СО 4 СХ)
ч1
ел
Изобретение относи ся к металлообработке и может быть использовано в станкостроении, в частности в станках для заточки многолезвийного инструмента.
Известен способ заточки червячных фрез, при котором осуществляют дискретный поворот шпинделя на каждый зуб фрезы, а затем снимают припуск с помощью круговой подачи фрезы на шлифовальный круг, с учетом износа последнего ij.
Данный способ характеризуется большими погрешностями заточки прецизионных червячных фрез из-за радиального биения затачиваемой фрезы при базировании ее в шпинделе заточного станка.
Цель изобретения - повышение точности заточки червячных фрез,.
Поставленная цель достигается тем, что согласно способу заточки червячных фрез, при котором- осуществляют дискретный поворот шпинделя на каждый зуб фрезы, а затем снимают припуск с помощью круговой подачи фрезы на шлифовальный круг с учетом износа последнего, фреде сообщают дополнительную круговую подачу в направлении, противоположном радиальному биению, измеренному по нормали к плоскости резания, и равную величине последнего.
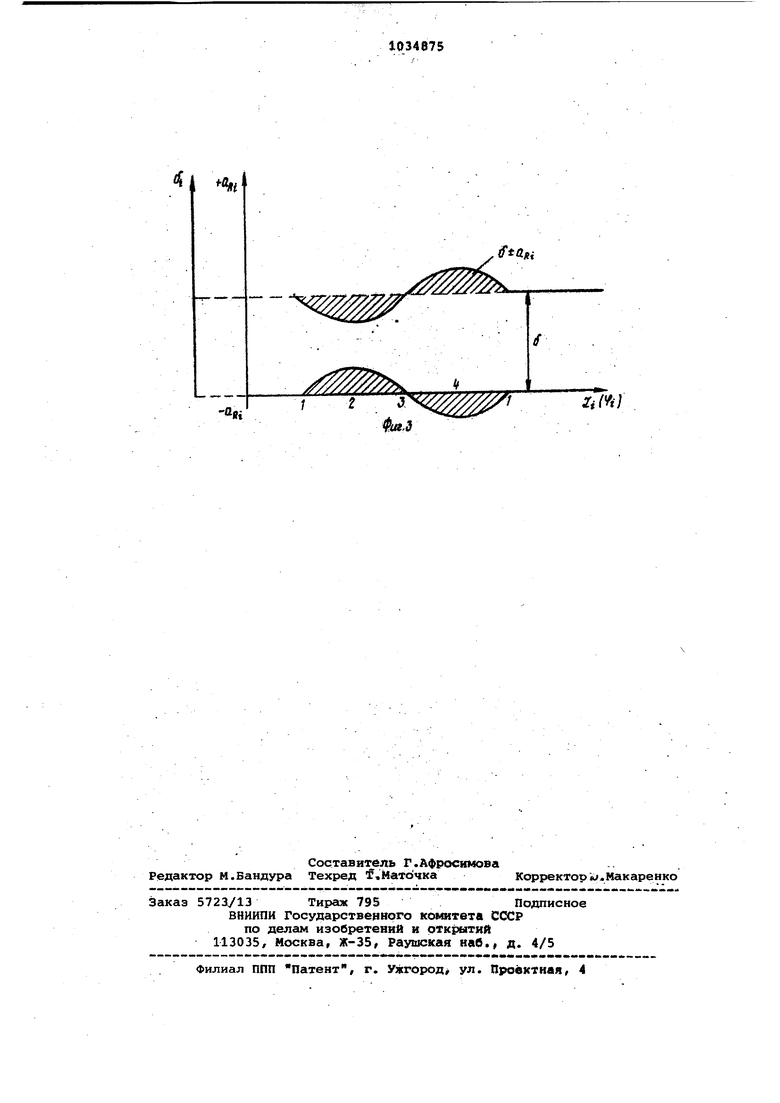
На фиг. 1 представлена схема реализации способа) вид сбоку, на фиг.2 то же, общий вид; на фиг. 3 - графики измеренного радиального биения.
Фрезу 1 базируют произвольным образом в смысле углового положения на заточной оправке 2, установленной в. шпинделе 3 заточного станка 4. Деление на каждый i-й зуб фрезы 1 (показано число зубьев Z 4 против часо вой стрелки) позиционирует фрезу 1 относительно базы станка 4 в равном угловом положении так, что угол поворотас кратен числу зубьев Z ,
а «27Г/г. По нормали к плоскости реза ния устанавливают на неподвижной баэе станка 4 индикатор 5, измерительный наконечник которого контактирует с буртиком фрезы 1.
После каждого деления на зуб фрезы 1 поворотом шпинделя 3 подают круговую подачу зуба на круг 6. Измеряют индикатрром 5 радиальное биение буртика фрезы 1. Затем поворотом шпинделя осуществляют круговую поДачу зуба фрезы 1 на Круг 6 направление круговой подачи совпадает с направлением деления;. Далее осуществляют поворотом шпинделя 3 дополнительную круговую подачу зуба фрезы 1 в направлении, противоположном биению на величину его измерения индикатором 5. Таким образом, суммарная круговая подача равна
Уг сГ±ар,-,
о - круговая подача на съем пригдепуска без коррекции ,
О,
1 - измеренное радиальное биение фрезы на станке.
Дополнительная круговая подача может как совпадать с направлением номинальной круговой подачи на съем npHnycKa(-qiR ), так и быть ей противоположной (QR ) t в зависимости от Измерения (см. фиг. 3, т,е, суммарная круговая подача может быть больше или меньше номинальной.
Операции деления и круговой подачи осуществляют вне зоны заточки фрезы 1 кругом б. Продольной подачей фрезы 1 (см. фиг. 2) на шлифовальный круг 6 вводят фрезу 1 в контакт с кругом 6 (см. фиг. 1).
Таким образом, для заточки любых фрез предлагаемый способ будет реализовываться с применением САУ съемом припуска с использованием микропроцессоров в составе полуавтоматов.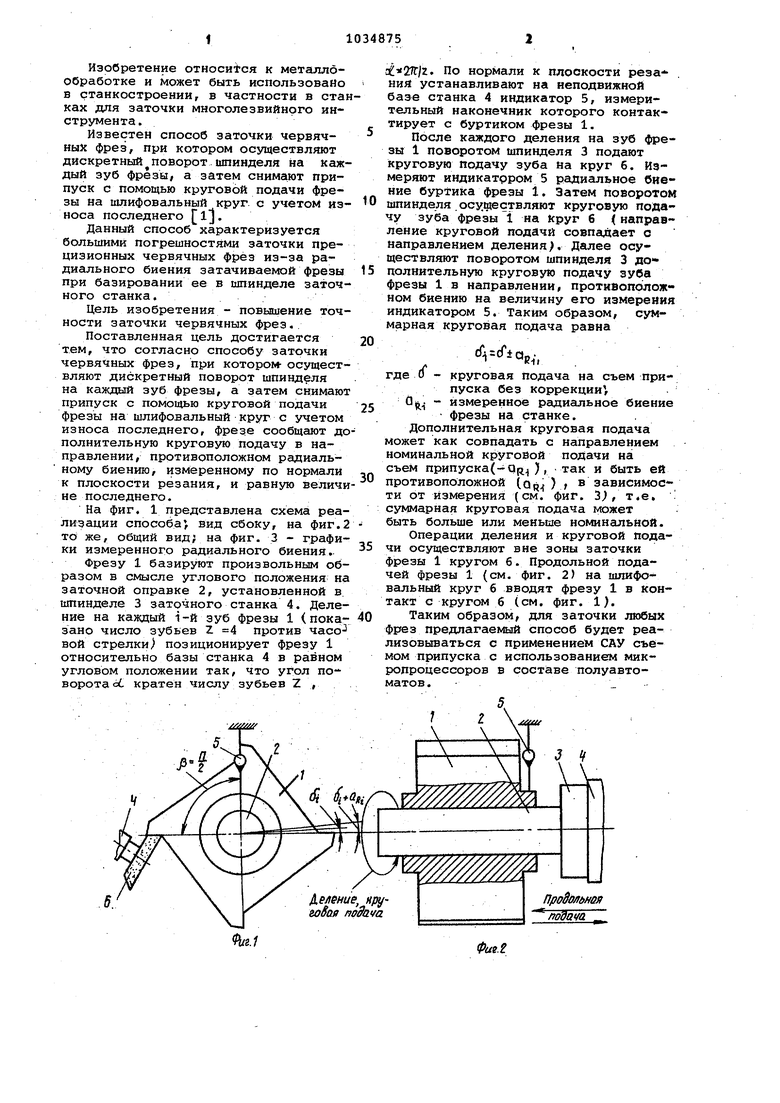
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ заточки прецизионных червячных фрез | 1985 |
|
SU1278183A1 |
| Полуавтомат для заточки мелкомодульных червячных фрез | 1981 |
|
SU1024235A1 |
| Полуавтомат для заточки червячных фрез | 1988 |
|
SU1565655A1 |
| Полуавтомат для заточки мелкомодульного многолезвийного инструмента | 1968 |
|
SU301030A1 |
| Автомат для вышлифовки винтовых поверхностей и заточки зубьев на цилиндрической поверхности и торце концевого инструмента | 1984 |
|
SU1172678A1 |
| Динамометр | 1981 |
|
SU972271A1 |
| Абразивный круг для заточки червячных фрез | 1981 |
|
SU1006197A1 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ ВЫПОЛНЕНИЯ ПРОФИЛЯ КРАЕВ ВХОДНОГО ВАЛА ПОВОРОТНОГО ЗОЛОТНИКА | 1993 |
|
RU2110390C1 |
| Заточный станок для заточки дереворежущих насадных фрез | 1989 |
|
SU1673402A1 |
| Станок для заточки резцов | 1980 |
|
SU1085769A1 |
СПОСОБ ЗАТОЧКИ ЧЕРВЯЧНЫХ ФРЕЗ, при котором осуществляют дискретный поворот шпинделя на каждый зуб фрезы, а затем снимают припуск с помощью круговой подачи фрезы на шлифовальный круг с учетом износа последнего, отличающийся тем, что, с целью повыаения точности заточки, фрезе сообщшот дополнительную круговую подачу в нгшравлении, противопЬложном ради ьному биению, измеренному по нормали к плоскости резания, и равную величине последнего.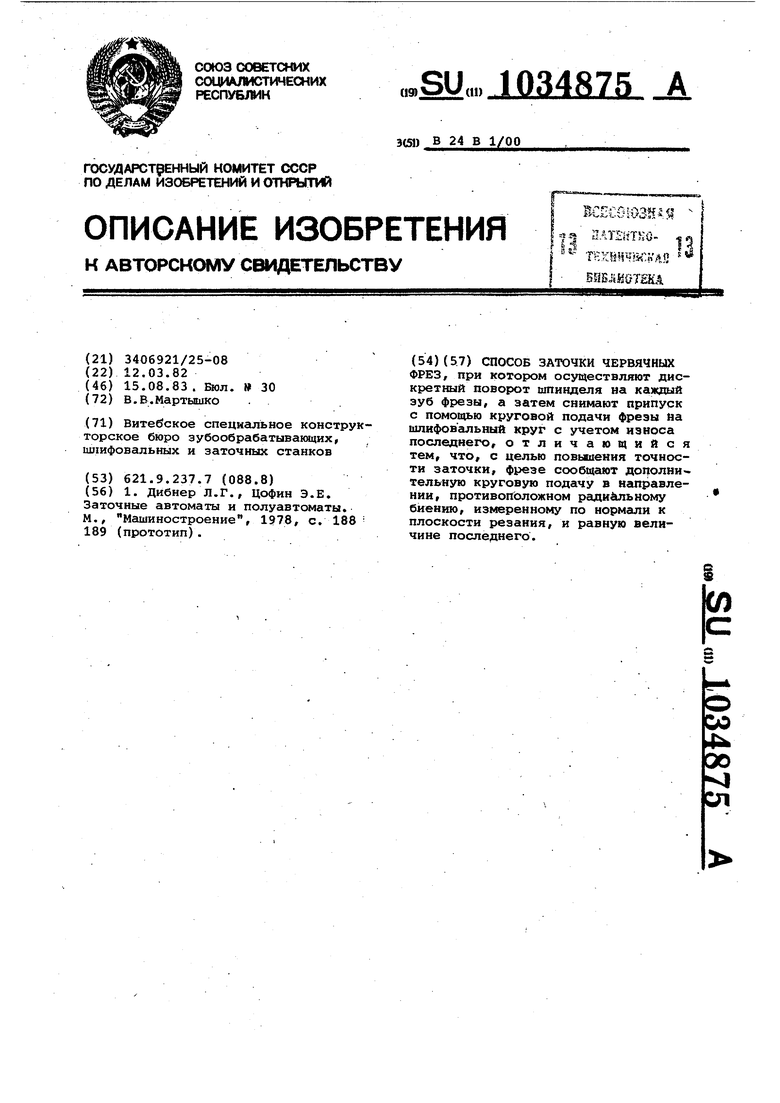
-flei
/,-m/
:J- :
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Дибнер Л.Г., Цофин Э.Е | |||
| Заточные автоматы и полуавтоматы | |||
| М., Машиностроение, 1978, с | |||
| Поршень для воздушных тормозов с сжатым воздухом | 1921 |
|
SU188A1 |
