Изобретение относится к тканевой инженерии и регенеративной медицине, и может быть использовано для создания тканеинженерных конструкций, где основной материал требует точки опоры.
В последние годы трехмерная 3D-биопечать стала широко использоваться в тканевой инженерии. Появилось несколько методов биопечати для изготовления искусственных тканей и органов с точным позиционированием биоматериалов, биомолекул и клеток. Одним из наиболее распространенных методов печати является экструзионная 3D-печать.
Известен вариант использования жертвенного материала для изготовления микрососудистых сетей в гидрогелевой матрице с применением метода всенаправленной печати (ODP), который значительно расширяет пространство проектирования сети, устраняя необходимость в послойном структурировании (Wu et al. Omnidirectional printing of 3D microvascular networks / Wu W, DeConinck A, Lewis JA // 2011.Adv. 23(24):H178-83). При таком подходе жертвенные нити печатаются в фотоотверждаемом резервуаре с гелем, а после печати удаляются под действием вакуума.
Известен способ изготовления скаффолда (Bhattacharjee, T. et al. Writing in the granular gel medium/ Bhattacharjee T, Zehnder SM, Rowe KG, Jain S, Nixon RM, Sawyer WG, Angelini TE // 2015. Sci Adv. 1(8), e1500655) c использованием в качестве поддерживающей матрицы гранулированной гелевой среды Carbopol для печати тонких колец флуоресцентно меченных эндотелиальных клеток.
Наиболее близким к заявляемому изобретению является способ, предложенный Hinton и соавт. (Hinton, TJ. et al. Three-dimensional printing of complex biological structures by freeform reversible embedding of suspended hydrogels / Hinton TJ, Jallerat Q, Palchesko RN, Park JH, Grodzicki MS, Shue HJ, Ramadan MH, Hudson AR, Feinberg AW// Sci Adv. 2015. 1(9): e1500758) с применением метода печати, который называется обратимым встраиванием суспендированных гидрогелей (FRESH) в произвольной форме. То есть происходило встраивание печатного гидрогеля во вторичный гидрогель, который служит временной термообратимой и биосовместимой опорой. Данный метод печати позволяет использовать мягкие материалы, которые разрушились бы при печати на воздухе. Таким образом были получены сложные 3D-отпечатки альгината, фибрина, матригеля и коллагена, а также перфузионная модель дерева правой коронарной артерии и трабекулированное сердце куриного эмбриона.
Недостатком всех выше представленных способов являются большие затраты жертвенного материала, кроме того трение внутри гелевой среды может исказить печать.
В результате поиска по источникам патентной и научно-технической информации не выявлено сведений о способе формирования опорной части скаффолда для биофабрикации с использованием экструзионного биопринтинга.
Технический результат направлен на печать изделия с использованием опорного каркаса для укрепления конструкции в местах «свисания» основного материала.
Указанный технический результат при осуществлении изобретения достигается за счет того, что так же как и в известном способе создают 3D-модель и осуществляют печать с применением основного и жертвенного материала.
Особенностью заявляемого способа является то, что для печати 3D-модели используют экструзионный биопринтинг с двумя и более диспенсерами, где в качестве «основного» материала используют любой материал в состоянии геля, а в качестве «жертвенного» - материал, способный сохранять свойства геля и легко удаляемый при t 37°С, причем «жертвенную» часть модели скаффолда формируют на основе срезов с шагом от 0,5-8 мм в горизонтальной плоскости, после чего каждый срез «выдавливают» до основания модели и получают общую модель для двух материалов, далее посредством булевой операции вычитают основную модель из общей формы для двух материалов и получают модель опорной части скаффолда, перед биофабрикацией проводят модификацию толщины стенок опоры в областях, где она меньше диаметра сопла, опорную часть конструкции располагают в местах свисания «основного» материала, а «жертвенный» элемент удаляют в ходе инкубации при 37°C.
Изобретение поясняется подробным описанием, примерами использования и иллюстрациями, на которых изображено:
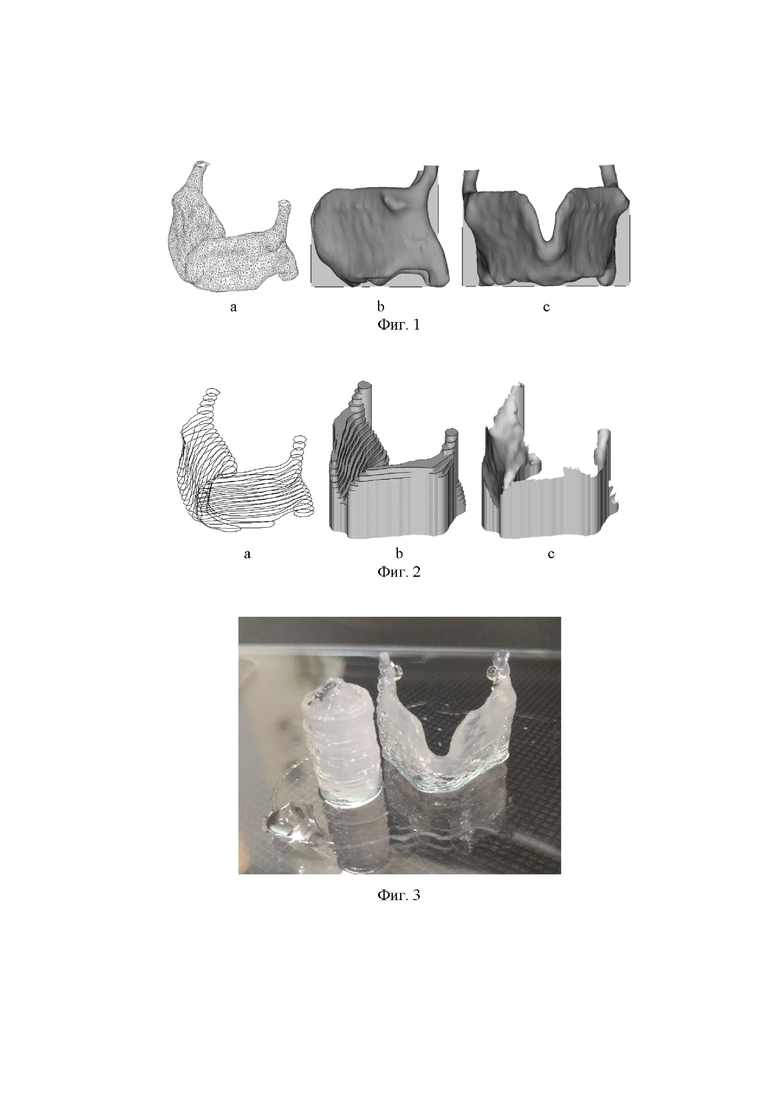
Фиг. 1 – Полученная модель щитовидного хряща: a) Объект в формате твердого тела; b, c) Положение мест планируемых опор (отмечено светло серым).
Фиг. 2 – Алгоритм создания опор: a) Создание срезов; b) Создание объема от каждого сечения до основания детали; c) Итоговая модель опоры, полученная вычитанием модели из фигуры на фиг. 2b.
Фиг. 3 – Скаффолд щитовидного хряща сразу после окончания печати.
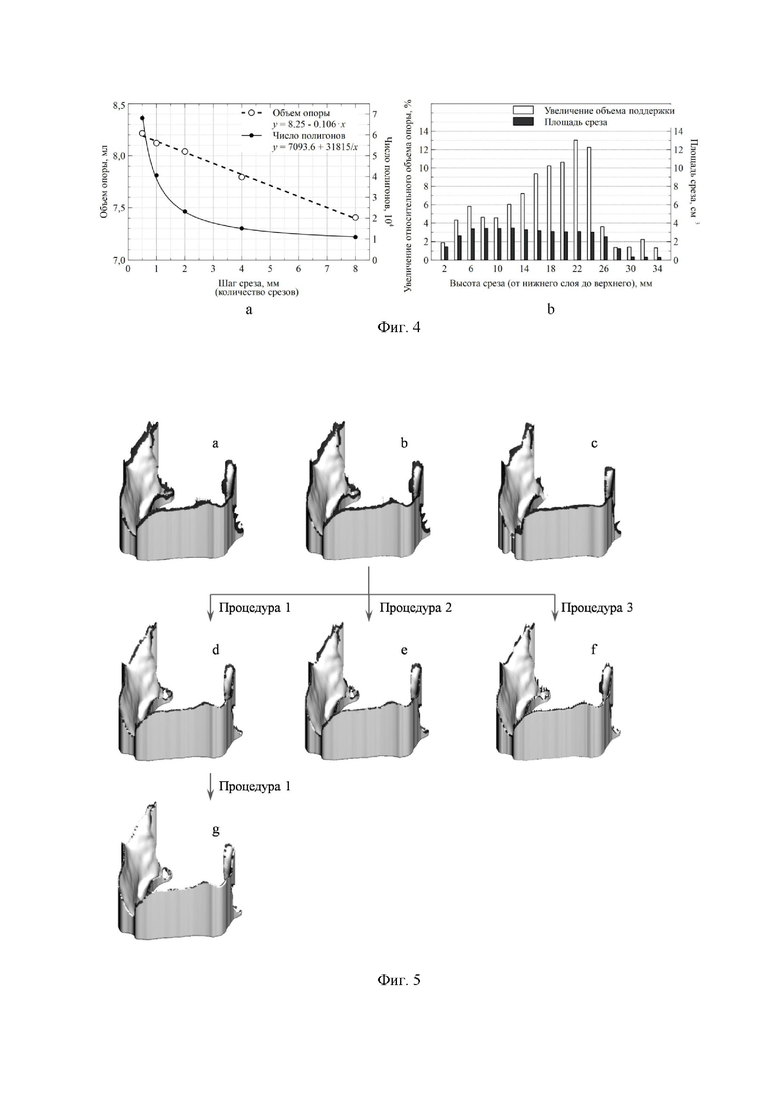
Фиг. 4 – Влияние количества срезов на качество опорной части скаффолда: a) Зависимость объема опорной части и количества полигонов от шага срезов модели щитовидного хряща в диапазоне 0.5÷8 мм; b) Изменение (увеличение) объема опоры с каждым новым срезом (шаг 2 мм), размер (площадь) каждого среза.
Фиг. 5 – Оценка толщины стенок опоры и варианты ее оптимизации: a, b, c) Участки стенки опоры толщиной менее 0,52 см для вариантов с различным шагом срезов 0,5, 2,0 и 8 соответственно; d, e, f, g) Результат применения процедур 1, 2 и 3 для варианта опоры с шагом среза 2,0 мм (b).
Способ осуществляют следующим образом.
Получают необходимую 3D-модель (Фиг. 1a) и проводят её обработку и модификацию для печати двумя материалами: основным и опорным (жертвенным) (Фиг.1 b, c). Для формирования опорной части скаффолда используют проекции в плоскости XY модели. Для создания опорной части скаффолда были сделаны срезы модели (Фиг.2a). Каждый срез «выдавливают» до основания модели (Фиг.2b) и получают общую модель для двух материалов. Посредством булевой операции вычитают основную модель из общей формы для двух материалов и получают модель опорной части скаффолда (Фиг.2c). Для оптимизации процесса печати (время печати, количество материала) опорную часть конструкции располагают в местах «свисания» основного материал (Фиг. 1 b, c). Опорную часть конструкции (жертвенный элемент) удаляют в ходе инкубации при 37°C.
Таким образом, предложенный способ позволяет получать устойчивую конструкцию в ходе печати и воспроизведение заданной геометрии хряща после биофабрикации.
Предлагаемый способ подтверждается конкретными примерами использования.
Пример 1.
Тестирование описанного подхода проводилось печатью бесклеточного скаффолда щитовидного хряща в масштабе 1:2. Печать осуществляли двумя материалами: основным (коллаген) и опорным (желатин). Полученный скаффолд представлен на Фиг. 3. Слева от основного изделия расположен дополнительный элемент, необходимый для сброса давления в шприце с материалом при смене печатающих головок. Напечатанный скаффолд в целом соответствует заданной модели щитовидного хряща. Опора из желатина хорошо визуализирована на Фиг.3 и обеспечивает поддержку основной части конструкции из коллагена.
Пример 2.
Опорная часть скаффолда была сформирована через множество поперечных срезов каркаса (Фиг. 2). В зависимости от заданной модели количество срезов может варьироваться в сторону большей точности, или сокращения времени создания опоры. Данные по влиянию количества срезов на качество получаемых опор представлены на Фиг. 4. Можно отметить, что с увеличением количества срезов объем опорной части так же увеличивается, то есть наблюдается линейная зависимость.
Анализ влияния каждого среза (Фиг. 4b) на формирование опорной части скаффолда показал, что наибольший прирост объема опоры происходит за счет двух групп срезов. Первая из них находится в диапазоне 2÷6 мм и отвечает за основание опоры. Вторая группа срезов (12÷24 мм) вносит свой вклад за счет наклона стенок щитовидного хряща. Меньший вклад имеет группа срезов в диапазоне 30÷34 мм, однако она отвечает за важный участок модели: нависающие элементы в верхней части щитовидного хряща, которые особенно нуждаются в поддержке.
Наиболее целесообразно использовать шаг 2 мм, поскольку это позволит получить качественную опору с меньшими затратами по времени. Использование меньшего шага значительно увеличило бы время создания модели опоры, её печати и ужесточило требования к применяемым вычислительным средствам (ЭВМ, программное обеспечение).
Пример 3.
Обработка опоры включала в себя модификацию ширины стенок. Процесс формирования опоры мог привести к формированию областей со слишком тонкими стенками (меньше диаметра сопла дозатора). В этом случае слайсинг модели перед печатью пройдет с ошибками, что в конечном счете приведет к областям, где основной материал не будет иметь поддержки. На иллюстрации (Фиг. 5a, b) представлен анализ посредством ПО Meshmixer для изделия с различным шагом срезов. Несоответствие по минимальной ширине стенки характерно для всех вариантов опоры. Для решения этого вопроса были применены три варианта процедур (См. табл.).
Таблица
Параметры перевода в твердое тело посредством ПО Meshmixer
Согласно таблице процедуры 1 и 3 включали в себя требование к минимальной толщине на уровне диаметра сопла (два диаметра сопла в случае процедуры 2). Значение точности «Значение точности» в случае процедуры 3 так же соответствовало диаметру сопла (96 единиц – 0,517 мм). Полученные данные представлены на Фиг. 5 d, e, f. Все подходы позволяли значительно улучшить толщину стенки. В случае процедуры 2 это приводило к нежелательному утолщению опоры в верхней части: имеет место наложение материала опоры на основной материал модели. Получение опоры по процедуре 3 приводило к необоснованному усложнению модели (количество полигонов увеличилось в 15 раз). Был рассмотрен еще один вариант оптимизации: повторное применение процедуры 1 (Фиг. 5g). В этом случае эффект был наилучшим и не сопряжен с усложнением модели опоры. Можно отметить, что все указанные процедуры не сопровождались значительным изменением объема опоры. В зависимости от задач, которые ставятся перед печатью, проблема излишне тонких стенок может оказаться нерешенной.
Таким образом, предложенный способ позволяет осуществлять печать изделия с использованием опорного каркаса для укрепления конструкции в местах «свисания» основного материала. Способ предоставляет возможность получать устойчивую конструкцию в ходе печати и воспроизводить заданную геометрию.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ получения биочернил, обеспечивающих высокий уровень пористости в тканеинженерных конструкциях | 2021 |
|
RU2772734C2 |
| Способ создания тканеинженерных конструкций методом биопечати биочернилами для регенерации хрящевой ткани в условиях организма | 2021 |
|
RU2770558C2 |
| 3D биопринтинг солид органоидов Рулонный Пористый Скаффолд | 2024 |
|
RU2839759C1 |
| Устройство и способ для изготовления 3D тканеинженерных конструкций для культивации клеток | 2019 |
|
RU2729415C1 |
| УСТРОЙСТВО И СПОСОБ МАГНИТНОЙ ФАБРИКАЦИИ | 2019 |
|
RU2746171C2 |
| Способ трёхмерной биопечати Рулонный Пористый Скаффолд | 2023 |
|
RU2827739C1 |
| СПОСОБ ТРЕХМЕРНОГО МОДЕЛИРОВАНИЯ ДЛЯ 3D ПЕЧАТИ ПРИ ПЛАНИРОВАНИИ РЕЗЕКЦИИ ПОДЖЕЛУДОЧНОЙ ЖЕЛЕЗЫ У ПАЦИЕНТОВ С ОПУХОЛЕВЫМ ПОРАЖЕНИЕМ | 2020 |
|
RU2725075C2 |
| Роботизированная медицинская система и манипулятор для 3D-биопечати для полнослойного закрытия кожного дефекта | 2023 |
|
RU2814949C1 |
| Способ изготовления фильтрующего устройства из алюмомагнезиальной шпинели с помощью 3D-печати для фильтрации расплавленного металла | 2021 |
|
RU2789109C2 |
| 3D-ПРИНТЕР ДЛЯ ПАРАЛЛЕЛЬНОЙ ПЕЧАТИ | 2019 |
|
RU2719528C1 |
Изобретение относится к тканевой инженерии и регенеративной медицине и раскрывает способ формирования опорной части скаффолда для биофабрикации, включающий создание 3D-модели и её печать с использованием экструзионного биопринтинга. Способ характеризуется тем, что в качестве основного материала используют коллаген, а в качестве опорного материала используют желатин, опору модели скаффолда формируют на основе срезов в горизонтальной плоскости, для каждого среза создают объем от начала сечения до основания модели и получают общую модель для двух материалов, далее посредством булевой операции вычитают основную модель из общей формы для двух материалов и получают модель опорной части скаффолда, опору удаляют в ходе инкубации при 37°C. Способ позволяет получать устойчивую конструкцию в ходе печати, воспроизводить заданную геометрию и может быть использован для создания тканеинженерных конструкций, где основной материал требует точки опоры. 5 ил, 3 пр., 1 табл.
Способ формирования опорной части скаффолда для биофабрикации, включающий создание 3D-модели и её печать с использованием экструзионного биопринтинга, отличающийся тем, что для печати используют экструзионный биопринтинг с двумя и более диспенсерами, где в качестве основного материала используют коллаген, а в качестве опорного материала используют желатин, причем опору модели скаффолда формируют на основе срезов в горизонтальной плоскости, после чего для каждого среза создают объем от начала сечения до основания модели и получают общую модель для двух материалов, далее посредством булевой операции вычитают основную модель из общей формы для двух материалов и получают модель опорной части скаффолда, перед биофабрикацией проводят модификацию толщины стенок опоры в областях, где она меньше диаметра сопла, каждый слой основного материала ложится либо на печатный столик, либо на слой основного или опорного материала (напечатанных ранее), опору удаляют в ходе инкубации при 37°C.
| Горбатов Р | |||
| О | |||
| и др | |||
| Создание органов и тканей с помощью биопечати // Вестник ВолГМУ | |||
| Автомобиль-сани, движущиеся на полозьях посредством устанавливающихся по высоте колес с шинами | 1924 |
|
SU2017A1 |
| Переносная печь для варки пищи и отопления в окопах, походных помещениях и т.п. | 1921 |
|
SU3A1 |
| Шапиев К.М | |||
| и др | |||
| Рентгеновская компьютерная томография и магнитно-резонансная томография - методы лучевой диагностики в клинической практике | |||
| Махачкала, 2016 | |||
| Способ временного повышения мощности локомотивов | 1924 |
|
SU1879A1 |
| Садовой М.А | |||
| и др | |||
| Клеточные матрицы | |||

