11320005
Изобретение относится к литейному производству, в частности к способам заполнения опок формовочной смесью.
Цель изобретения - повышение качества заполнения опок формовочной , смесью.
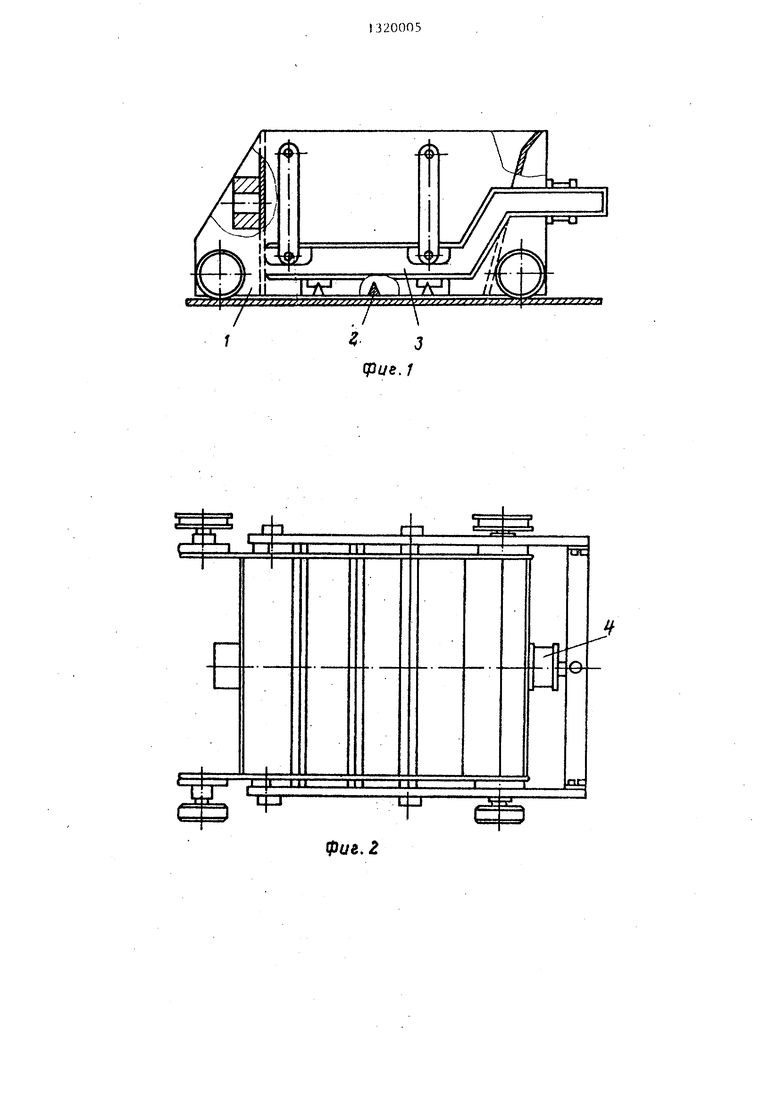
На фиг.1 и 2 схематически изображен дозатор для реализации предлагаемого способа; на фиг.З - схема осуществления способа.10
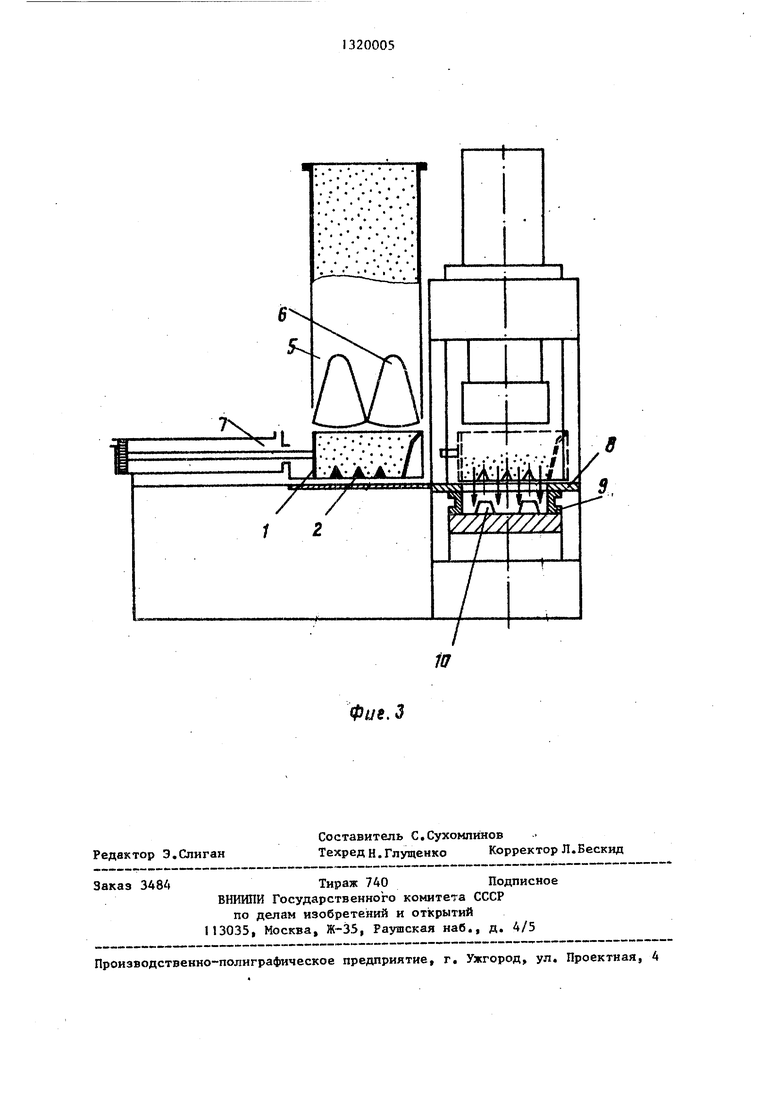
Дозатор содержит короб 1, перемычки 2, тяги 3, вибратор 4 и входит в состав формовочного пресса, состоящего нз расходного бункера 5 с челюстчают привод U, сообщающийся с перемычками 2. В результате колебаний гв ремычек 2 формовочная смесь с1ыпется через промежутки между перемычками- 2- и попадает в опоку 9 на модельную ос настку 10, Формовочная смесь будет при этом разрыхлена перемьгчка ми 2, что обеспечивает высокое качество за полнения узких карманов модельной осиастКи 10, а, так как движение формовочной смеси происходит перпендику лярно к модельной оснастке 10, это исключает появление теневых зон в
форме, например при изготовлении.на ным дозатором 6, цилиндра 7 перемеще-f5 автоматической литейной линии с опо- ния, наполнительной рамки 8, опоки 9 кой 900x600 мм Ьтливок типа сельско- и модельной оснастки 10,.
Способ осуществляют следующим образом.
Формовочная смесь из расходного 20 бункера 5 после открытия челюстного дозатора 6 заполняет короб J, Далее цилиндром 7 короб 1 перемещают из-под бункера 5 на позицию засыпки и располагают над проемом наполнительной 25 рамки 8 и опоки 9, В исходном положении и при перемещении короба 1 вибрационный привод 4 не включают. Формовочная смесь при перемещении короба
1 .над проемом наполнительной рамки 8 30 брак форм снижен на 4%, и опоки 9 удерживается в коробе 1 от
хозяйственные звенья гусениц, применяют формовочную смесь с W 5,5%, при этом расстояние между перемычками должно быть с/ 10+1,785х. 5,5 10 + 9,82 20,0 см. В случае изготовления отливок каток опорный, где W 2,8%, 10 + 1,785 х 2,8 15 см.
Использование предлагаемого способа позволяет снизить брак по подрьтам и рыхлотам при формовке сложных по конфигурации отливок до 20%. По данным опытной формовки отливки трака
высыпания неподвижными перемычками 2, Перемычки 2 выполнены с профилем равностороннего треугольника для того, чтобы перемычки 2 могли резать формовочную смесь в вертикальной и горизонтальной плоскости и одновременно удерживать формовочную смесь боковыми плоскостями, создавая эф- фект заклинивания, В зависимости от влажности W смеси перемычки 2 располагают одна относительно другой на заданном расстоянии «У, определяемом по формуле с/ lO-t-1,785 W, так, чтоФорм ула изобретения
Способ заполнения опок формовоч- 35 ной смесью, включающий засыпку дозы формовочной смеси в коробчатый дозатор с перемычками в нижней его части, перемещение короба на позицию засыпки опоки и заполнение опоки смесью 40 при наложении вибрации, отличающийся тем, что, с целью повышения качества заполнения опок формовочной смесью, перемычки используют в в форме равностороннего треугольника
бы удерживать формовочную смесь, если45 и устанавливают их с расстоянием межони неподвижны, и пропускать формовочную смесь при одновременном разрыхлении ее структуры, если они совершают колебательные движения. При поступлении короба I на позицию засыпки (фиг,3, пунктирные линии) включают привод U, сообщающийся с перемычками 2. В результате колебаний гв ремычек 2 формовочная смесь с1ыпется через промежутки между перемычками- 2- и попадает в опоку 9 на модельную оснастку 10, Формовочная смесь будет при этом разрыхлена перемьгчка ми 2, что обеспечивает высокое качество заполнения узких карманов модельной осиастКи 10, а, так как движение формовочной смеси происходит перпендикулярно к модельной оснастке 10, это исключает появление теневых зон в
форме, например при изготовлении.на автоматической литейной линии с опо- кой 900x600 мм Ьтливок типа сельско-
хозяйственные звенья гусениц, применяют формовочную смесь с W 5,5%, при этом расстояние между перемычками должно быть с/ 10+1,785х. 5,5 10 + 9,82 20,0 см. В случае изготовления отливок каток опорный, где W 2,8%, 10 + 1,785 х 2,8 15 см.
Использование предлагаемого способа позволяет снизить брак по подрьта и рыхлотам при формовке сложных по конфигурации отливок до 20%. По данным опытной формовки отливки трака
Форм ула изобретения
Способ заполнения опок формовоч- ной смесью, включающий засыпку дозы формовочной смеси в коробчатый дозатор с перемычками в нижней его части, перемещение короба на позицию засыпки опоки и заполнение опоки смесью при наложении вибрации, отличающийся тем, что, с целью повышения качества заполнения опок формовочной смесью, перемычки используют в в форме равностороннего треугольника
ду ними, определяемым по формуле
(/ 10 ± 1,785 W, где tf - расстояние между перемычками,
см;
W - влажность формовочной смеси, %,
fmjrfA r ffJ ffrffffffffffffff ffffffffA ffffffJ ffffJr Jft Jff J f - f
I 1
./
3
tpue.J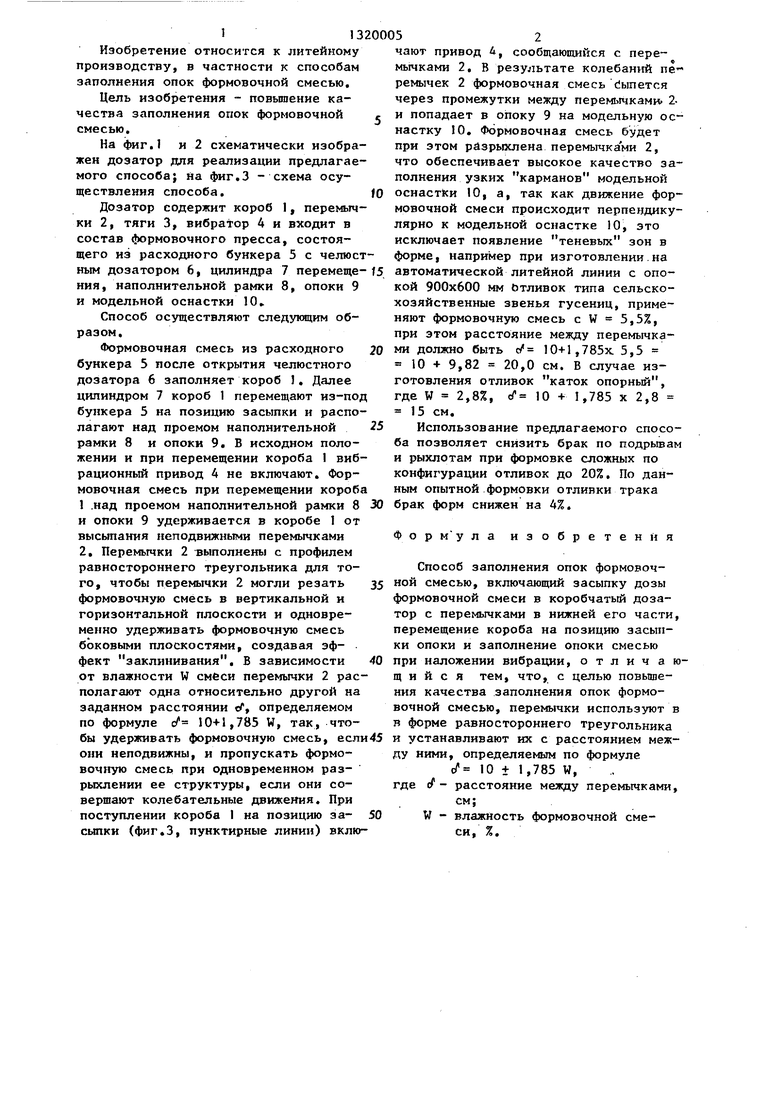
| название | год | авторы | номер документа |
|---|---|---|---|
| Многопозиционный прессово-формовочный автомат | 1985 |
|
SU1435396A1 |
| Способ изготовления литейных форм вакуумной формовкой | 1979 |
|
SU869935A1 |
| Многопозиционный прессово-формовочный автомат | 1984 |
|
SU1235622A1 |
| Способ изготовления литейных форм вакуумной формовкой | 1979 |
|
SU772685A1 |
| Многопозиционный прессово-формовочный автомат с плавающей оснасткой | 1981 |
|
SU969425A1 |
| Трехпозиционный формовочный блок литейной линии | 1987 |
|
SU1685591A1 |
| Автоматическая формовочная линия | 1975 |
|
SU531655A1 |
| Способ изготовления литейных форм | 1982 |
|
SU1066726A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЛИТЕЙНЫХ ФОРМ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2011 |
|
RU2472600C1 |
| Многопозиционный прессово-формовочный автомат проходного типа | 1979 |
|
SU978461A1 |
Изобретение относится к литейному производству, в частности к дозированию формовочных матерналов. Цель изобре.тения - повышение качества заполнения опок формовочной смесью. Это достигается путем использования в проеме перемещаемого короба перемычек в форме равностороннего треугольника с расстоянием между ними, определяе1 1м по формуле cf 10+1,785 W, где расстояние между перемычками, см; W - влажность формовочной смеси, %. Такие перемычки обеспечивают возможность перемещение короба с дозой формовочной смеси и равномерное заполнение смесью опоки при включении вибратора, соединенного с перемычками. 3 ил. с & со го о о о ел
Ч ч
in I
JL
IIIIII IIII 1
nc
фиг. 2
Редактор Э.Слиган
Составитель С.Сухомлинов
Техред н.Гпущенко Корректор Л.Бескнд
Заказ 3484Тираж 740Подписное
ВНИИПИ Государственного комитета СССР
по делам изобретений и открытий 113035, Москва, Ж-35, Раушская наб., д. 4/5
- jj ,1 л «д а I ив . ши мтт1- г- |TT-imли «ML mi дт-« it-- -i 4J4i i ч an imi ri i i т i HI i iii HI1 - --
Производственно-полиграфическое предприятие, г. Ужгород, ул. Проектная, 4
Фие. 3
| Приспособление для записи и воспроизведения звуков | 1923 |
|
SU559A1 |
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| УСТРОЙСТВО для ОДНОВРЕМЕННОГО ДОЗИРОВАНИЯ ОБЛИЦОВОЧНОЙ и НАПОЛНИТЕЛЬНОЙ СМЕСЕЙ В ОПОКУ | 0 |
|
SU181783A1 |
| Машина для добывания торфа и т.п. | 1922 |
|
SU22A1 |
