Область техники, к которой относится изобретение
Настоящее изобретение относится к гибкому производственному модулю (ГП-модулю) согласно ограничительной части пункта 1 формулы изобретения, а также к способу оснастки ГП-модуля согласно ограничительной части пункта 11 формулы изобретения.
Уровень техники
В патентном документе DE 10 2012 112025 В4 раскрыт ГП-модуль с первым промышленным роботом, содержащим расположенный на нем держатель инструмента для обработки детали, и вторым промышленным роботом. Регистрация позиции осуществляется с помощью расположенного на первом промышленном роботе оптического измерительного устройства, считывающего метки на втором промышленном роботе, чтобы максимально точно определить относительное расположение роботов для прецизионного позиционирования держателя инструмента. В качестве меток предусмотрены элементы маркировки или отражатели на втором промышленном роботе, которые регистрируются и анализируются оптическим измерительным устройством. В процессе движения первого промышленного робота относительно детали положение второго промышленного робота не меняется, чтобы временно обеспечить неподвижную точку отсчета для первого промышленного робота. Однако условием для этого является такое позиционирование второго промышленного робота, которое не создает препятствий на прямой прохождения электромагнитного луча, излучаемого оптическим измерительным устройством, что обеспечивает возможность определить расположение первого промышленного робота относительно второго промышленного робота.
ГП-модуль указанного в начале типа содержит обрабатывающую систему, систему материальных потоков и информационную систему. Система материальных потоков предусматривает подготовку деталей, предназначенных для обработки, подачу деталей в обрабатывающую систему, а также их вывод из обрабатывающей системы и складирование обработанных деталей. Для этого система подачи материалов содержит управляемое посредством информационной системы манипуляторное устройство. Подача деталей, предназначенных для обработки, а также вывод манипуляторным устройством обработанных деталей осуществляются путем захвата и выкладывания на неподвижные места складирования. Последние могут представлять собой поддоны, стеллажи или иные устройства, обеспечивающие доступность деталей для манипуляторного устройства. Манипуляторное устройство выполнено с возможностью автоматической замены используемого в обрабатывающей системе инструмента, который может быть подан в систему материальных потоков через устройство хранения. Для оснастки обрабатывающей системы с помощью манипуляторного устройства из подведенного к ГП-модулю устройства хранения выбирается инструмент. В общем случае устройство хранения требуется только на время процесса оснастки, поэтому из экономических соображений целесообразно, чтобы в остальное время его место оставалось свободным. Позиционирование устройства хранения и дальнейшее перемещение его в другую позицию приводят к тому, что поступившие в информационную систему после первого позиционирования координаты для управления манипуляторным устройством уже не совпадают с координатами устройства хранения, перемещенного в другую позицию.
Способ или устройство согласно документу DE 10 2012 112025 В4 требуют некоторой неподвижной точки отсчета, которая в ГП-модуле указанного в начале типа отсутствует вследствие не привязанного к определенному месту позиционирования устройства хранения.
Раскрытие сущности изобретения
Таким образом, задача настоящего изобретения заключается в том, чтобы предложить гибкий производственный модуль и способ оснастки гибкого производственного модуля, которые при смене позиции устройства хранения обеспечивают надежное отыскание инструмента манипуляторным устройством ГП-модуля.
Эта задача согласно изобретению решена гибким производственным модулем с признаками пункта 1 формулы, а также способом оснастки гибкого производственного модуля с признаками пункта 11 формулы настоящего изобретения.
Дальнейшие предпочтительные разработки настоящего изобретения раскрыты в соответствующих зависимых пунктах формулы, зависящих от независимых пунктов 1 и 11 формулы изобретения.
Согласно п. 1 формулы изобретения предложен ГП-модуль, содержащий обрабатывающую систему, систему материальных потоков и информационную систему, причем система материальных потоков содержит управляемое информационной системой манипуляторное устройство, выполненное с возможностью автоматической замены инструмента обрабатывающей системы, который может быть подан в систему материальных потоков через устройство хранения. Под ГП-модулем понимается обрабатывающий станок, который с помощью системы управления, в частности системы ЧПУ, позиционирует детали, производит их частичную или полную обработку и по мере необходимости автоматически меняет инструменты. На систему материальных потоков возлагается задача полностью автоматической подачи подлежащих обработке деталей с накопителя деталей в обрабатывающую систему. Управление обрабатывающей системой, а также системой материальных потоков осуществляется, по меньшей мере частично, посредством информационной системы.
Для того чтобы при не привязанной к определенному месту смене позиции устройства хранения можно было быстро и надежно провести автоматическую оснастку обрабатывающей системы инструментом, предусмотрено, что устройство хранения выполнено с возможностью позиционирования в рабочей зоне манипуляторного устройства на время процесса оснастки, причем манипуляторное устройство содержит оптическое детектирующее устройство, выполненное с возможностью регистрации во время позиционирования по меньшей мере одной расположенной на устройстве хранения метки, а также с возможностью регистрации положения одного или нескольких инструментов, расположенных в устройстве хранения, при этом посредством информационной системы предусмотрена возможность определения положения по меньшей мере одного инструмента относительно по меньшей мере одной вновь распознанной метки на устройстве хранения при не привязанной к определенному месту смене позиции устройства хранения. Изменяющиеся при такой не привязанной к определенному месту смене позиции абсолютные координаты места заменяют координатами в относительной системе координат, точку отсчета которой образует по меньшей мере одна метка на устройстве хранения. Для этого при позиционировании устройства хранения информационная система с помощью оптического детектирующего устройства определяет относительные координаты по меньшей мере одного инструмента в устройстве хранения относительно точки отсчета, образованной по меньшей мере одной меткой. Таким образом, требуется лишь повторное распознавание по меньшей мере одной метки, чтобы информационная система на основе сохраненных относительных координат могла определить положение по меньшей мере одного инструмента. Такой ГП-модуль отличается более гибким и более экономным использованием рабочего пространства.
Предпочтительно, по меньшей мере одна метка выполнена с возможностью распознавания на виде на устройство хранения, по существу, сверху. Кинематика манипуляторного устройства, в общем случае, предусматривает захват детали или инструмента с направления, по существу, перпендикулярного к ним. Для этого на конце руки манипуляторного устройства имеется приемное устройство. Оптическое детектирующее устройство может располагаться рядом с приемным устройством, причем оно может «смотреть» на устройство хранения также, по существу, с ортогонального направления.
В частности, по меньшей мере одна метка может располагаться на устройстве хранения в плоскости, параллельной плоскости приема или плоскости изображения оптического детектирующего устройства. Благодаря этому достигается прецизионная регистрация и распознавание по меньшей мере одной метки.
Предпочтительно, по меньшей мере одна метка может содержать оптически распознаваемую информацию об ориентации устройства хранения относительно манипуляторного устройства. Это важно в тех случаях, когда устройство хранения при не привязанной к определенному месту смене позиции меняет и свою ориентацию в плоскости, как это происходит и при обычном позиционировании. В одном из простых вариантов осуществления настоящего изобретения по меньшей мере одна метка может иметь геометрическую форму, позволяющую сделать заключение о соответствующей ориентации устройства хранения относительно манипуляторного устройства. В частности, по меньшей мере одна метка может воспроизводить контур одной из деталей, подлежащих обработки на ГП-модуле. Это упрощает распознавание по меньшей мере одной метки. В частности, для ГП-модулей, оптическое детектирующее устройство или информационная система которых настроены только на один определенный признак обрабатываемой детали, например на геометрическую форму, такое выполнение по меньшей мере одной метки целесообразно, так как инструмент обычно имеет форму, отличающуюся от формы обрабатываемой детали и не распознаваемую анализатором изображений информационной системы. Альтернативно или дополнительно, по меньшей мере одна метка может быть выполнена в виде одно- или многоцветной опознавательной метки. Возможно также выполнение по меньшей мере одной метки в виде QR-кода.
Оптическое детектирующее устройство предпочтительно может быть выполнено в виде камеры. С помощью оптического детектирующего устройства в виде камеры можно сделать опорный снимок устройства хранения и содержащегося в нем инструмента. По меньшей мере одна метка образует точку отсчета относительной системы координат, в которой фиксируется положение по меньшей мере одного инструмента, находящегося в устройстве хранения. После смены позиции устройства хранения делается новый снимок, причем определяется положение только точки отсчета, образованной по меньшей мере одной меткой. Положение по меньшей мере одного инструмента вычисляется информационной системой с помощью его сохраненных относительных координат. Особенно предпочтительно камера может быть выполнена в виде 3D-камеры.
Далее, устройство хранения может включать по меньшей мере одну выделенную зону для приема отдельного инструмента. Эта отдельная зона может быть отделена перегородками, стенками и т.п. Благодаря этому упрощается определение положения или расположения инструментов относительно по меньшей мере одной метки. Кроме того, и извлечение инструмента манипуляторным устройством упрощается, когда при наличии нескольких инструментов они не только пространственно разнесены, но, в дополнение, и физически отделены друг от друга.
В одном из предпочтительных вариантов осуществления устройство хранения может содержать проходящую по его контуру раму с верхней кромкой, выполненной на отдельных участках плоской и наклоненной относительно рамы под некоторым углом. Такая выполненная на отдельных участках плоской верхняя кромка позволяет просто нанести по меньшей мере одну метку. Наклон под некоторым углом относительно рамы обеспечивает расположение по меньшей мере одной метки в плоскости, параллельной плоскости приема или плоскости изображения оптического детектирующего устройства.
Манипуляторное устройство предпочтительно может быть подвижным вдоль определяемой траектории с изменением привязки к месту. Другими словами, манипуляторное устройство может по определяемой траектории изменять свое положение относительно обрабатывающей системы. Это может потребоваться, в частности, в тех случаях, когда манипуляторное устройство должно брать из места складирования или укладывать на место складирования детали, располагающиеся на таком расстоянии друг от друга, которое нельзя перекрыть только движением поворота манипуляторного устройства.
В частности, ГП-модуль может быть выполнен в виде гибочного модуля. Гибочный модуль может содержать одно-единственное манипуляторное устройство, в частности, именно в виде многоосного робота.
Далее, поставленная выше задача решена способом в соответствии с независимым п. 11 формулы настоящего изобретения. Заявлен способ оснастки ГП-модуля, содержащего обрабатывающую систему, систему материальных потоков и информационную систему, причем система материальных потоков содержит манипуляторное устройство, которым управляют посредством информационной системы, при этом с помощью манипуляторного устройства осуществляют автоматическую замену инструмента обрабатывающей системы, который подают в систему обеспечения материальных потоков через устройство хранения. Предлагаемый способ отличается тем, что на первом шаге устройство хранения, оснащенное по меньшей мере одним подлежащим замене инструментом и снабженное по меньшей мере одной меткой, на время процесса оснастки в рабочей зоне манипуляторного устройства позиционируют без привязки к определенному месту. Затем, на втором шаге оптически регистрируют по меньшей мере одну метку, а также расположение по меньшей мере одного инструмента в устройстве хранения относительно этой метки. При этом по меньшей мере одну метку используют в качестве относительной точки отсчета для определения позиции по меньшей мере одного инструмента, расположенного в устройстве хранения, при смене позиции устройства хранения без привязки к определенному месту.
Предпочтительно положение по меньшей мере одного инструмента относительно по меньшей мере одной метки сохраняют в качестве координат относительной координатной системы.
В частности, после смены позиции устройства хранения может быть сделан снимок устройства хранения и с помощью по меньшей мере одной метки может быть определено относительное положение перемещенного устройства хранения. Посредством детектирования по меньшей мере одной метки могут быть определены возникшие в результате перемещения устройства хранения линейное и угловое отклонения. По меньшей мере одна метка используется как точка отсчета для определения положения по меньшей мере одного инструмента, причем без необходимости идентификации самого инструмента. Кроме того, по меньшей мере одна метка может быть использована для нового распознавания устройства хранения.
Предпочтительно осуществлять детектирование по меньшей мере одной метки с помощью программы анализа изображений, используемой для детектирования положения подлежащих обработке деталей.
Краткое описание чертежей
Ниже настоящее изобретение разъяснено более подробно на примере его осуществления со ссылкой на сопроводительные чертежи. На чертежах представлены:
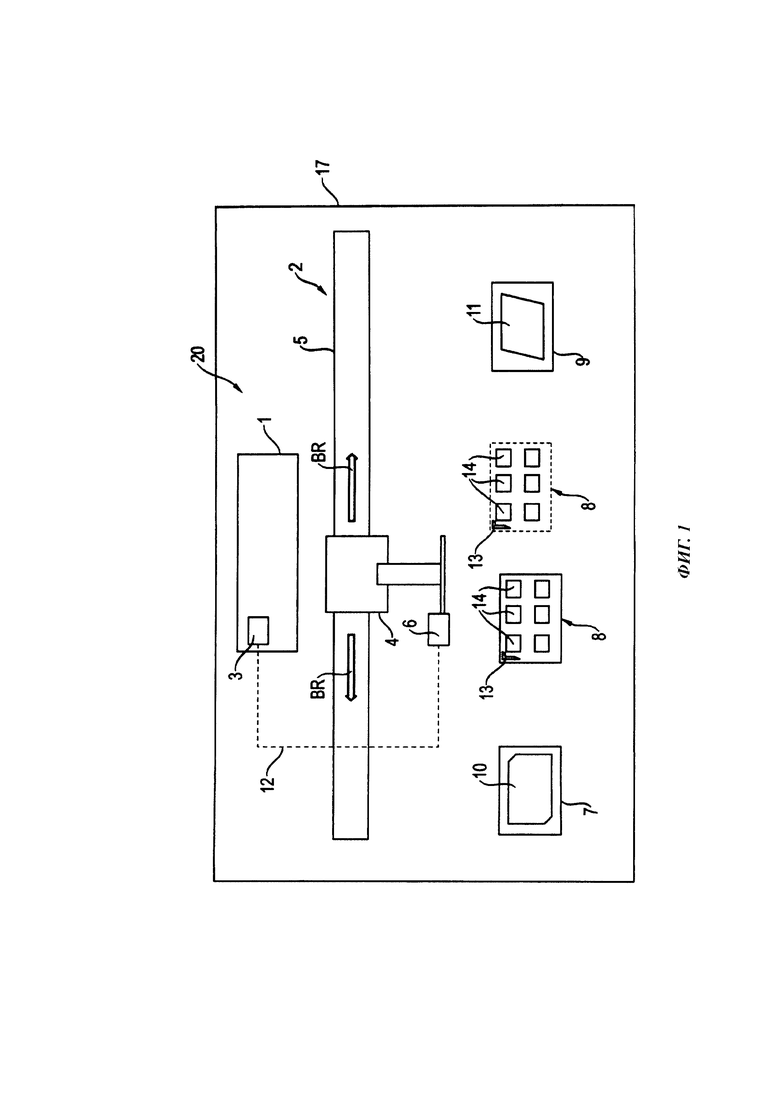
на ФИГ. 1 - схематическое изображение структуры ГП-модуля;
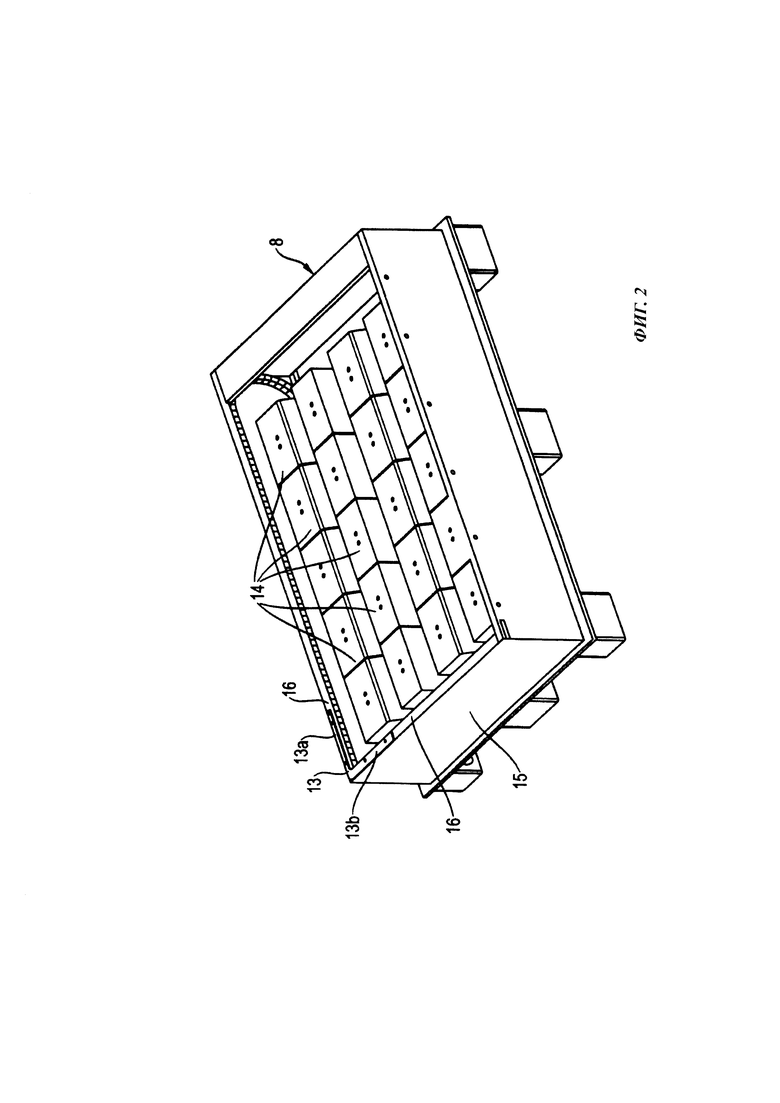
на ФИГ. 2 - схематическое изображение устройства хранения;
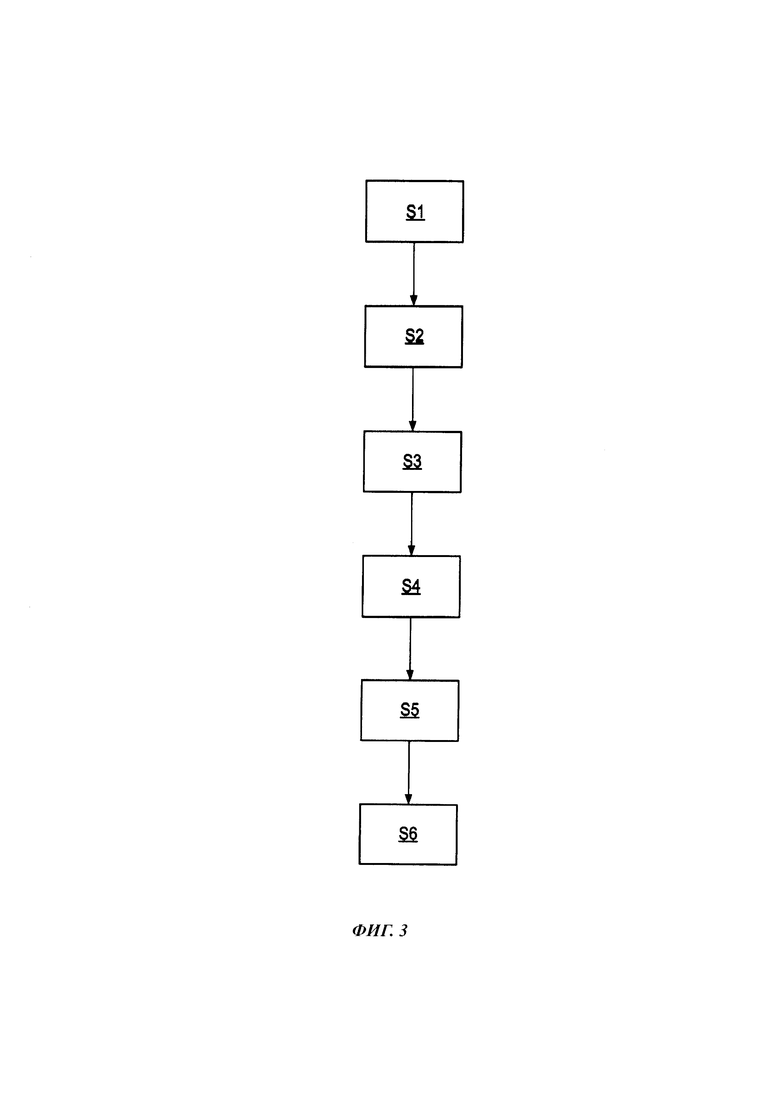
на ФИГ. 3 - блок-схема, наглядно представляющая процесс оснастки инструментом.
Осуществление изобретения
На ФИГ. 1 представлено схематическое изображение структуры ГП-модуля. ГП-модуль, выполненный для примера в виде гибочного модуля 20, содержит обрабатывающую систему 1, систему 2 материальных потоков и информационную систему 3. Обрабатывающая система 1 выполнена в виде гибочного пресса. Система 2 материальных потоков представлена в изображенном примере осуществления в виде манипуляторного устройства 4, в частности, в виде многоосного робота, выполненного с возможностью перемещения вдоль заранее заданной траектории 5 перемещения, указанной стрелками BR. При этом перемещение по траектории 5 не ограничено движением исключительно по прямой.
Манипуляторное устройство 4 оснащено приемным устройством, выполненным, например, в виде клещевого захвата, вакуумного присоса и т.д. Далее, манипуляторное устройство 4 оборудовано оптическим детектирующим устройством 6, выполненным с возможностью отыскания на накопителе 7 подлежащих обработке деталей 10, например, листовых заготовок, которые должны быть поданы манипуляторным устройством 4 в обрабатывающую систему 1 для обработки. В рабочей зоне 17 манипуляторного устройства 4 предусмотрено расположение по меньшей мере одного накопителя 7 деталей. Рабочей зоной 17 называется доступное для манипуляторного устройства 4 пространство, в котором он может без помех манипулировать деталями 10 или аналогичными объектами.
Для отыскания и захвата соответствующей подлежащей обработке детали 10 указанную подлежащую приему деталь 10 фотографируют с помощью оптического детектирующего устройства 6, выполненного в виде камеры. Посредством анализа изображения, осуществляемого по соответствующей программе анализа изображений посредством информационной системы 3, определяют координаты данной детали 10, чтобы затем захватить ее манипуляторным устройством 4 и подать в обрабатывающую систему 1.
И наконец, обработанную деталь 11 выводят манипуляторным устройством 4 из обрабатывающей системы 1 и выкладывают на следующий накопитель 9 деталей. На ФИГ. 1 изображено только по одному накопителю 7 и 9 деталей, но с экономической точки зрения целесообразно иметь несколько накопителей 7, 9 деталей.
Далее, на ФИГ. 1 изображено устройство 8 хранения, обеспечивающее возможность захвата и подготовки для обрабатывающей системы 1 по меньшей мере одного заменяемого инструмента 14. Устройство 8 хранения подводят к гибочному модулю 20 на время оснастки обрабатывающей системы 1. Устройство 8 хранения размещают в рабочей зоне 17 манипуляторного устройства 4, однако без привязки к месту. Это значит, что оператор может позиционировать устройство 8 хранения в любом свободном месте рабочей зоны 17. По окончании оснастки оператор удаляет устройство 8 хранения из рабочей зоны 17, освобождая ее для возможного иного использования.
С различной периодичностью - в зависимости от величины серии изготавливаемых деталей или от регламента техобслуживания обрабатывающей системы 1 гибочного модуля 20 - возникает потребность в переоснастке и, соответственно, замене инструмента 14. На фигуре штриховой линией обозначено перемещенное на новое место устройство 8' хранения, подведенное для такой переоснастки обрабатывающей системы 1 гибочного модуля 20. Устройство 8' хранения может быть тем же самым устройством 8 хранения, но позиционированным в другом месте рабочей зоны 17 манипуляторного устройства 4, а не в том, на котором устройство хранения находилось в ходе предшествующей оснастки. Причем отклонения новой позиции устройства 8' хранения от старой позиции устройства 8 хранения могут сильно различаться по порядку величины. А отклонение позиции на несколько миллиметров уже может привести к тому, что манипуляторное устройство 4 не сможет так точно определить положение инструмента 14, как это требуется для надежного приема инструмента манипуляторным устройством 4. Отклонение образуется не только линейным, но и угловым смещением. Перемещенное на новое место устройство 8' хранения может использоваться для приема инструмента переоснастки. Устройство 8 или 8' хранения снабжено по меньшей мере одной меткой 13, которая служит для распознавания и отыскания устройства 8 или 8' хранения манипуляторным устройством 4.
Информационная система 3 соединена сигнально-управляющей системой 12 шин с манипуляторным устройством 4 и смонтированным на нем оптическим детектирующим устройством 6. Информационная система 3 управляет как обрабатывающей системой 1 гибочного модуля 20, так и манипуляторным устройством 4, или регулирует их.
На ФИГ. 2 показано схематическое изображение устройства 8 хранения, оснащенного инструментами 14. Устройство 8 хранения содержит по меньшей мере одну выделенную зону для приема отдельного инструмента 14. Эти выделенные зоны могут быть реализованы расположением инструментов 14 на расстоянии друг от друга, а также дополнительным пространственным разделением с помощью ограничивающих средств, например стенок. Далее, возможна растровая разметка верхней поверхности устройства 8 хранения, на которой выкладываются инструменты 14. Эта растровая разметка может быть выполнена цветными линиями. Устройство 8 хранения содержит проходящую по контуру, по существу, вертикальную раму 15. Эта рама 15 выполнена с верхней кромкой 16, выполненной на отдельных участках плоской и расположенной под некоторым углом к раме 15. Верхняя кромка 16, по существу, перпендикулярна раме 15. Верхняя кромка 16 по меньшей мере в одном месте снабжена по меньшей мере одной меткой 13, которая служит для распознавания устройства 8 хранения. В показанном примере осуществления по меньшей мере одна метка 13 выполнена в виде плоского, по существу, L-образного элемента, имеющего форму подлежащей обработке детали. По меньшей мере одна метка 13 расположена на соответственным образом сформованном участке верхней кромки 16. Благодаря этому по меньшей мере одна метка 13 может быть распознана при сканировании устройства 8 или 8' хранения, по существу, сверху.
Кроме того, по меньшей мере одна метка 13 обеспечивает возможность распознавания ориентации устройства 8 хранения относительно манипуляторного устройства 4. Для этого по меньшей мере одна метка 13 сформирована соответствующим образом. В показанном примере осуществления по меньшей мере одна метка 13 включает первое плечо 13а и второе плечо 13b, вместе составляющие угол около 90°. При этом первое плечо 13а и второе плечо 13b отличаются друг от друга по меньшей мере шириной. Так, первое плечо 13а выполнено более узким, чем второе плечо 13b, благодаря чему можно определить, что первое плечо 13а проходит в продольном направлении устройства 8 хранения, тогда как второе плечо 13b проходит в поперечном направлении устройства 8 хранения.
На ФИГ. 3 представлена блок-схема, наглядно представляющая процесс автоматизированной оснастки инструментом и охватывающая как оснастку, так и переоснастку обрабатывающей системы 1 манипуляторным устройством 4. На первом шаге S1 доставляют в рабочую зону 17 манипуляторного устройства 4 устройство 8 хранения, снабженное одним или несколькими инструментами 14.
На втором шаге S2 с помощью оптического детектирующего устройства 6 делают опорный снимок устройства 8 хранения и заряженных в него инструментов 14. По меньшей мере одна метка 13 на устройстве 8 хранения расположена в плоскости, параллельной плоскости приема или плоскости изображения оптического детектирующего устройства 6.
На третьем шаге S3, используя опорный снимок, инструментам 14 назначают относительные координаты, которые по меньшей мере на одной метке 13; геометрия которой может соответствовать детали 10, обозначают точку отсчета. Для этого информационная система 3 анализирует опорный снимок с помощью программы анализа изображений, используемой также для распознавания положения подлежащей обработке детали 10. Информационная система 3 сохраняет относительные координаты положения инструмента 14 и точки отсчета, образованной по меньшей мере одной меткой 13. Геометрия по меньшей мере одной метки 13 соответствует геометрии подлежащей обработке детали 10, поэтому никакого дополнительного анализа изображения, адаптированного к конфигурации по меньшей мере одной метки 13, не требуется.
На четвертом шаге S4 производят оснастку обрабатывающей системы 1 инструментом 14. После этого устройство 8 хранения удаляют из рабочей зоны 17 манипуляторного устройства 4, чтобы использовать освободившуюся площадь, например, для дополнительных накопителей 7, 9 деталей.
На пятом шаге S5 производят переоснастку обрабатывающей системы 1, для чего позиционируют на новом месте устройство 8' хранения, чтобы принять находящийся пока еще в обрабатывающей системе 1 инструмент 14 и/или подготовить новый инструмент 14 в рабочей зоне 17 манипуляторного устройства 4.
На шестом шаге S6 с помощью оптического детектирующего устройства 6 снова делают снимок устройства 8' хранения, позиционированного на новом месте в рабочей зоне 17. С помощью информационной системы 3 вновь распознают по меньшей мере одну метку 13 на снимке устройства 8' хранения. Использование программы анализа изображений позволяет сделать выводы об отклоняющейся от опорного снимка ориентации устройства 8' хранения и, соответственно, о ее угловом отклонении. Детектирование образованной по меньшей мере одной меткой 13 точки отсчета и сохраненных в информационной системе 3 относительных координат инструмента 14, определенных в системе этой точки отсчета по опорному снимку, позволяет надежно управлять манипуляторным устройством 4, гарантируя захват инструмента из устройства 8' хранения.
Перечень ссылочных обозначений
1 - обрабатывающая система
2 - система материальных потоков
3 - информационная система
4 - манипуляторное устройство
5 - траектория перемещения
6 - детектирующее устройство
7 - накопитель деталей
8 - устройство хранения 8' устройство хранения
9 - накопитель деталей
10 - деталь
11 - деталь
12 - система шин
13 - метка
13а - первое плечо
13b - второе плечо
14 - инструмент
15 - рама
16 - верхняя кромка
17 - рабочая зона
20 - гибочный модуль
S1 - первый шаг
S2 - второй шаг
S3 - третий шаг
S4 - четвертый шаг
S5 - пятый шаг
S6 - шестой шаг
| название | год | авторы | номер документа |
|---|---|---|---|
| ГИБКАЯ ПРОИЗВОДСТВЕННАЯ СИСТЕМА | 2012 |
|
RU2510320C2 |
| ГИБКИЙ ПРОИЗВОДСТВЕННЫЙ МОДУЛЬ | 1989 |
|
RU2014201C1 |
| Гибкий производственный модуль | 1989 |
|
SU1754421A2 |
| ПРОИЗВОДСТВЕННЫЙ МОДУЛЬ ДЛЯ ВЫПОЛНЕНИЯ ПРОИЗВОДСТВЕННОЙ ФУНКЦИИ НАД ПРОДУКТОМ | 2014 |
|
RU2670553C1 |
| Гибкий производственный модуль | 1988 |
|
SU1673395A1 |
| Гибкий производственный модуль | 1988 |
|
SU1516312A1 |
| Гибкий технологический модуль | 1986 |
|
SU1586825A1 |
| Гибкая производственная система | 1989 |
|
SU1673397A1 |
| Гибкий производственный модуль | 1987 |
|
SU1541017A1 |
| Гибкий производственный модуль | 1986 |
|
SU1315222A1 |
Группа изобретений относится к области робототехники и может быть использована в гибких производственных модулях. Модуль содержит обрабатывающую систему, систему материальных потоков и информационную систему, при этом система материальных потоков включает в себя управляемое информационной системой манипуляторное устройство, выполненное с возможностью автоматической замены инструмента обрабатывающей системы. При этом манипуляторное устройство снабжено оптическим детектирующим устройством с возможностью регистрации расположения инструментов в устройстве хранения, которое выполнено с возможностью позиционирования без привязки к определенному месту в рабочей зоне манипуляторного устройства на время процесса замены инструмента, а оптическое детектирующее устройство выполнено с возможностью регистрации по меньшей мере одной расположенной на устройстве хранения метки, относительно которой информационная система определяет положение инструмента. Предложен также способ смены инструмента в таком модуле. Использование изобретений позволяет повысить надежность работы модуля. 2 н. и 12 з.п. ф-лы, 3 ил.
1. Гибкий производственный модуль (20), содержащий обрабатывающую систему (1), систему (2) материальных потоков и информационную систему (3), при этом система (2) материальных потоков включает в себя управляемое информационной системой (3) манипуляторное устройство (4), выполненное с возможностью автоматической замены инструмента (14) обрабатывающей системы (1), который выполнен возможностью подачи в систему (2) материальных потоков через устройство (8, 8') хранения, размещенное в рабочей зоне (17) манипуляторного устройства (4), которое снабжено оптическим детектирующим устройством (6) с возможностью регистрации расположения одного или нескольких инструментов (14), расположенных в устройстве (8, 8') хранения,
отличающийся тем, что
устройство (8, 8') хранения выполнено с возможностью позиционирования без привязки к определенному месту в рабочей зоне (17) манипуляторного устройства (4) на время процесса замены инструмента (14), а
оптическое детектирующее устройство (6) манипуляторного устройства (4) выполнено с возможностью регистрации по меньшей мере одной расположенной на устройстве (8, 8') хранения метки (13), при этом
информационная система (3) выполнена с возможностью определения положения по меньшей мере одного инструмента (14) относительно по меньшей мере одной вновь распознанной метки (13) на устройстве (8, 8') хранения при смене позиции устройства (8, 8') хранения в рабочей зоне (17) манипуляторного устройства (4) без привязки к определенному месту.
2. Модуль (20) по п. 1, отличающийся тем, что по меньшей мере одна метка (13) расположена с возможностью распознавания на устройстве (8, 8') хранения, по существу, сверху.
3. Модуль (20) по п. 1 или 2, отличающийся тем, что по меньшей мере одна метка (13) расположена на устройстве (8, 8') хранения в плоскости, параллельной плоскости изображения оптического детектирующего устройства (6).
4. Модуль (20) по любому из пп. 1-3, отличающийся тем, что по меньшей мере одна метка (13) содержит оптически распознаваемую информацию об ориентации устройства (8, 8') хранения относительно манипуляторного устройства (4).
5. Модуль (20) по любому из пп. 1-4, отличающийся тем, что оптическое детектирующее устройство (6) выполнено в виде фотокамеры.
6. Модуль (20) по любому из пп. 1-5, отличающийся тем, что устройство (8, 8') хранения содержит по меньшей мере одну выделенную зону для приема отдельного инструмента (14).
7. Модуль (20) по любому из пп. 1-6, отличающийся тем, что устройство хранения содержит проходящую по его контуру раму (15) с верхней кромкой (16), выполненной на отдельных участках плоской и расположенной наклонно под углом относительно рамы (15).
8. Модуль (20) по п. 7, отличающийся тем, что по меньшей мере одна метка (13) расположена по меньшей мере на одном участке верхней кромки (16).
9. Модуль (20) по любому из пп. 1-8, отличающийся тем, что манипуляторное устройство (4) выполнено подвижным вдоль заранее заданной траектории (5) перемещения с изменением привязки к месту.
10. Модуль (20) по любому из пп. 1-9, отличающийся тем, что он выполнен в виде гибочного модуля.
11. Способ автоматической смены инструмента (14) в гибком производственном модуле (20), содержащем обрабатывающую систему (1), систему (2) материальных потоков и информационную систему (3), причем система (2) материальных потоков содержит манипуляторное устройство (4), которым управляют посредством информационной системы (3), включающий
осуществление автоматической смены инструмента (14) обрабатывающей системы (1) с помощью манипуляторного устройства (4), при этом
инструмент (14) подают в систему (2) материальных потоков через устройство (8, 8') хранения, размещенное в рабочей зоне (17) манипуляторного устройства (4),
отличающийся тем, что
используют устройство (8, 8') хранения, выполненное с возможностью позиционирования в рабочей зоне (17) манипуляторного устройства (4) без привязки к определенному месту,
на первом шаге (S1) на время процесса смены инструмента (14) в рабочей зоне (17) манипуляторного устройства (4) позиционируют без привязки к определенному месту устройство (8) хранения, снабженное по меньшей мере одной меткой (13) и оснащенное по меньшей мере одним подлежащим замене инструментом (14),
на втором шаге (S2) оптически регистрируют по меньшей мере одну метку (13) и расположение по меньшей мере одного инструмента (14) в устройстве (8) хранения относительно этой метки (13),
на третьем шаге (S3) по меньшей мере одну метку (13) используют в качестве относительной точки отсчета для определения позиции по меньшей мере одного инструмента (14), расположенного в устройстве (8') хранения, при смене позиции устройства (8) хранения без привязки к определенному месту, и
на четвертом шаге (S4) обрабатывающую систему (1) оснащают инструментом (14), размещенным в ранее определенной позиции.
12. Способ по п. 11, отличающийся тем, что положение по меньшей мере одного инструмента (14) относительно по меньшей мере одной метки (13) сохраняют в качестве координат относительной координатной системы.
13. Способ по п. 11 или 12, отличающийся тем, что осуществляют пятый шаг (S5), на котором изменяют позицию устройства (8) хранения, и шестой шаг (S6), на котором делают снимок устройства (8') хранения в новой позиции и с помощью по меньшей мере одной метки (13) определяют относительное положение перемещенного устройства (8) хранения.
14. Способ по любому из пп. 11-13, отличающийся тем, что детектирование по меньшей мере одной метки (13) осуществляют с помощью программы анализа изображений, используемой для детектирования положения подлежащих обработке деталей (10).
| US 2016207202 A1, 21.07.2016 | |||
| Станок для аппретирования, сушки и резки ткани, например, на капталы | 1948 |
|
SU75769A1 |
| Автоматическая линия горячей штамповки | 1982 |
|
SU1042866A1 |
| ГИБКИЙ ПРОИЗВОДСТВЕННЫЙ МОДУЛЬ | 1989 |
|
RU2014201C1 |
| СПОСОБ, КОМПЬЮТЕРНАЯ ПРОГРАММА И УСТРОЙСТВО ДЛЯ ОПРЕДЕЛЕНИЯ МЕСТА ЗАХВАТА | 2011 |
|
RU2594231C2 |
| EP 2992995 A1, 09.03.2016 | |||
| US 2011235054 A1, 29.09.2011 | |||
| ВСЁСОЮЗЯДЯ |1 ПАШ?! 1*0-тш:кй^;ЕШ2в^^'ПГОТГГА | 0 |
|
SU171437A1 |

