Изобретение относится к обработке металлов давлением и может быть использовано, в частности, для накатывания фасок на стержневых изделиях.
Известен способ накатывания фасок на стержневых изделиях, включающий подачу заготовок по лотку в пространство между внутренней стенкой полого наружного валка с закрепленными на его внутренней поверхности деформирующими элементами и расположенного в нем внутреннего валка в виде профильной оправки, формирование фасок на торцах заготовки путем ее тангенциального обкатывания между валками и удаление стержневого изделия (авторское свидетельство SU 1750823, М.кл.5 В21Н 1/18).
Реализация названного способа позволяет получать стержневые изделия удовлетворительного качества, однако сложность конструкции исполняющего его устройства и высокая трудоемкость процесса формирования фасок путем обкатывания цилиндрических поверхностей заготовки и валков снижают производительность работы.
Наиболее близким к заявленному изобретению по технической сущности и достигаемому результату (прототипом) является способ накатывания фасок на стержневых изделиях, включающий подачу заготовки в лоток с вертикально установленными стенками, снабженный заталкивающим механизмом, размещение заготовки на валках, формирование фасок на торцах заготовки путем проталкивания ее в зазор между приводными параллельно установленными валками и тангенциального обкатывания заготовки между валками, и удаления стержневого изделия (авторское свидетельство SU 902955, М.кл.3 В21Н 3/04).
Недостатком известного способа являются низкая производительность процесса накатывания фасок вследствие высокой трудоемкости процесса формирования фасок путем обкатывания цилиндрических поверхностей заготовки между валками и сложность устройства для исполнения способа.
Техническая проблема, решение которой обеспечивается при осуществлении изобретения, заключается в создании способа накатывания фасок на стержневых изделиях с повышенной производительностью.
Решение этой технической проблемы достигается тем, в способе накатывания фасок на стержневых изделиях, включающем подачу заготовки в лоток, снабженный заталкивающим механизмом, размещение заготовки на валках, формирование фасок на заготовке путем проталкивания ее между валками и удаление стержневого изделия, согласно изобретению заготовку размещают на валках, имеющих возможность свободного поворота вокруг своих продольных осей, перпендикулярных продольной оси заготовки, в кольцевых ручьях полукруглого поперечного сечения радиусом, равным радиусу заготовки, на удалении ее нижних торцевых кромок от точек пересечения донных поверхностей ручьев с диаметральной осью валков, равном диаметру заготовки, а фаски формируют скруглением торцевых кромок заготовки путем их обкатывания по поверхности кольцевых ручьев валков в процессе проталкивания заготовки между валками диаметром, вчетверо превышающим диаметр заготовки, опирая на упругие элементы, установленные на диаметральной оси валков со сторон, противоположных зонам накатывания фасок, с усилием сжатия, равным усилию накатывания фасок.
Повышение производительности процесса накатывания фасок на стержневых изделиях обеспечивается размещением заготовки на валках, имеющих возможность свободного поворота вокруг своих продольных осей, перпендикулярных продольной оси заготовки, в кольцевых ручьях, которые выполняют полукруглого поперечного сечения радиусом, равным радиусу заготовки, с опорой на торцевые кромки, удаляемые от точек пересечения донных поверхностей ручьев с диаметральной осью валков на расстояние, равное диаметру заготовки, позволившим получать фаски в виде скругления торцевых кромок путем их обкатывания по поверхности кольцевых ручьев валков на отрезке дуги окружности донной поверхности ручья, равном диаметру заготовки, и создавать, при этом, крутящий момент для преодоления сил трения в узлах трения, а опиранием валков на упругие элементы с усилием сжатия, равным усилию накатывания фасок, которые устанавливают на диаметральной оси валков со сторон, противоположным зонам накатывания фасок, добиваются постоянства величины скругления торцевых кромок в процессе накатывания.
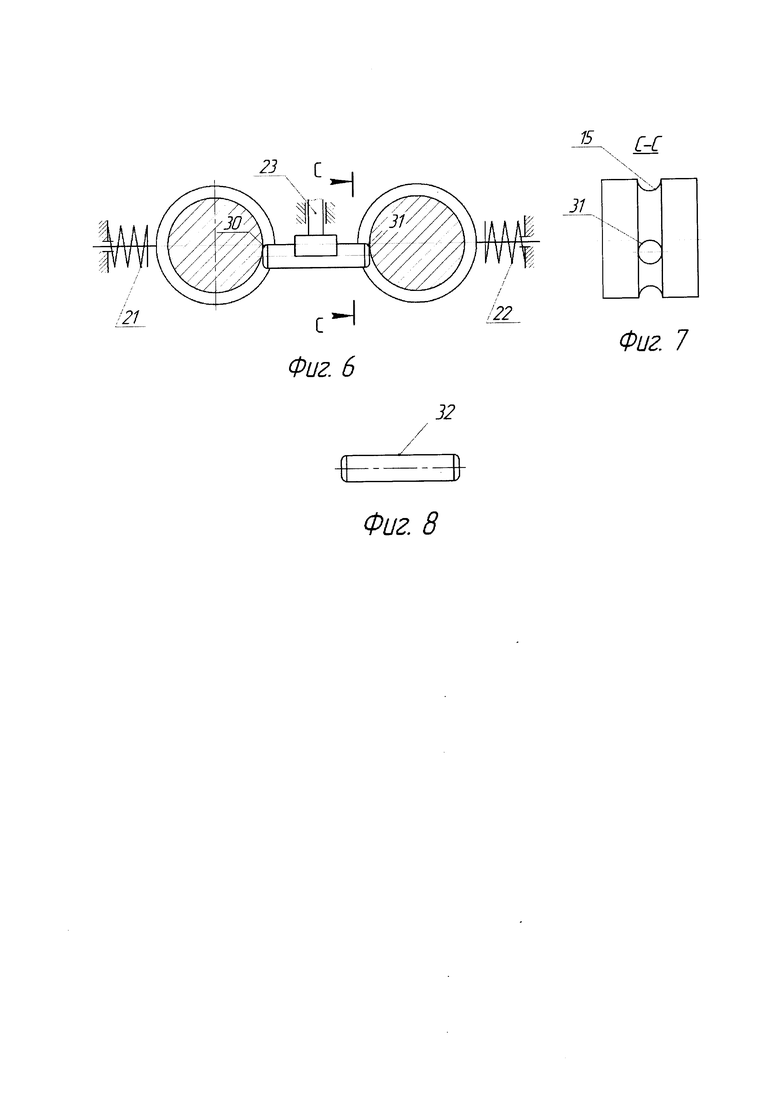
Предложенное изобретение поясняется чертеже, где на фиг. 1 показано положение объектов устройства для реализации способа в момент размещения заготовки на валках перед скруглением нижней торцевой кромки; на фиг. 2 - схема прикладываемых к заготовке усилий в момент скругления нижних участков торцевой кромки; на фиг. 3 - положение заготовки в ручье в момент скругления нижней торцевой кромки заготовки; на фиг. 4 - момент скругления боковых участков фаски; на фиг. 5 - положение заготовки в ручье в момент скругления боковых участков фаски; на фиг. 6 - момент скругления верхних участков фаски; на фиг. 7 - положение заготовки в ручье в момент скругления верхних участков фаски; на фиг. 8 - полученное стержневое изделие.
Кроме этого, на чертеже дополнительно обозначено следующее:
- Рсж - усилие сжатия упругого элемента;
- Рн - усилие накатывания фаски;
- Рв - усилие проталкивания заготовки в валки;
- Рт- тангенциальное усилие для преодоления момента трения в подшипниках осей валков;
- α - угол между направлением действия усилия Рн накатывания фасок и усилием Рв проталкивания заготовки в валки;
- вертикальной линией с разнонаправленными стрелками показаны направления движения заталкивающего механизма.
Способ накатывания фасок на стержневых изделиях включает подачу заготовок в лоток, снабженный заталкивающим механизмом, размещение заготовки на валках, имеющих возможность свободного поворота вокруг своих продольных осей, перпендикулярных продольной оси заготовки, в кольцевых ручьях, полукруглого поперечного сечения радиусом, равным радиусу заготовки, на удалении ее торцевых кромок от точек пересечения донных поверхностей ручьев с диаметральной осью валков, равном диаметру заготовки, формирование фасок скруглением торцевых кромок заготовки путем их обкатывания по поверхности кольцевых ручьев валков в процессе проталкивания заготовки между валками диаметром, вчетверо превышающим диаметр заготовки, опирая валки на упругие элементы, установленные на диаметральной оси валков со сторон, противоположных зонам накатывания фасок, с усилием сжатия, равным усилию накатывания фаски на торцевой поверхности заготовки, и удаление стержневого изделия.
Способ накатывания фасок на стержневых изделиях реализуют следующим образом.
Заготовку 1 после подачи в лоток (на чертеже не показан) размещают на валках 2 и 3, имеющих возможность свободного поворота вокруг своих продольных осей 4 и 5, перпендикулярных продольной оси 6 заготовки 1 в кольцевых ручьях 7 и 8, которые выполняют полукруглого поперечного сечения 9 (фиг. 1, 2 и 3), с опорой на нижние торцевые кромки 10 и 11 (фиг. 1 и 2), удаляя их от точек 12 и 13 пересечения донных поверхностей 14 и 15 (фиг. 1 и 2) ручьев 7 и 8 с диаметральной осью 16 валков 2 и 3 на расстояния 17 и 18, равные диаметру заготовки 1. На диаметральной оси 16 валков 2 и 3 со сторон, противоположных зонам накатывания 19 и 20 (фиг. 4) фасок, устанавливают упругие элементы 21 и 22 (фиг. 1, 2, 4 и 6) с усилием сжатия Рсж, равным усилию накатывания фасок Рн (фиг. 2).
Далее, посредством заталкивающего механизма 23 (фиг. 1, 2, 4 и 6) заготовку 1 проталкивают между валками 2 и 3, осуществляя вначале обкатывание нижних торцевых кромок 10 и 11 по донным поверхностям 14 и 15 ручьев 7 и 8, формируя скругления на нижних торцевых кромках 10 и 11 (фиг. 2 и 3).
Затем, в результате поворота валков 2 и 3, скругляют боковые участки 24 и 25 торцевых кромок 26 и 27, обкатывая их по боковым поверхностям 28 и 29 (фиг. 4 и 5) ручьев 7 и 8 и, наконец, скругляют верхние участки 30 и 31 торцевых кромок 26 и 27, обкатывая их по донным поверхностям 14 и 15 ручьев 7 и 8 (фиг. 6 и 7). Полученное стержневое изделие 32 (фиг. 8) снимают с заталкивающего механизма 23 и удаляют.
Пример. Получена партия стрежневых изделий диаметром d=40 мм, радиус скругления 2,5 мм, ширина фаски b=4 мм. Материал сталь 35, предел текучести σm=320 МПа (Ковка и штамповка: справочник. В 4 т. Т. 1. Материалы и нагрев. Оборудование. Ковка / Под общ. ред. Е.Н. Семенова. - 2-е изд., перераб. и доп. - Москва: Машиностроение, 2010. - С. 4, таблица 5).
Расчет технологических параметров осуществляют в следующем порядке.
1. При длине дуги накатывания фаски, равной по условию диаметру d заготовки, диаметр окружности донной поверхности ручья получают из соотношения

где Dp - диаметр окружности донной поверхности ручья, мм;
α° - угол между направлением действия усилия Рн накатывания фасок и усилием Рв проталкивания заготовки в валки (фиг. 2).
Из геометрических построений на фиг. 2 находим

где r - радиус заготовки, мм.
Sin α° = 2⋅4⋅20 / (400+16) = 0,32; α ≈ 20°С.
Тогда
а диаметр валка равен
D = DP + d = 4d.
2. Определяют усилие накатывания

где Рн - усилие накатывания фаски на одной торцевой поверхности заготовки, КН.
3. Определяют усилие заталкивающего механизма.
Полное усилие заталкивающего механизма 23 включает усилия формирования фасок Рн, усилия сжатия Рсж упругих элементов 21 и 22 и тангенциальные усилия Pm для преодоления момента трения в подшипниках осей 4 и 5 (фиг. 1 и 2).
Полученные стержневые изделия имели ровные скругления торцевых кромок.
Таким образом, реализация предложенного способа позволяет получать стержневые изделия с хорошим качеством скругления торцевых кромок заготовки при высокой производительности процесса.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для накатывания фасок | 1980 |
|
SU902955A1 |
| Устройство для накатывания фасок на стержневые изделия | 1989 |
|
SU1750823A1 |
| Способ формообразования поверхностей зубьев цилиндрических колес | 1986 |
|
SU1454560A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ НАРУЖНЫХ КОЛЕЦ ПОДШИПНИКОВ КАЧЕНИЯ | 1998 |
|
RU2148461C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ НАРУЖНЫХ КОЛЕЦ ШАРИКОПОДШИПНИКОВ | 1993 |
|
RU2036744C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СТЕРЖНЕВЫХ ИЗДЕЛИЙ ПРЕИМУЩЕСТВЕННО СО СЛОЖНОЙ ФОРМОЙ ГОЛОВКИ, ИМЕЮЩЕЙ ГРАНИ | 2005 |
|
RU2321472C2 |
| Устройство для изготовления стержня с утолщениями | 2021 |
|
RU2773178C1 |
| СПОСОБ ШТАМПОВКИ СТЕРЖНЕВЫХ ДЕТАЛЕЙ С ГОЛОВКОЙ С РАДИАЛЬНЫМИ ОТРОСТКАМИ, ПУАНСОН ДЛЯ ПРЕДВАРИТЕЛЬНОГО ФОРМООБРАЗОВАНИЯ ОТРОСТКОВ СТЕРЖНЕВЫХ ДЕТАЛЕЙ И ПУАНСОН ДЛЯ ОКОНЧАТЕЛЬНОГО ФОРМООБРАЗОВАНИЯ ОТРОСТКОВ ГОЛОВКИ СТЕРЖНЕВЫХ ДЕТАЛЕЙ | 1992 |
|
RU2034677C1 |
| СПОСОБ СТАТИКО-ИМПУЛЬСНОГО ВЫГЛАЖИВАНИЯ | 2009 |
|
RU2416480C1 |
| БОЛТ | 1996 |
|
RU2115035C1 |

Изобретение относится к накатыванию фасок на стержневых изделиях. Осуществляют подачу заготовки в лоток, снабженный заталкивающим механизмом, размещение заготовки на валках, формирование фасок на заготовке путем проталкивания ее между валками и удаление стержневого изделия. Используют валки с диаметром, в четыре раза превышающим диаметр заготовки, содержащие кольцевые ручьи полукруглого поперечного сечения радиусом, равным радиусу заготовки. Заготовку размещают в ручьях валков из условия удаленности ее нижних торцевых кромок от точек пересечения донных поверхностей ручьев с диаметральной осью валков на расстояние, равное диаметру заготовки. Фаски формируют путем скругления торцевых кромок заготовки посредством их обкатывания по поверхности кольцевых ручьев валков в процессе проталкивания заготовки между валками. Валки опирают на упругие элементы, установленные на диаметральной оси валков со сторон, противоположных зонам накатывания фасок, с усилием сжатия, равным усилию накатывания фасок. В результате повышается качество скругленных торцевых кромок заготовки при высокой производительности процесса. 8 ил., 1 пр.
Способ накатывания фасок на стержневых изделиях, включающий подачу заготовки в лоток, снабженный заталкивающим механизмом, размещение заготовки на валках, формирование фасок на заготовке путем проталкивания ее между валками и удаление стержневого изделия, отличающийся тем, что используют валки с диаметром, в четыре раза превышающим диаметр заготовки, содержащие кольцевые ручьи полукруглого поперечного сечения радиусом, равным радиусу заготовки, и выполненные с возможностью свободного поворота вокруг своих продольных осей, перпендикулярных продольной оси заготовки, при этом заготовку размещают в ручьях валков из условия удаленности ее нижних торцевых кромок от точек пересечения донных поверхностей ручьев с диаметральной осью валков на расстояние, равное диаметру заготовки, а фаски формируют путем скругления торцевых кромок заготовки посредством их обкатывания по поверхности кольцевых ручьев валков в процессе проталкивания заготовки между валками, которые опирают на упругие элементы, установленные на диаметральной оси валков со сторон, противоположных зонам накатывания фасок, с усилием сжатия, равным усилию накатывания фасок.
| Устройство для накатывания фасок | 1980 |
|
SU902955A1 |
| Устройство для накатывания фасок на стержневые изделия | 1989 |
|
SU1750823A1 |
| Валковое устройство | 1987 |
|
SU1459802A1 |
| Устройство для поперечной прокатки цилиндрических изделий | 1989 |
|
SU1736666A1 |
| DE 19723634 A1, 11.12.1997. | |||

