Изобретение относится к области аддитивных технологий, в частности получения изделий из никелевых сплавов, с управляемым переменным размером, формой и кристаллографической ориентацией зёрен методами аддитивных технологий.
Благодаря высокой коррозионной стойкости, стойкости к окислению, усталостным деформациям и ползучести никелевые жаропрочные сплавы нашли широкое применение в авиационных, ракетных двигателях, а также в химических реакторах и установках.
Особые свойства жаропрочных никелевых сплавов объясняют их значительную востребованность в промышленности, а именно коррозионная стойкость при комнатной и повышенных температурах, химическая стойкость, износостойкость, жаростойкость и т.д.
Эксплуатация жаропрочных никелевых сплавов чаще всего происходит при температурах, близких к температурам их плавления. Это накладывает жёсткие требования к структуре сплава.
Длительное время для повышения характеристик жаропрочных сплавов на основе никеля использовали легирование большим количеством элементов. Однако в дальнейшем было обнаружено, что границы зёрен, имеющиеся в поликристаллических изделиях, оказывают негативное влияние на прочностные характеристики сплава при высоких температурах. Особенно, когда границы зёрен располагаются перпендикулярно направлению действующих усилий. Вследствие этого были разработаны технологии направленной кристаллизации, в которых формирующиеся зёрна вытянуты вдоль направления приложения усилий.
Изготовление лопаток газотурбинных двигателей из никелевых сплавов с направленной структурой широко используется в современной промышленности. Для формирования такой структуры чаще всего применяется метод Бриджмена, в котором процесс направленной кристаллизации осуществляется за счёт использования затравки и создания градиента температур в форме и его перемещения вдоль желаемого направления формирования структуры.
При реализации данного метода возникают существенно неравновесные условия кристаллизации. Помимо этого, за счёт большой разницы плотностей отдельных легирующих элементов, например Re, Ta и W в отливках может возникать химическая и структурная неоднородность. Для устранения такой неоднородности применяется термическая обработка.
Развитие методов порошковой металлургии привело к появлению новых технологий получения изделий из порошковых материалов. Одним из таких активно развивающихся направлений являются аддитивные технологии, предполагающие получение изделий из металлических порошков.
Использование аддитивных технологий для изготовления изделий из жаропрочных никелевых сплавов активно исследуется и изучается. Особенности процессов аддитивного производства создают определенные сложности и влияют на итоговые параметры свойств изделий.
Например, технология селективного лазерного плавления (СЛП) позволяет изготавливать сложнопрофильные изделия из порошкового материала жаропрочного никелевого сплава без необходимости изготовления отдельной дорогостоящей оснастки. В технологии СЛП также возможно получение направленной структуры, однако для этого необходимо создание специальных условий кристаллизации.
На текущий момент уже существует ряд научно-исследовательских и патентных публикаций, описывающих возможности получения изделий с направленной структурой из жаропрочных никелевых сплавов методами аддитивного производства.
В патенте EP2917797 описывается метод ремонта изделий с формированием направленной структуры. Для этого используется лазерная наплавка металлического порошка на поверхность изделия. При этом изделие ориентируется таким образом, чтобы направление [001] соответствовало направлению выращивания. В результате, за счёт эпитаксиальной кристаллизации рост зёрен происходит аналогично, вдоль направления [001].
Недостатком данного метода является малая высота формируемой направленной структуры, которая составляет половину высоты одного наплавленного слоя, а также необходимость в подложке с направленной структурой.
В заявке WO2021/251847 описывается разработка сплава для формирования изделий, работающих при повышенных температурах, методом селективного лазерного сплавления. С этой целью авторы публикации проводили модифицирование состава сплава с целью повышения температур сольвуса и повышение температурной стабильности гетерофазной структуры, присущей для всего объема изделия.
В патенте CN112893874 описывается метод формирования направленной и монокристаллической структуры в изделиях с помощью аддитивной технологии. Для этого используется инфракрасный подогрев поверхности слоя, расположенный в верхней части установки, с помощью которого производится подогрев и поддержание нужной температуры слоя в процессе кристаллизации. Выращивание производится на монокристаллической подложке, закреплённой на платформе. В патенте CN111872395 с этой целью применяют разогреваемую до температуры 900-1100 °C подложку, которая обеспечивает общий нагрев детали.
Главным недостатком вышеперечисленных методов является необходимость использования затравки для формирования направленной структуры в конечном изделии.
В патенте CN105705278 представлен способ изготовления элемента, включающий: нанесение металлического порошка на рабочую поверхность; направление луча от направленного источника энергии для расплавления порошка по рисунку, соответствующему слою поперечного сечения элемента; повторение этапа осаждения и плавления для создания элемента послойным образом; и во время цикла осаждения и плавления поддержание заданного температурного профиля элемента с использованием внешнего устройства терморегулирования, отдельного от направленного источника энергии, так что полученный элемент имеет направленное затвердевание или монокристаллическую микроскопическую структуру.
Селективное лазерное плавление никелевых сплавов с переходной микроструктурой представлено в публикации CN108588498 «Nickel-based gradient material and method for preparing nickel-based gradient material by using selective laser melting method», однако метод не подразумевает получение направленной микроструктуры.
В заявке WO2021130433 представлен способ изготовления лопатки, состоящей из первой и второй части, являющийся наиболее близким аналогом. Способ включает этап изготовления первой части методом литья по выплавляемой модели, заключающегося в выплавлении лопасти в подготовленной оболочковой форме по модели из удаляемого материала, с формированием монокристаллической или столбчатой структуры из первого металлического сплава, и этап формирования второй части, по существу, основания, непосредственно на первой части. Первая часть и вторая часть лопатки изготовлены из разных сплавов, вторая часть выполнена с поликристаллической микроструктурой.
Предложенный способ подразумевает гибридное производство, по существу, газотурбинной лопатки, в которой одна часть выполнена литьем в форму с формированием монокристаллической или столбчатой микроструктуры, а вторая, основание лопатки, методом аддитивного производства с образование поликристаллической микроструктуры сплава, отличного от первого металлического сплава. Кроме того, способ включает проведение дополнительной термообработки с целью гомогенизации и старения, что также увеличивает технологический цикл производства. Таким образом, технической проблемой, на решение которой направлен предлагаемый метод, является сокращение производственных операций, увеличение производительности и упрощение производства изделий из жаропрочного никелевого сплава с управляемыми переменной структурой и размером зерна.
Решение вышеуказанной технической проблемы достигается за счёт выполнения следующих этапов:
• подготавливают модель изделия, необходимую для выращивания методом СЛП;
• выделяют по меньшей мере две зоны изделия с различной ориентированностью и размером зерна;
• выбирают параметры обработки порошка методом селективного лазерного плавления в соответствии с требуемыми параметрами структуры;
• выбирают определённые значения технологических параметров изготовления, способствующие формированию требуемой структуры, загружают порошок в установку селективного лазерного плавления и устанавливают следующие параметры печати:
- для первой зоны: дистанция между проходами лазера – 0,1 мм, толщина слоя – 0,05 мм, скорость сканирования – 1200 мм/с, мощность лазера – 250 W, температура подогрева платформы – 1000 °C;
- для второй зоны: дистанция между проходами лазера – 0,15-0,2 мм, толщина слоя – 0,05 мм, скорость сканирования – 1000 мм/с, мощность лазера – 650-950 W, температура подогрева платформы – 1000 °C;
при этом сначала формируют первую зону, а затем вторую зону, а в качестве стратегии сканирования выбирают стратегию единичного сканирования или стратегию двойного сканирования.
Технический результат изобретения заключается в формировании изделия из жаропрочного никелевого сплава с управляемыми переменной структурой и размером зерна за один технологический цикл, исключающий дополнительные этапы термообработки и обслуживания установки селективного лазерного плавления.
Кроме того, способ обеспечивает повышенные прочностные свойства при повышенных температурах в зоне направленной структуры, особенно в условиях повышенных температур, и большую прочность при пониженных температурах в зоне равноосной микроструктуры. Таким образом, заявляемый способ позволяет более быстро, без дополнительных операций загрузки/разгрузки материала в камеру установки селективного лазерного плавления сформировать ранее заданную микроструктуру и свойства. Кроме того, способ позволяет получать направленную микроструктуру без использования затравки – металлической подложки, микроструктура которой соответствует определенному кристаллографическому направлению. Формируемая с использованием данного способа микроструктура позволяет обеспечивать повышенные эксплуатационные характеристики в изделиях.
Далее приведено описание настоящего изобретения, включая предпочтительные варианты выполнения, со ссылкой на сопроводительные чертежи, на которых:
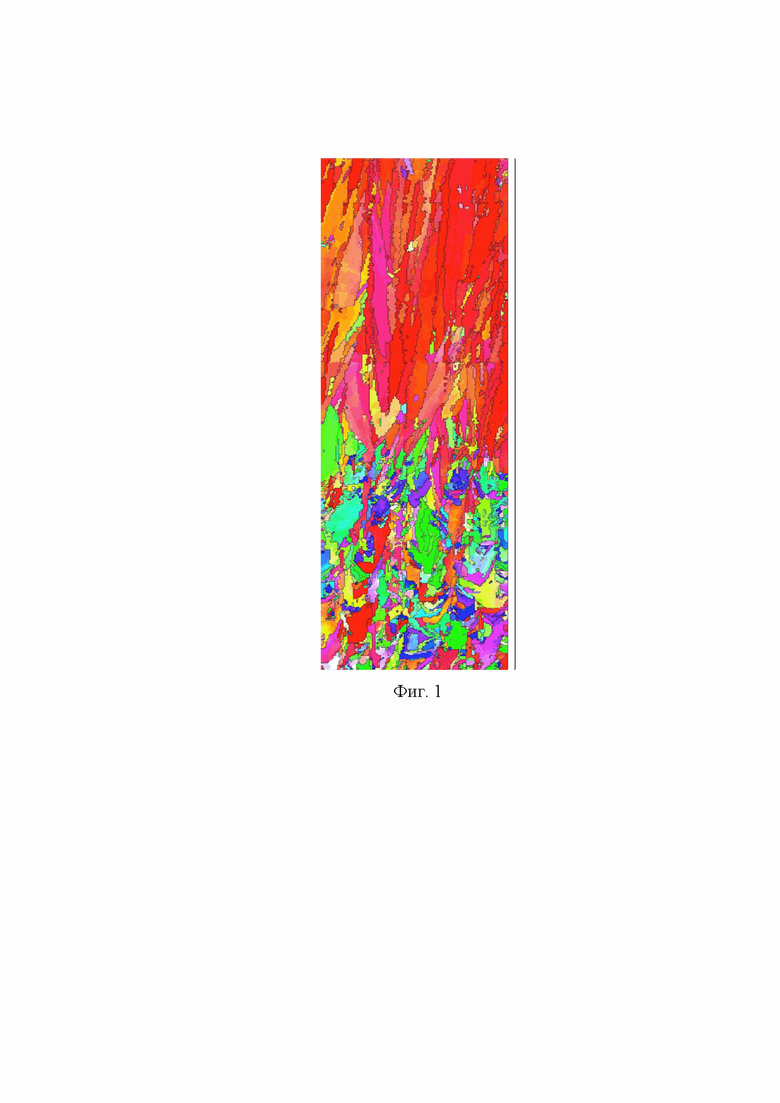
Фиг. 1 – заготовка №1, полученная в результате примера 1 осуществления метода, снимок выполнен параллельно направлению выращивания;
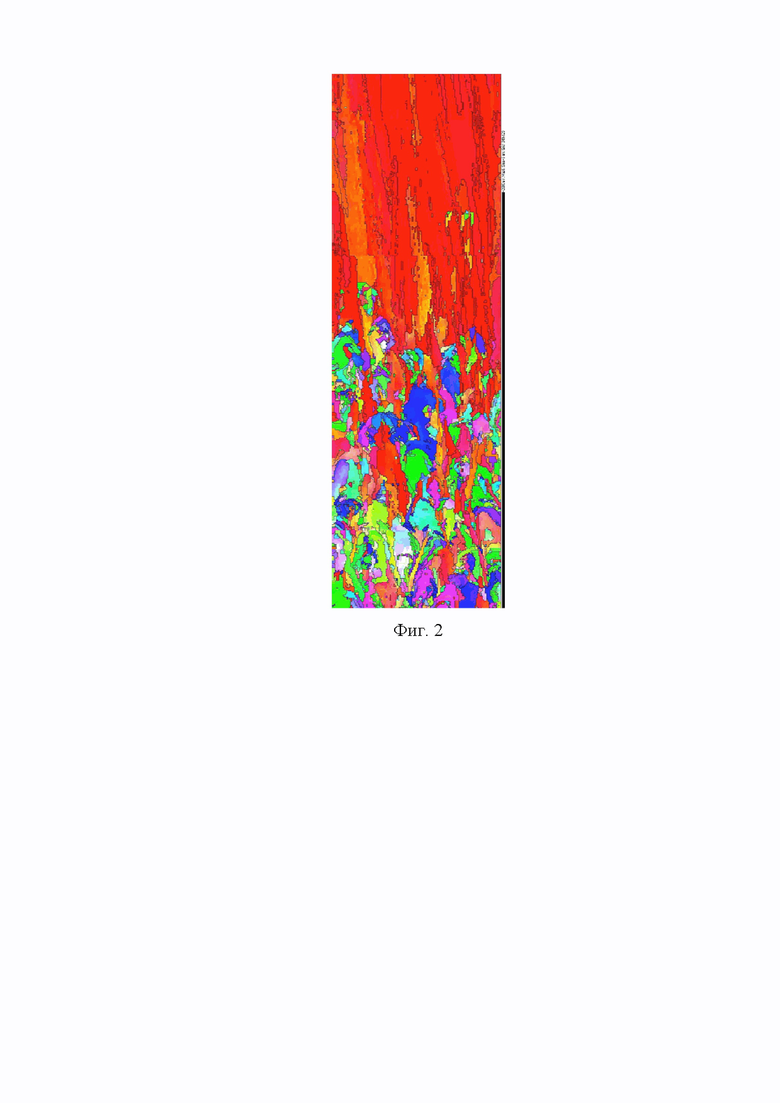
Фиг. 2 – заготовка №2, полученная в результате примера 2 осуществления метода, снимок выполнен параллельно направлению выращивания.
Процесс получения изделий из никелевых жаропрочных сплавов с заданной переменной структурой заключается в следующем:
• выбирают порошок жаропрочного никелевого сплава с размером частиц от 15 до 100 мкм;
• загружают порошок никелевого сплава в установку селективного лазерного плавления;
• выбирают параметры обработки порошка методом селективного лазерного плавления в соответствии с необходимыми прогнозируемыми параметрами структуры. Параметры обработки включают в себя дистанцию между проходами, толщину слоя, скорость сканирования, мощность лазера, температуру подогрева платформы. Проводят математическое моделирование структуры с использованием программных средств моделирования структурообразования в процессе СЛП;
• проводят выращивание заготовок из никелевого сплава в соответствии с выбранными параметрами процесса селективного лазерного плавления:
• для первой зоны: дистанция между проходами лазера – 0,1 мм, толщина слоя – 0,05 мм, скорость сканирования – 1200 мм/с, мощность лазера – 250 W, температура подогрева платформы – 1000 °C;
• для второй зоны: дистанция между проходами лазера – 0,15-0,2 мм, толщина слоя – 0,05 мм, скорость сканирования – 1000 мм/с, мощность лазера – 650-950 W, температура подогрева платформы – 1000 °C;
при этом сначала формируют первую зону, а затем вторую зону, а в качестве стратегии сканирования выбирают стратегию единичного сканирования или стратегию двойного сканирования. В случае применения стратегии двойного сканирования первичное сканирование предварительно нанесенного порошка осуществляют при сопутствующем нагреве платформы, так что происходит нагрев как нанесенного порошка, так и формируемого изделия, а изготовление изделия начинают с формированием равноосной структуры. Осуществление предложенного способа, заключающегося в применении четко установленных параметров селективного лазерного плавления, позволяет контролировать параметры кристаллизации сплава, за счёт варьирования энергетической плотности в процессе обработки жаропрочного никелевого сплава, и контролировать тем самым скорость кристаллизации сплава и формирование структуры в процессе обработки.
В процессе сканирования слоя нанесенного порошка лазерным источником по технологии селективного лазерного плавления выбирают стратегию единичного сканирования или стратегию двукратного сканирования. Первый проход производится с целью разогрева верхней части детали с протеканием плавления нанесенного слоя порошка, что позволяет уменьшить температурный градиент и обеспечить более равновесные условия кристаллизации. Второй проход позволяет обеспечить требуемую ориентацию и размер зерен. Согласно способу, двойное сканирование производят таким образом, что второй проход осуществляют с той же мощностью лазера, что и первый, с повторением траектории сканирования. Такая обработка позволяет формировать направленную структуру без необходимости использования затравки – металлической подложки, микроструктура которой соответствует определенному кристаллографическому направлению. В процессе изготовления детали в каждом слое происходит вытягивание зёрен в направлении теплоотвода, что и приводит к созданию направленной структуры.
Традиционно в технологии СЛП скорости охлаждения расплава при кристаллизации составляют значения порядка 105 К/с. Это приводит к формированию равноосной структуры. В связи с чем изменение скорости кристаллизации осуществляют с использованием подогрева рабочей зоны, который может производиться как в области платформы, так и в области рабочей камеры установки селективного лазерного плавления, и совмещают с варьируемыми технологическими параметрами селективного лазерного плавления. Такой подход способствует уменьшению температурного градиента и управляемому формированию направленной структуры.
В процессе выращивания сначала формируют по меньшей мере две зоны (Фиг. 1), из которых одна преимущественно может характеризоваться равноосной структурой, а вторая направленной. Кроме того, одна из зон формируемой детали может характеризоваться различной степенью направленности, в частности, столбчатой или монокристаллической структурой, таким образом, можно обеспечить разную степень направленности. После изготовления проводят проверку структуры посредством оптической или электронной растровой микроскопии, рентгеновской дифрактометрии либо других, и, в случае необходимости, корректировку режимов печати.
Разработанная методика формирования деталей из жаропрочных никелевых сплавов с помощью селективного лазерного плавления может применяться для гарантированного получения бездефектных изделий высоконагруженного и высокотемпературного назначения с характеристиками, наиболее приближенными к требуемым для данных применений.
Имеется несколько примеров применения разработанного способа для получения заготовок деталей с переменной структурой методом СЛП.
Пример 1
Для исследования использовался порошок жаропрочного никелевого сплава с гранулометрическим составом 20-60 мкм, состав которого приведён в таблице 1.
Таблица 1 – Химический состав использованного жаропрочного никелевого сплава
Порошок загружали в оборудование для селективного лазерного плавления и далее обрабатывали методом селективного лазерного плавления по 2 режимам для получения заготовки размером 20x20x40 мм (ДxШxВ).
Заготовку №1 получали по следующему режиму.
Зона 1 (равноосная): (с 0 по 20 мм по высоте) дистанция между проходами лазера – 0,1 мм, толщина слоя – 0,05 мм, скорость сканирования – 1200 мм/с, мощность лазера – 250 W, температура подогрева платформы – 1000 °C, однократная обработка.
Зона 2 (направленная): (с 20 по 40 мм по высоте) дистанция между проходами лазера – 0,15 мм, толщина слоя – 0,05 мм, скорость сканирования – 1000 мм/с, мощность лазера – 650 W, температура подогрева платформы – 1000 °C, однократная обработка.
Оценку сформированной структуры проводили с использованием сканирующего электронного микроскопа с дополнительным модулем дифракции обратноотражённых электронов (Electron Backscatter Diffraction, EBSD).
Пример 2
Для исследования использовался порошок жаропрочного никелевого сплава с гранулометрическим составом 20-60 мкм, состав которого приведён в таблице 1.
Таблица 2 – Химический состав использованного жаропрочного никелевого сплава
Порошок загружали в оборудование для селективного лазерного плавления и далее обрабатывали методом селективного лазерного плавления по 2 режимам для получения заготовок размером 20x20x40 мм (ДxШxВ).
Заготовку №2 получали по следующему режиму.
Зона 1 (равноосная): (с 0 по 20 мм по высоте) дистанция между проходами лазера – 0,1 мм, толщина слоя – 0,05 мм, скорость сканирования – 1200 мм/с, мощность лазера – 250 W, температура подогрева платформы – 1000 °C, однократная обработка.
Зона 2 (направленная): (с 20 по 40 мм по высоте) дистанция между проходами лазера – 0,2 мм, толщина слоя – 0,05 мм, скорость сканирования – 1000 мм/с, мощность лазера – 950 W, температура подогрева платформы – 1000 °C, двукратная обработка.
Оценку сформированной структуры (Фиг. 2) проводили с использованием сканирующего электронного микроскопа с дополнительным модулем EBSD.
Таким образом, разработанный метод изготовления деталей из жаропрочных никелевых сплавов с заданной структурой позволяет получать бездефектный сплав с заданной структурой и свойствами в определённых зонах за один технологический цикл.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ аддитивного формирования изделия с комбинированной структурой из жаропрочного никелевого сплава с высокотемпературным подогревом | 2023 |
|
RU2821638C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ИЗДЕЛИЙ СЛОЖНОЙ ФОРМЫ ИЗ ПОРОШКОВЫХ СИСТЕМ | 2014 |
|
RU2562722C1 |
| СПОСОБ ПОЛУЧЕНИЯ СПЛАВА TINI С ПРОГНОЗИРУЕМЫМИ СВОЙСТВАМИ С ПОМОЩЬЮ АДДИТИВНЫХ ТЕХНОЛОГИЙ | 2021 |
|
RU2772811C1 |
| СПОСОБ ПРЯМОГО ЛАЗЕРНОГО СИНТЕЗА СВЕРХУПРУГИХ ЭНДОДОНТИЧЕСКИХ ИНСТРУМЕНТОВ ИЗ НИКЕЛИДА ТИТАНА | 2022 |
|
RU2792335C1 |
| СПОСОБ ПОЛУЧЕНИЯ СПЛАВА TiNi С ПЕРЕМЕННЫМ ХИМИЧЕСКИМ СОСТАВОМ С ПОМОЩЬЮ АДДИТИВНЫХ ТЕХНОЛОГИЙ | 2022 |
|
RU2808118C2 |
| Способ получения деталей из жаропрочных никелевых сплавов, включающий технологию селективного лазерного сплавления и термическую обработку | 2018 |
|
RU2674685C1 |
| Способ получения объемных изделий из высокоэнтропийного сплава, легированного азотом, методом селективного лазерного плавления | 2023 |
|
RU2821178C1 |
| Способ изготовления деталей сложной формы гибридным литейно-аддитивным методом | 2020 |
|
RU2752359C1 |
| Способ аддитивного производства пористых имплантатов из никелида титана с управляемыми механическими характеристиками и биосовместимостью | 2024 |
|
RU2835297C1 |
| Способ формирования композиционного материала методом селективного лазерного плавления порошка жаропрочного никелевого сплава на подложке из титанового сплава | 2019 |
|
RU2713255C1 |
Изобретение относится к области аддитивных технологий, в частности к получению изделий из жаропрочных никелевых сплавов с заданной структурой методом селективного лазерного плавления. Порошок жаропрочного никелевого сплава с размером частиц от 15 до 100 мкм загружают в установку селективного лазерного плавления, проводят моделирование структуры и выделяют первую и вторую зону заготовки с различной ориентированностью и размером зерна. Платформу подогревают до температуры 1000 °С и начиная с первой зоны формуют заготовку путем единичного или двойного сканирования. Первую зону заготовки формируют при дистанции между проходами лазера 0,1 мм, толщине слоя 0,05 мм, скорости сканирования 1200 мм/с и мощности лазера 250 Вт. Вторую зону заготовки формируют при дистанции между проходами лазера 0,15-0,2 мм, толщине слоя 0,05 мм, скорости сканирования 1000 мм/с и мощности лазера 650-950 Вт. Обеспечивается получение изделия с управляемыми переменной структурой и размером зерна за один технологический цикл без затравки. 2 ил., 2 табл., 2 пр.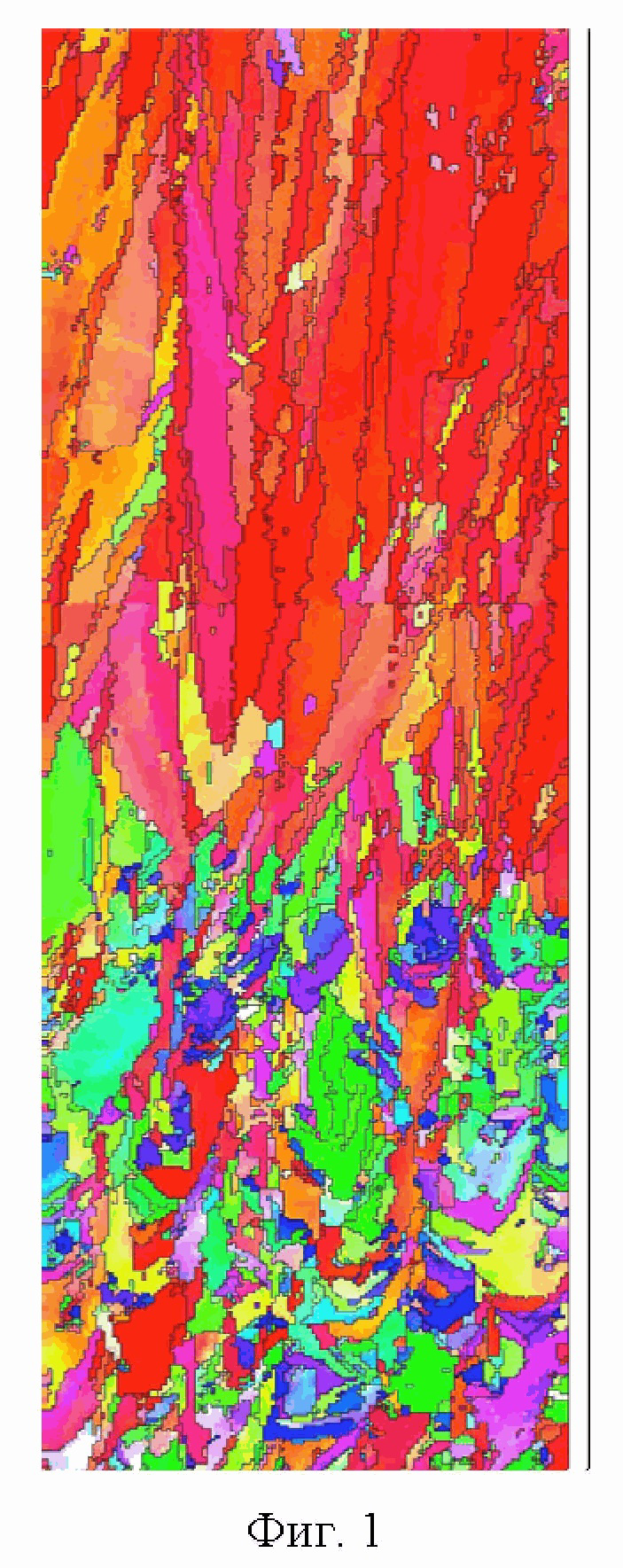
Способ аддитивного производства заготовок из жаропрочного никелевого сплава, включающий послойное формирование заготовки путем плавления порошкового слоя с использованием сканирования высокоэнергетическим пучком, отличающийся тем, что порошок жаропрочного никелевого сплава с размером частиц от 15 до 100 мкм загружают в установку селективного лазерного плавления, проводят моделирование структуры и выделяют первую и вторую зону заготовки с различной ориентированностью и размером зерна, выбирают параметры обработки порошка методом селективного лазерного плавления в соответствии с заданными параметрами структуры, платформу подогревают до температуры 1000 °С и начиная с первой зоны формуют заготовку путем единичного или двойного сканирования, при этом первую зону заготовки формируют при дистанции между проходами лазера 0,1 мм, толщине слоя 0,05 мм, скорости сканирования 1200 мм/с и мощности лазера 250 Вт, а вторую зону заготовки формируют при дистанции между проходами лазера 0,15-0,2 мм, толщине слоя 0,05 мм, скорости сканирования 1000 мм/с и мощности лазера 650-950 Вт.
| WO 2021130433 A1, 01.07.2021 | |||
| Прибор для установки, с надлежащим уклоном (свесом), пил в лесопильной раме | 1928 |
|
SU11377A1 |
| Способ формирования композиционного материала методом селективного лазерного плавления порошка жаропрочного никелевого сплава на подложке из титанового сплава | 2019 |
|
RU2713255C1 |
| СПОСОБ ЛАЗЕРНОГО СИНТЕЗА ОБЪЕМНЫХ ИЗДЕЛИЙ (ВАРИАНТЫ) | 2000 |
|
RU2212982C2 |
| Способ аддитивного производства изделий из титановых сплавов с функционально-градиентной структурой | 2018 |
|
RU2700439C1 |
| WO 2017100811 A1, 22.06.2017 | |||
| US 11137143 B2, 05.10.2021 | |||
| Выделенное биспецифическое антитело, которое специфически связывается с CD47 и PD-L1 | 2021 |
|
RU2815823C2 |
