// /ff / /
6 7д
Г
О)
СХ)
фиг./ Изобретение относится к подъемнотранспортному машиностроению, а имен но к перегрузочным устройствам и может быть использовано для передачи штучных грузов с одного конвейера на другой. Известнб устройство для перегрузки сыпуиих грузов, включающее поворотную от пневмоцилиндра секцию роль ганга, установленную на позиции пере грузки изделий в люльки подвесного конвейера 1. Недостатком данного устройства являются большие динамические нагрузки на каретку подвесного конвейера при загрузке люльки. Наиболее близким по технической сущности и достигаемому результату к предлагаемому является устройство . для перегрузки изделий с рольганга на подвесной конвейер, включающее noворотную от пневмоцилиндра секцию рольганга, установленную на позиции перегрузки изделий в люльке подвесно. го конвейера C2J. Недостатком данного устройства является низкая надежность работы. Цель изобретения - повышение надежности работы устройства. Поставленная цель достигается TBIJI что устройство для перегрузки издели{ с рольганга на подвесной конвейер, включающее поворотную от пневмоцилиндра секцию рольганга, установленную на позиции перегрузки изделий в люльки подвесного конвейера/ снабжено пневматическими амортизаторами, установленными в месте пе/ регрузки с возможностью взаимодействия с люльками подвесного конвейера. На фиг.1 изображена схема устройства, исходное положение; на фиг.2 то же, во время перегрузки изделий}, на фиг.З - ТВ же, вид сбоку во время перегрузки. Устройство для перегрузки изделий содержит рольганг 1 с поворотной секцией 2, одна сторона которой осью 3 шарнирно соединена с металлоконструкцией 4. Поворотная секция имеет упор 5 и ролики б. Поднимается и опускается секция пневматическим цилиндром 7 На позиции перегрузки установлены пневматические амортизаторы 8, поддерживающие во время перегрузки люльку 9, закрепленную на каретке 10 подвесного конвейера 11, сблокированные с пневматическим цилиндром и управляющиеся электрическим датчиком 12 через воздухораспределитель 13 и реле 14 времени. Над поворотной секцией проходит монорельс 15 с электрической талью 16. Устройство работает следующим образом. Поддоны 17 с транспортируемыми на них изделиями 18 по рольгангу 1с жесткими направляющими накатываются по роликам б на поворотную секцию 2 До упора 5. Пустая люлька 9 подходит к месту перегрузки, включает электрический датчик 12, который подает команду на воздухораспределитель 13 и реле 14 времени. Воздухораспределитель 13, переключаясь, подает сжатый воздух в полость 19 амортизаторов 8 и в полость 20 пневматического цилиндра 7. Амортизаторы 8 поддерживают люльку 9, пневматический цилиндр 7 поднимает поворотную секцию 2 с находящимся на ней поддоном с изделиями 18. При этом изделия пересыпаются в люльку 9. По окончании перегрузки, реле 14 времени переключает воздухораспределитель 13, и сжатый воздух поступает в полость 21 амортизаторов Вив полость 22 пневматического цилиндра 7. Амортизаторы 8 .при этом опускаются, освобождаясь от люльки 9. С помощью пневматического цилиндра 7 поворотная секция 2 опускается с пустым поддоном 17, который убирается электрической талью б, подвешенной на монорельсе 15. Конвейер включается, и загруженная люлька уходит с позиции перегрузки. С подачей очередного поддона с изделиями на поворотную секцию и подходом пустой люльки на позицию загрузки цикл повторяется. Использование предлагаемого устройства исключает динамические нагрузки на каретки подвесного конвейера при перегрузке изделий, идущих навалом на поддонах. Тем самым увеличивается срок службы кареток.
| название | год | авторы | номер документа |
|---|---|---|---|
| Линия для настилания и раскроя полотна | 1978 |
|
SU791579A1 |
| Поточная линия для изготовления деталей типа тел вращения | 1980 |
|
SU1016210A1 |
| Поточная линия для окрашивания изделий | 1985 |
|
SU1328270A1 |
| Устройство для загрузки люлек подвесного конвейера | 1986 |
|
SU1426899A1 |
| Автоматическая линия для химико-термической обработки длинномерных деталей | 1989 |
|
SU1710588A1 |
| Устройство для передачи изделий с рольганга на полочный конвейер | 1977 |
|
SU662452A1 |
| ЦСЕСОЮЗНДЯП;.TFHTr.>&--- •: V-лij:'p."f^«^^.иотзиа МБ,*С. Б. Алесковский, А. Е. Мордкович, Л. И. Жайворонок и Ф. Н. КапустинМ. Кл. В 65Ь 1/08УДК 66.023:621.798:539. .215(088.8) | 1973 |
|
SU361931A1 |
| ПОДВЕСНОЙ КОНВЕЙЕР | 1964 |
|
SU165111A1 |
| Поточная линия для заключительной отделки текстильных полотен | 1989 |
|
SU1647056A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СТРОИТЕЛЬНЫХ БЛОКОВ ПРЕССОВАНИЕМ, ПРЕСС-ФОРМА И ЛИНИЯ ДЛЯ РЕАЛИЗАЦИИ СПОСОБА | 1995 |
|
RU2087307C1 |

УСТРОЙСТВО ДЛЯ ПЕРЕГРУЗКИ ИЗДЕЛИЙ С РОЛЬГАНГА НА ПОДВЕСНОЙ КОНВЕЙЕР, включающее поворотную от пневмоцилиндра секцию рольганга, установленную на позиции перегрузки изделий в люльки подвесного конвейера, отличающееся тем, что, с целью повышения надежности работы, оно снабжено пневматическими амортизаторами, установленными в месте перегрузки с возможностью взаимодействия с люльками подвесного конвейера. (Л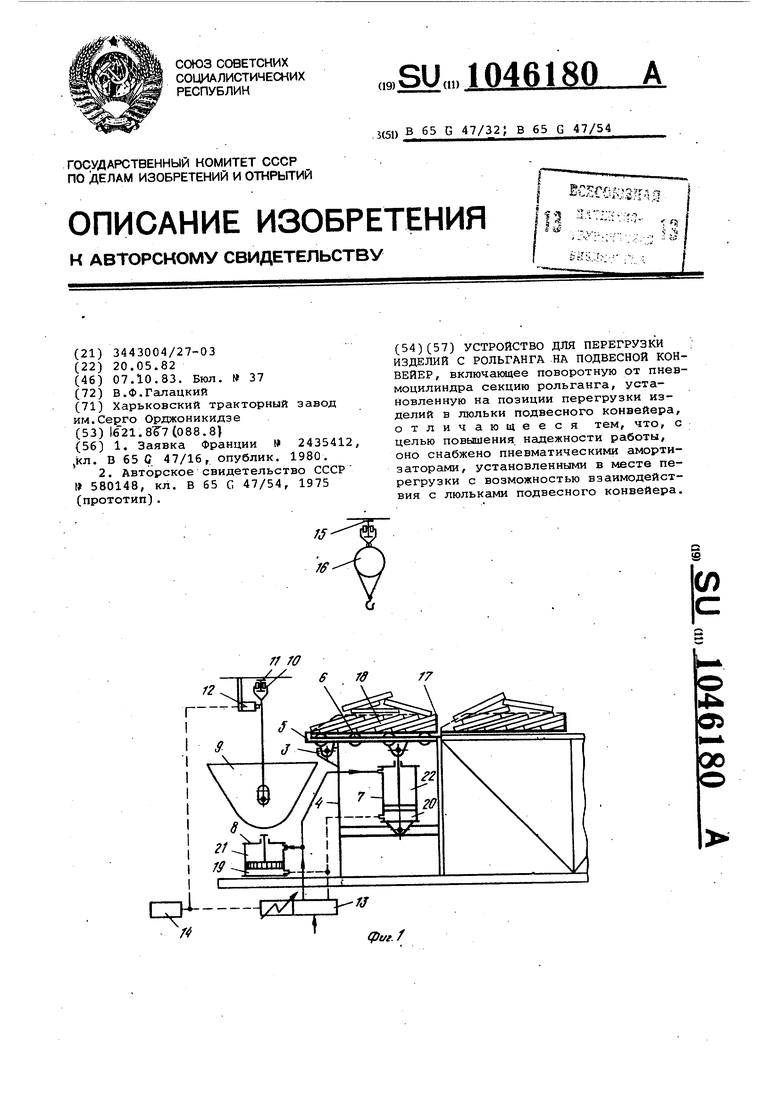
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Разборное приспособление для накатки на рельсы сошедших с них колес подвижного состава | 1920 |
|
SU65A1 |
| Способ получения фтористых солей | 1914 |
|
SU1980A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Загрузочное устройство подвесного конвейера | 1975 |
|
SU580148A1 |
| Разборное приспособление для накатки на рельсы сошедших с них колес подвижного состава | 1920 |
|
SU65A1 |
