Изобретение относится к обработке металлов давлением и может быть использовано в различных областях машиностроения при изготовлении соединительных деталей (угольников) сварных трубопроводов, в частности для трубопроводных систем высокого давления жидкости и газа, к которым предъявляются повышенные требования надежности, особенно, в пневмо- и гидросистемах ракетно-космической техники.
Известен способ гидроформования угольников с наружным диаметром более 40 мм и с толщиной стенки менее 1 мм патент №254980 «Способ изготовления крутоизогнутого угольника» авторов А.В. Волгина и Д.А. Недоливко, в котором герметичное соединение между пуансоном осадки и трубной заготовкой в процессе гидроформования обеспечивается посредством концентричного технологического трубного элемента с постоянной толщиной стенки, присоединенного к трубной заготовке сваркой. Заготовка осаживается с оптимальным натягом по внутренней поверхности технологического трубного элемента пуансоном осадки в процессе гидроформования. Оптимальный натяг пуансона по внутренней поверхности технологического трубного элемента заготовки обеспечивает герметичность.
Недостатком известного способа является большое количество технологического отхода в процессе наладки параметров технологического процесса -давления жидкости и скорости осадки заготовки. При толщине стенки технологического трубного элемента равной толщине стенки трубной заготовки, т.е. менее 1 мм, натяг пуансона по внутренней поверхности технологического элемента, обеспечивающий герметичность соединения, создает дополнительное сопротивление движению заготовки в процессе формования за счет увеличения натяга наружного диаметра технологического трубного элемента по матрице, что приводит к чрезмерному утонению стенки угольника на поверхности наружного радиуса гиба угольника. При увеличении толщины стенки технологического трубного элемента появляется складкообразование на поверхности внутреннего радиуса гиба угольника, вызванное процессом неравномерного распределения сил сжатия по внутренней поверхности, зависящего от толщины стенки концентричного технологического трубного элемента, что требует тонкой настройки оптимальных технологических параметров процесса гидроформования - давления жидкости и скорости осадки, при каждом запуске изготовления, в зависимости от состояния поставки металла.
Предложен способ изготовления крутоизогнутого угольника методом гидроформования, в котором герметичное соединение между пуансоном осадки и трубной заготовкой, обеспечивается посредством технологического трубного элемента, с толщиной стенки равной толщине трубной заготовки и имеющего ряд внутренних кольцевых выступов высотой не менее полутора толщин стенки трубной заготовки, шириной и расстоянием между выступами менее одной толщины, присоединенного к трубной заготовке сваркой. Предлагаемый технологический процесс изготовления крутоизогнутого угольника включает изготовление мерной трубной заготовки механической обработкой из трубы, обжим одного конца заготовки, заварку оставшегося после обжима отверстия, изготовление и приварку технологического трубного элемента к другому концу трубной заготовки, имеющего толщину стенки равную толщине трубной заготовки и ряд внутренних кольцевых выступов высотой не менее полутора толщин трубной заготовки, шириной и расстоянием между выступами менее одной толщины, установку полученной заготовки в разъемную матрицу, осадку заготовки с натягом по внутренней поверхности технологического трубного элемента, образованной изогнутыми выступами, пуансоном осадки с подачей внутрь заготовки жидкости высокого давления, извлечение сформованной заготовки детали из матрицы и последующую отрезку технологического элемента и обжатого конца с заваренным отверстием.
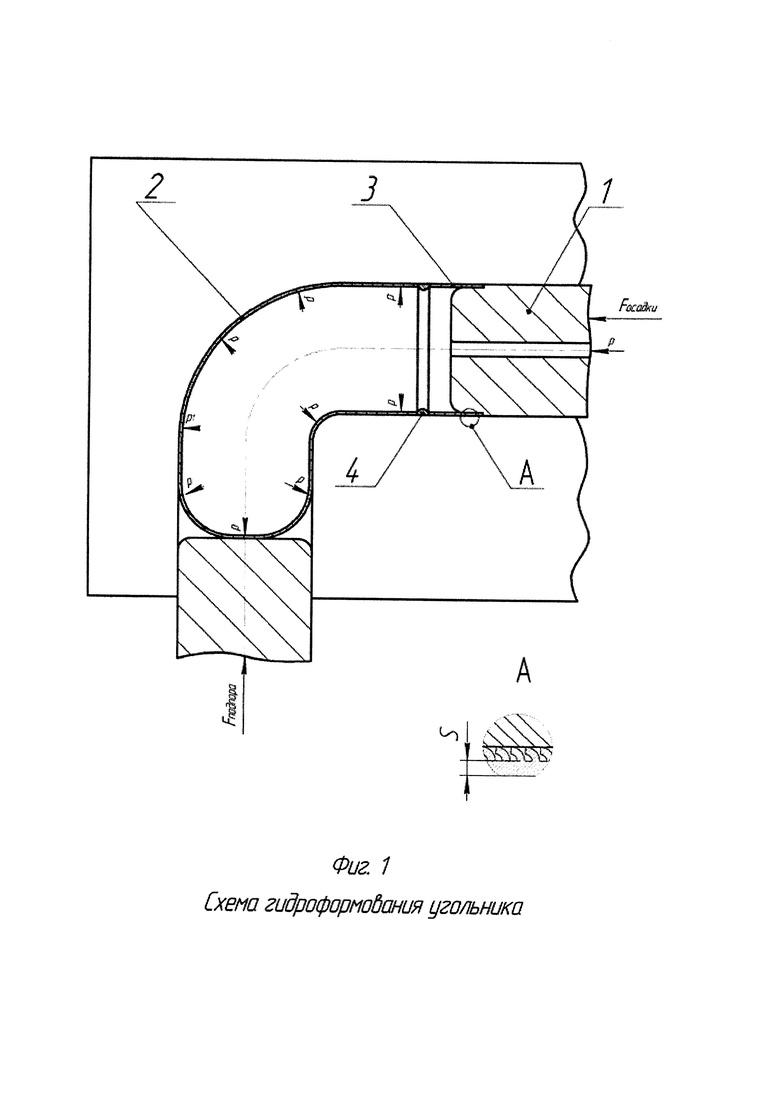
Схема гидроформования угольника представлена на фиг. 1.
В процессе гидроформования герметичное соединение между пуансоном осадки 1 и трубной заготовкой 2, обеспечивается посредством натяга пуансоном осадки и технологическим элементом 3 осуществляется по внутренней поверхности технологического элемента, образованной смятыми кольцевыми выступами. При этом технологический трубный элемент, присоединенный к трубной заготовке сваркой 4, изготовлен механической обработкой с толщиной стенки равной толщине стенки трубной заготовки и имеет ряд внутренних кольцевых выступов высотой не менее полутора толщин трубной заготовки, шириной и расстоянием между ними менее одной толщины. Уплотнение пуансона осадки по внутренней поверхности технологического трубного элемента, образованной смятыми кольцевыми выступами, не приводит к увеличению диаметра технологического элемента, и как следствие не вызывает увеличение натяга заготовки по матрице. Равнотолщинность технологического элемента с трубной заготовки не создает противодействия процессу сжатия заготовки по внутреннему радиусу гиба и растяжения по наружному радиусу, а небольшая толщина кольцевых выступов - менее толщины стенки трубной заготовки, в совокупности с высоким давлением жидкости внутри заготовки, обеспечивает крайним, внутренним, изогнутым выступам работать в качестве уплотняющих элементов, а последующих, образующих ряд полостей, в качестве гидравлического затвора.
В настоящий момент разработан опытный технологический процесс изготовления крутоизогнутого угольника из трубы 50×1, который является аналогом угольника 14Ф11-6115-403 (изготавливается из двух половинок).
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ КРУТОИЗОГНУТОГО УГОЛЬНИКА | 2013 |
|
RU2545980C1 |
| СПОСОБ ФОРМООБРАЗОВАНИЯ КРУТОИЗОГНУТЫХ ПАТРУБКОВ И ШТАМП ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1993 |
|
RU2047405C1 |
| Штамп для изготовления крутоизогнутых отводов | 1983 |
|
SU1174115A1 |
| Способ изготовления крутоизогнутых угольников из трубчатых заготовок | 1990 |
|
SU1771844A1 |
| Способ изготовления толстостенных крутоизогнутых отводов | 2016 |
|
RU2628444C1 |
| СПОСОБ ФОРМООБРАЗОВАНИЯ КРУТОИЗОГНУТЫХ ПАТРУБКОВ | 2012 |
|
RU2506134C1 |
| ГИДРАВЛИЧЕСКИЙ ПРЕСС ДЛЯ ФОРМООБРАЗОВАНИЯ КРУТОИЗОГНУТЫХ ПАТРУБКОВ | 1998 |
|
RU2172221C2 |
| СПОСОБ ШТАМПОВКИ ПОЛЫХ ДЕТАЛЕЙ ИЗ ПЛОСКИХ ЛИСТОВЫХ ЗАГОТОВОК И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2002 |
|
RU2242320C2 |
| СПОСОБ ГИБКИ ТРУБ С ОБРАЗОВАНИЕМ КОЛЕН ПОВТОРЯЮЩЕЙСЯ ФОРМЫ | 2013 |
|
RU2534483C1 |
| Способ гибки полых заготовок с дном | 1978 |
|
SU749492A2 |
Изобретение относится к обработке металлов давлением и может быть использовано в различных областях машиностроения при изготовлении соединительных деталей (угольников) сварных трубопроводов, в частности для трубопроводных систем высокого давления жидкости и газа, к которым предъявляются повышенные требования надежности, особенно, в пневмо- и гидросистемах ракетно-космической техники. Способ изготовления крутоизогнутого угольника методом гидроформования обеспечивает герметичное соединение между пуансоном осадки и трубной заготовкой посредством технологического трубного элемента, присоединенного к трубной заготовке сваркой с толщиной стенки, равной толщине трубной заготовки и имеющего ряд внутренних кольцевых выступов высотой, не менее полутора толщин стенки трубной заготовки, шириной и расстоянием между выступами менее одной толщины. Технологический трубный элемент присоединен к трубной заготовке сваркой. В результате обеспечивается повышение качества готового изделия. 1 ил.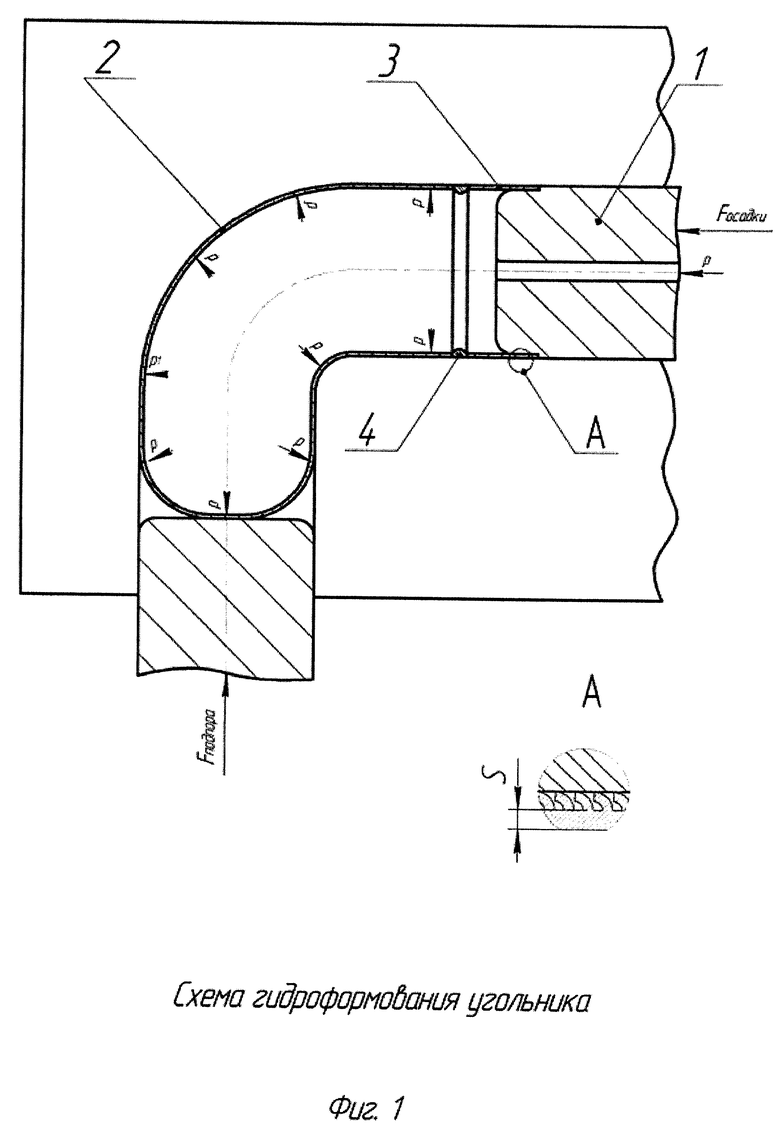
Способ изготовления крутоизогнутого угольника методом гидроформования, включающий обжим одного конца трубной заготовки, заваривание оставшегося отверстия, к другому концу трубной заготовки приваривание технологического трубного элемента, обеспечивающего герметичное соединение пуансона и заготовки в процессе гидроформования, помещение полученной заготовки в полость разъемной матрицы, осаживание ее пуансоном по ручью матрицы с одновременной подачей внутрь заготовки жидкости высокого давления, отличающийся тем, что технологический трубный элемент имеет толщину стенки, равную толщине стенки трубной заготовки, и ряд внутренних кольцевых выступов высотой, не менее полутора толщин стенки трубной заготовки, с шириной и расстоянием между ними менее одной толщины стенки трубной заготовки, а герметичное соединение пуансона и заготовки обеспечивается внутренней поверхностью технологического элемента, образованной смятием внутренних кольцевых выступов при осадке.
| СПОСОБ ИЗГОТОВЛЕНИЯ КРУТОИЗОГНУТОГО УГОЛЬНИКА | 2013 |
|
RU2545980C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ УГОЛЬНИКА И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2000 |
|
RU2190491C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ УГОЛЬНИКА | 1998 |
|
RU2152283C1 |
| Способ изготовления крутоизогнутых угольников из трубчатых заготовок | 1990 |
|
SU1771844A1 |
| US 3533266 A, 13.10.1970. | |||

