижний инструмента (103), причем при запертом высадочном штампе (101) образуется оформляющая полость (107) с различной площадью поперечного сечения в продольном направлении этой оформляющей полости (107), так что при движении обжатия в осевом направлении (A) обжимаемый материал фасонного прутка (104) течет в пространство с большей площадью поперечного сечения.
2. Способ по п. 1, отличающийся тем, что оформляющая полость (107) имеет два продольных участка (109) с большей площадью поперечного сечения, а в остальном имеет площадь поперечного сечения, которая соответствует площади поперечного сечения профиля прутка, или в остальном имеет площадь поперечного сечения, которая больше площади поперечного сечения фасонного прутка (104) и меньше площади поперечного сечения на продольных участках (109) изготовляемых позднее закруглений (115).
3. Способ по п. 1 или 2, отличающийся тем, что изготовленные боковые элементы (5, 17, 116) имеют площадь (8, 18) поперечного сечения, которая соответствует площади (123) поперечного сечения фасонного прутка (104).
4. Способ по любому из пп. 1-3, отличающийся тем, что площадь (8, 18) поперечного сечения и/или контур поперечного сечения в области изготовляемых боковых элементов (5, 17, 116) при обжатии изменяется, в частности увеличивается.
5. Способ по любому из пп. 1-4, отличающийся тем, что фасонный пруток (104) имеет некруглое поперечное сечение (123), в частности прямоугольное поперечное сечение (123), предпочтительно со скругленными углами.
6. Способ по любому из пп. 1-5, отличающийся тем, что фасонный пруток (104) обжимают в горячем состоянии.
7. Способ по любому из пп. 1-6, отличающийся тем, что пластически деформированное и заваренное звено (114) цепи подвергают термообработке.
8. Способ по любому из пп. 1-7, отличающийся тем, что два продольных участка (109) путем аксиального обжатия увеличивают в их поперечном сечении.
9. Способ по любому из пп. 1-8, отличающийся тем, что увеличенная площадь поперечного сечения вдоль указанного продольного участка (109) одинакова или варьируется.
10. Способ по любому из пп. 1-9, отличающийся тем, что продольный участок (109) с увеличенной площадью поперечного сечения по своему контуру поперечного сечения по существу соответствует контуру поперечного сечения изготовляемого закругления (4, 20, 115).
11. Способ по любому из пп. 1-10, отличающийся тем, что поперечное сечение фасонного прутка (104) изменяют на продольных участках (116), которые не увеличивают в их площади поперечного сечения, причем изготовленный при этом контур поперечного сечения по существу соответствует контуру поперечного сечения изготовленного бокового элемента (5, 17, 116).
12. Способ по любому из пп. 1-11, отличающийся тем, что заготовку (111) звена цепи путем обжатия изготовляют с варьирующейся на отдельных продольных участках площадью поперечного сечения и в продольном направлении с прямой внешней кромкой (127).
13. Способ по любому из пп. 1-12, отличающийся тем, что заготовку (111) звена цепи обжимают с получением симметричного тела вращения, или заготовку (111) звена цепи обжимают в поперечном сечении с получением симметричного тела вращения.
| Способ создания электроакустического контакта | 1976 |
|
SU605645A1 |
| Устройство для гибки и вязки цепей | 1975 |
|
SU774058A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ КРУГЛОЗВЕННОЙ ЦЕПИ | 1990 |
|
RU2018408C1 |
| Автоматическая линия изготовления изогнутых изделий из прутков | 1982 |
|
SU1060271A1 |
| Привязь для животных | 1983 |
|
SU1090302A1 |

