l:i(iO|)rT(iinc относится к станкостроению и может oijiTb использовано при обработке отверстий крупногабаритных деталей с ориентацией относительно последних инструментальной головки. Известна силовая головка, содержащая устройство для точной ориентации инструмента относительно детали, выполненное в виде механизма вертикального перемещения каретки, несущей инструмент, которая установлена с возможностью 11еремеп1ения в горизонтальной плоскости и снабжена попарно установленными на ее боковых поверхностях ориентирующими подпружиненными роликами 1 . Однако в известной силовой головке каретка не имеет постоянного исходного ноложения, что не дает необходимой точности ориентации инструмента относительно обраба ываемой детали и снижает точность ее обработки. Кроме того, ориентирующие ролики конструктивно не связаны между собой, т.е. работа их несинхронна, что также отрицательно влияет на точность ориентации, а следовательно, на точность обработки детали, и поскольку перемещение каретки основано на принципе скольжения, то вследствие существующих при это.м сил трения, щаровые опоры быстро изнашиваются, а каретка не получает п,тавного, без заеданий, перемещения, что снижает надежность ее работы. Цель изобретения - гювьциение точности обработки и надежности головки. Цель достигается тем, что силовая головка, содержащая устройство для точной ориентации инструмента относительно детали, выполненное в виде механизма вертикального перемещения каретки, несупхей инстру.мент, которая установлена с возможностью перемещения в горизонтальной плоскости и снабжена попарно установленными на ее боковых поверхностях ориентирующими подпружиненными роликами, дополнительно снабжена механизмО;М синхро1тзации работы ориентируюпшх ро;1иков, выполненным в виде поворотного двуплечего рычага и соединенных с ним тяг, связанных с роликами посредством введенных в головку щарниров, и сферическими подвеска.ми. размещенными в каретке, причем последняя выполнеа из двух частей, в каждой из которых выполнены закрытые гнезда для сферических подвесок. Ца фиг. 1 представлена кинематическая схема силовой головки; на фиг. 2 - схема расположения ориентирую1цих роликов. Головка содержит привод вращения инструмента (не показан), устройство для его точной ориентации относительно неподвижной детали, в которое входит каретка, выполненная из двух частей - платформы 1 и инструментального блока 2, и привод вертикального перемеп;епия каретки, состояЦ.1ИЙ из двигателя 3, червячного редуктора 4 и пары 5 винт - гайка. Инстру.ментальный блок 2 связан с платфор.мой 1 посредством четырех сферических подвесок 6, дающих ему возможность перемещения во всех направлениях в горизонтальной плоскости и позволяющих возвращаться в исходное положение. На инструментальном блоке 2 установлен режущий инстру.мент 7. Сферические части 8 подвесок б размец.1ены в выполненных на платформе 1 и инструментальном блоке 2 гнездах 9, предохраняющ.их сферические части подвесок от влияния окружаюпхей среды цеха. На боковых поверхностях инструментального блока 2 закреплены ориентирующие ролики 10 с пружинами 11. Ролики 10 установлены попарно в продольно.м и поперечном направлениях относительно детали, для надежности их работы связаны меха1гизмом синхронизации, состоящим из поворотного двуплечего рычага 12 и тяг 13, шарнирно связанных с роликами 10. Кроме того, головка включает направляюп1ие 14 вертикального пере.мещения каретки и направляюитие 15 установки детали а позицию обработки. Головка работает следующим образом. Цнструментальный блок 2 каретки находится в исходном верхнем положении. Изделие транспортируется на позицию обработки. При этом оси изделия и инструментального блока 2 получают предварительное совмещение, имеющее допустимый процент ошибки, т.е. необходимая точность совмещения осей инструмента и обрабатываемых отверстий еще не достигнута. По команде наличия детали на позиции обработки от двигателя 3 через червячный редуктор 4 и пару 5 винт - гайка происходит вертикальное (в направляющих 14) пере.мещение каретки до включения конечного выключателя, входящего в контакт с верхней поверхностью детали. Одновре.менно с опусканием каретки поперечные и продольпые ориентирующие ролики 10, войдя в контакт с деталью, устанавливают подвижный за счет сферических подвесок инс-ррументальный блок 2 относительно детали до достижения необходимой точности совмещения осей инстру.мента 7 и обрабатываемых отверстий, после чего ъключается рабочая подача каретки и привод вращения инструмента. В конце рабочей подачи включается конечный выключатель, дающий команду на быстрый отвод каретки в исходное верхнее положение. Инструментальный блок возвращается в постоянное исходное положение, после чего цикл работы повторяется. Таким образом, предложенное изобретение позволяет повысить точность обра ботки детали, а также надежность работы головки.
Перемецение
инс1Т1римента/ 1 но20 О Л ока
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для обработки отверстий в панелях двойной кривизны | 1983 |
|
SU1138260A1 |
| Металлорежущий станок с устройством для автоматической смены многошпиндельных инструментальных коробок | 1977 |
|
SU659355A1 |
| Автоматическая линия для механической обработки деталей | 1983 |
|
SU1135604A2 |
| Силовая головка | 1990 |
|
SU1756030A1 |
| Многооперационный станок с ЧПУ | 1985 |
|
SU1305000A1 |
| Станок для одновременной обработки двух центровых отверстий | 1977 |
|
SU737201A1 |
| Разметочный станок | 1979 |
|
SU917949A1 |
| Станок для обработки и сборки деталей | 1977 |
|
SU694346A1 |
| Устройство для двусторонней обработки отверстий | 1987 |
|
SU1570854A1 |
| УСТРОЙСТВО ДЛЯ ОБРАБОТКИ ИЗДЕЛИЙ | 1992 |
|
RU2021092C1 |

СИЛОВАЯ ГОЛОВКА, содержащая устройство для точной ориентации инструмента относительно детали, выполненное в виде механизма вертикального перемещения каретки, несущей инстру.мент, которая установлена с возможностью перемещения в горизонтальной плоскости и снабжена попарно установленнь ми на ее боковых поверхностях ориентирующими подпружиненными роликами, отличающаяся тем, что, с целью повышения точности обработки и надежности головки, последняя снабжена механизмом синхронизации работы ориентирующих роликов, выполненным в виде поворотного двуплечего рычага и соединенных с ним тяг, связанных с роликами посредством введенных в головку щарниров, и сферическими подвесками, размещенными в каретке, причем последняя выполнена из двух частей, в каждой из которых выполнены закрытые гнезда для сферических подвесок. (Л NU О5 ьо 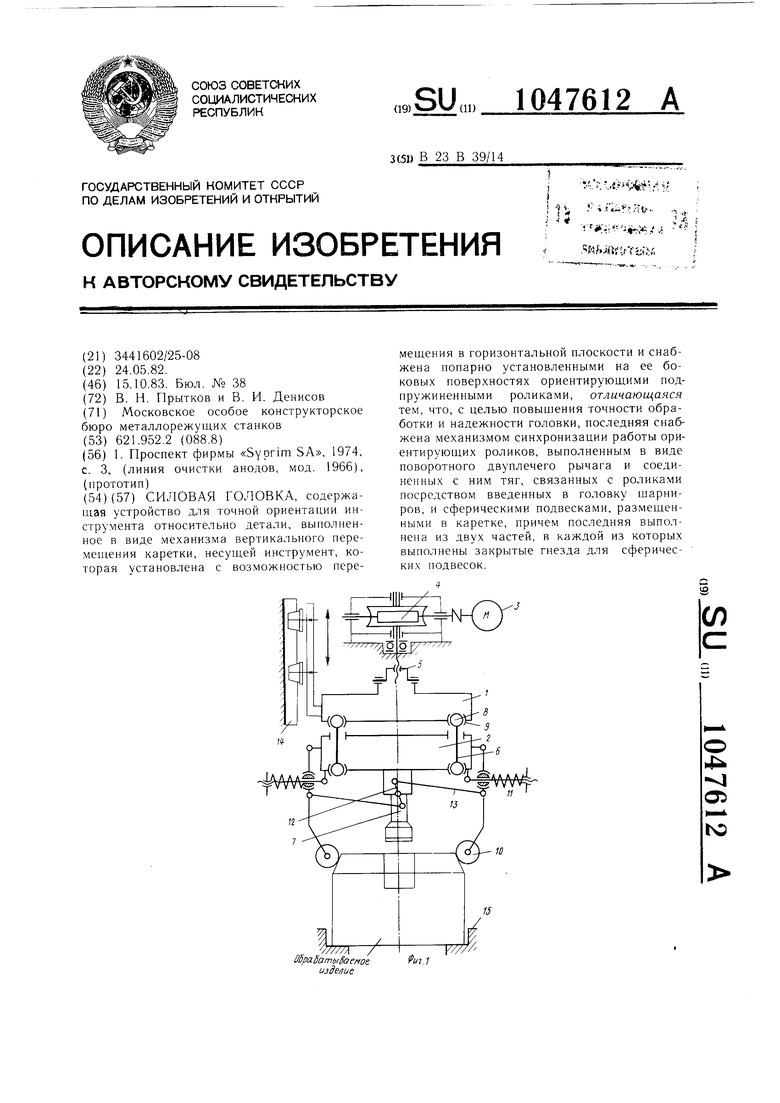
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Проспект фирмы «Syprim SA, 1974, с | |||
| Переносная печь для варки пищи и отопления в окопах, походных помещениях и т.п. | 1921 |
|
SU3A1 |
| Двухтактный двигатель внутреннего горения | 1924 |
|
SU1966A1 |
