Настоящее изобретение относится к области неразрушающего контроля и может быть использовано для оценки качества пропитки кремнийорганическими смолами стеклопластиковых изделий после формовки и отверждения связующего.
Изобретение предназначено для применения в области авиационной и ракетной техники, а также может быть использовано в других отраслях промышленности, использующих изделия из стеклопластиков.
В процессе производства стеклопластиковых изделий, обладающих стойкостью к интенсивному нагреву, после их формования и отверждения связующего проводят пропитку изделий кремний органической смолой, что позволяет увеличить термостойкость и физико-механические характеристик стеклопластика (патент РФ № 2266928, опубликовано 27.12.2005). В случае неравномерной или недостаточной пропитки изделий кремнийорганической смолой термостойкость снижается, что уменьшает их эксплуатационные характеристики. Исходя из этого существует необходимость проведения неразрушающего контроля качества пропитки стеклопластиковых изделий (после формования и отверждения связующего) кремнийорганическими смолами.
Известен способ контроля качества пропитки неметаллического материала (авторское свидетельство № 267997, опубликовано 02.04.1970, бюл. № 13) путем определения величины привеса, отличающийся тем, что, с целью обеспечения возможности непрерывного бесконтактного контроля качества пропитки в процессе производства, величину привеса определяют по изменению частот генератора, располагаемого над движущимся пропитанным материалом, под которым закрепляют металлический лист, отражающий радиоволны и создающий на входе приемника режим стоячей волны. Основными недостатками способа являются низкая чувствительность при контроле качества пропитки разнотолщинных изделий, а также невозможность применения для контроля качества пропитки сложнопрофильных изделий.
Наиболее близким техническим решением к предлагаемому изобретению является способ ультразвукового неразрушающего контроля качества изделий из стеклопластиков (патент РФ №2760512, опубл. 25.11.2021), включающий излучение импульсов ультразвуковых колебаний излучателем, прием импульсов, прошедших в изделии, приемником, измерение скорости распространения продольных ультразвуковых волн, распространяющихся по нормали к плоскости армирования стеклопластика с шагом от 5 до 100 мм вдоль выбранного направления сканирования на частоте от 1 до 20 МГц с помощью одного пьезоэлектрического преобразователя или двух пьезоэлектрических преобразователей, соосно расположенных с противоположных сторон стенки контролируемого изделия, после чего осуществляют построение распределения скорости продольных ультразвуковых волн вдоль направления сканирования - ультразвуковой профиль изделия, проводят анализ ультразвукового профиля и вычисляют приращение скорости продольных ультразвуковых волн вдоль направления сканирования, после чего определяют величину максимального приращения скорости продольных ультразвуковых волн и проводят оценку качества изделия путем сравнения величины максимального приращения скорости продольных ультразвуковых волн с заданным пороговым значением. Недостатком способа является невозможность его применения для контроля качества пропитки стеклопластикового изделия кремний органической смолой по причине недостаточного количества измерений.
Техническим результатом предлагаемого изобретения является повышение надежности высокоответственных сложнопрофильных стеклопластиковых изделий за счет ультразвукового неразрушающего контроля качества пропитки кремнийорганическими смолами стеклопластиковых изделий после их формовки и отверждения связующего.
Технический результат обеспечивается тем, что предложен способ ультразвукового неразрушающего контроля качества стеклопластиков после пропитки кремнийорганическими смолами, включающий излучение импульсов ультразвуковых колебаний излучателем, прием импульсов, прошедших в изделии, приемником, измерение скорости распространения продольных ультразвуковых волн на частоте от 1 до 20 МГц, распространяющихся по нормали к плоскости армирования стеклопластика, отличающийся тем, что измерение скорости ультразвуковых волн осуществляют после отверждения связующего и повторно после пропитки кремнийорганической смолой и ее полимеризации, с последующим контролем качества пропитки стеклопластика кремнийорганической смолой по величине изменения скорости ультразвуковых волн.
Физическая сущность метода заключается в наличии взаимосвязи между скоростью распространения акустических колебаний и физико-механическими параметрами стеклопластиков, в частности плотности и пористости, которые изменяются после пропитки изделий кремнийорганическими смолами.
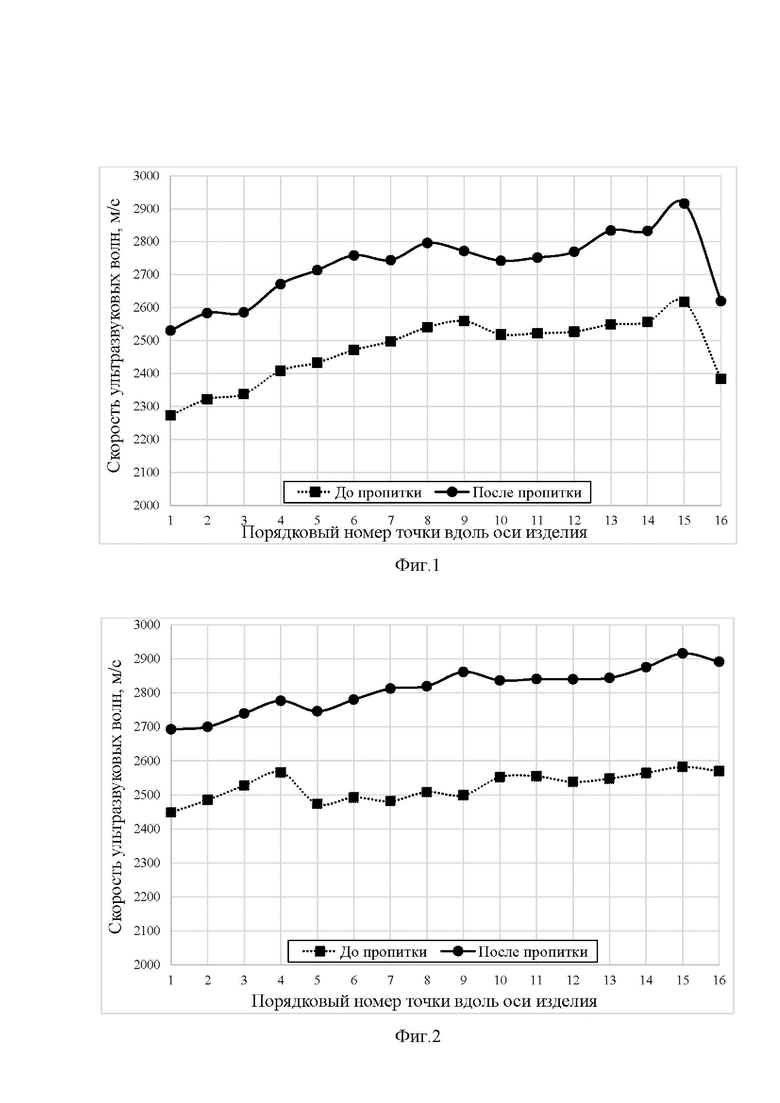
Пример 1. В сложнопрофильных изделиях, изготовленных из стеклопластика на основе фенолформальдегидного связующего, армированного стеклотканью ТС 8/3-К-ТО, были измерены скорости ультразвуковых волн, распространяющихся в направлении нормали к плоскости армирования стеклопластика. Скорости ультразвуковых волн измерялись после формования изделий и отверждения связующего, а также после пропитки изделий высокотермостойкой кремнийорганической смолой (МФСС-8). Распределения скоростей ультразвуковых волн в изделии до и после пропитки МФСС 8 представлены на фиг.1, откуда видно, что после пропитки скорость ультразвуковых волн увеличилась во всех контролируемых точках в среднем на одну величину (260 м/с). Это говорит о высоком качестве и равномерной пропитке изделий кремнийорганической смолой, что подтверждается проведенными теплопрочностными испытаниями изделий и разрушающим контролем на образцах, изготовленных из пропитанных изделий.
Пример 2. В сложнопрофильных изделиях, изготовленных из стеклопластика на основе фенолформальдегидного связующего, армированного стеклотканью ТС 8/3-К, были измерены скорости ультразвуковых волн, распространяющихся в направлении нормали к плоскости армирования стеклопластика. Скорости ультразвуковых волн измерялись после формования изделий и отверждения связующего, а также после пропитки изделий высокотермостойкой кремнийорганической смолой (ТМФТ). Распределения скоростей ультразвуковых волн в изделии до и после пропитки ТМФТ представлены на фиг.2, откуда видно, что после пропитки и полимеризации скорость ультразвуковых волн увеличилась во всех контролируемых точках в среднем на одну величину (287 м/с). Это говорит о высоком качестве и равномерной пропитке изделий кремнийорганической смолой, что подтверждается проведенными теплопрочностными испытаниями изделий и разрушающим контролем на образцах, изготовленных из пропитанных изделий.
Достигаемый технический результат заключается в повышение надежности высокоответственных сложнопрофильных стеклопластиковых изделий за счет обеспечения ультразвукового неразрушающего контроля качества пропитки кремнийорганическими смолами стеклопластиковых изделий после их формовки и отверждения связующего. Преимущества предлагаемого способа:
- высокая точность контроля, за счет определения качества пропитки непосредственно в контролируемом изделии;
- возможность контроля качества пропитки сложнопрофильных разнотолщинных изделий;
- возможность локального контроля качества пропитки.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ ультразвукового неразрушающего контроля качества изделий из стеклопластиков | 2021 |
|
RU2760512C1 |
| Способ определения модуля упругости стеклопластиков при ультразвуковом неразрушающем контроле | 2021 |
|
RU2760472C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ИЗДЕЛИЙ ИЗ СТЕКЛОПЛАСТИКОВ | 2004 |
|
RU2266928C1 |
| Способ контроля глубины дефектов типа "складка" в изделиях из стеклопластиковых материалов ультразвуковым методом | 2022 |
|
RU2788337C1 |
| Способ определения глубины складок в изделиях из стеклопластиковых материалов с помощью ультразвуковых волн | 2023 |
|
RU2814126C1 |
| СОСТАВ КОМПОЗИЦИИ И СПОСОБ ИЗГОТОВЛЕНИЯ ИЗДЕЛИЙ ИЗ СТЕКЛОПЛАСТИКА, ПОЛУЧАЕМОГО НА ОСНОВЕ ЭТОЙ КОМПОЗИЦИИ | 2022 |
|
RU2804783C1 |
| Способ ультразвукового контроля затесненных участков изделий из стеклопластика | 2023 |
|
RU2816862C1 |
| СПОСОБ ПОЛУЧЕНИЯ ОБОЛОЧКИ АНТЕННОГО ОБТЕКАТЕЛЯ ИЗ РЕАКЦИОННО-СВЯЗАННОГО НИТРИДА КРЕМНИЯ | 2010 |
|
RU2453520C1 |
| СПОСОБ ОПРЕДЕЛЕНИЯ ФИЗИКО-МЕХАНИЧЕСКИХ ХАРАКТЕРИСТИК И СОСТАВА ПОЛИМЕРНЫХ КОМПОЗИЦИОННЫХ МАТЕРИАЛОВ В КОНСТРУКЦИЯХ УЛЬТРАЗВУКОВЫМ МЕТОДОМ | 2001 |
|
RU2196982C2 |
| Широкополосный антенный обтекатель | 2018 |
|
RU2698956C1 |
Использование: для ультразвукового неразрушающего контроля качества стеклопластиков после пропитки кремнийорганическими смолами. Сущность изобретения заключается в том, что выполняют излучение импульсов ультразвуковых колебаний излучателем, прием импульсов, прошедших в изделии, приемником, измерение скорости распространения продольных ультразвуковых волн на частоте от 1 до 20 МГц, распространяющихся по нормали к плоскости армирования стеклопластика, при этом измерение скорости ультразвуковых волн осуществляют после отверждения связующего и повторно после пропитки кремнийорганической смолой и ее полимеризации, с последующим контролем качества пропитки стеклопластика кремнийорганической смолой по величине изменения скорости ультразвуковых волн. Технический результат: повышение достоверности ультразвукового неразрушающего контроля качества пропитки кремнийорганическими смолами стеклопластиковых изделий после их формовки и отверждения связующего. 2 ил.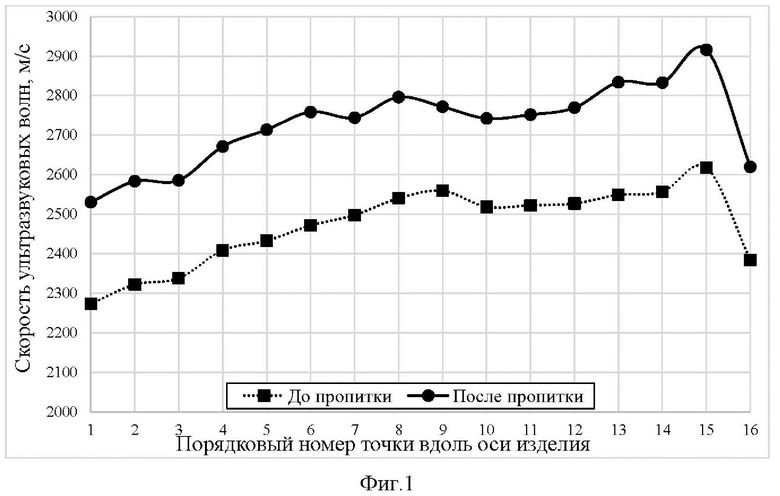
Способ ультразвукового неразрушающего контроля качества стеклопластиков после пропитки кремнийорганическими смолами, включающий излучение импульсов ультразвуковых колебаний излучателем, прием импульсов, прошедших в изделии, приемником, измерение скорости распространения продольных ультразвуковых волн на частоте от 1 до 20 МГц, распространяющихся по нормали к плоскости армирования стеклопластика, отличающийся тем, что измерение скорости ультразвуковых волн осуществляют после отверждения связующего и повторно после пропитки кремнийорганической смолой и ее полимеризации, с последующим контролем качества пропитки стеклопластика кремнийорганической смолой по величине изменения скорости ультразвуковых волн.
| Способ ультразвукового неразрушающего контроля качества изделий из стеклопластиков | 2021 |
|
RU2760512C1 |
| СПОСОБ ОПРЕДЕЛЕНИЯ ФИЗИКО-МЕХАНИЧЕСКИХ ХАРАКТЕРИСТИК И СОСТАВА ПОЛИМЕРНЫХ КОМПОЗИЦИОННЫХ МАТЕРИАЛОВ В КОНСТРУКЦИЯХ УЛЬТРАЗВУКОВЫМ МЕТОДОМ | 2001 |
|
RU2196982C2 |
| Способ оценки устойчивости тонкостенных стеклопластиковых оболочек | 2019 |
|
RU2718645C1 |
| СПОСОБ ИЗМЕРЕНИЯ ТОЛЩИНЫ ИЗДЕЛИЯ С ПОМОЩЬЮ УЛЬТРАЗВУКОВЫХ ИМПУЛЬСОВ | 2003 |
|
RU2231753C1 |
| US 5929349 A, 27.07.1999 | |||
| US 2016103101 A1, 14.04.2016. | |||

