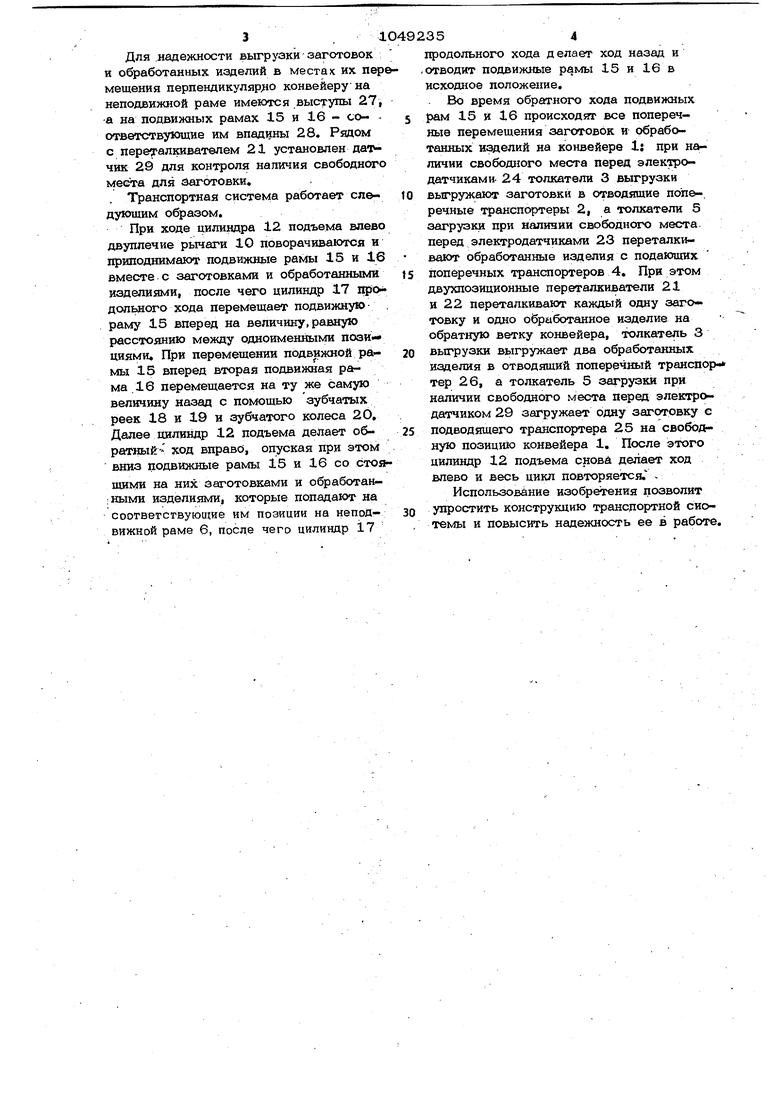
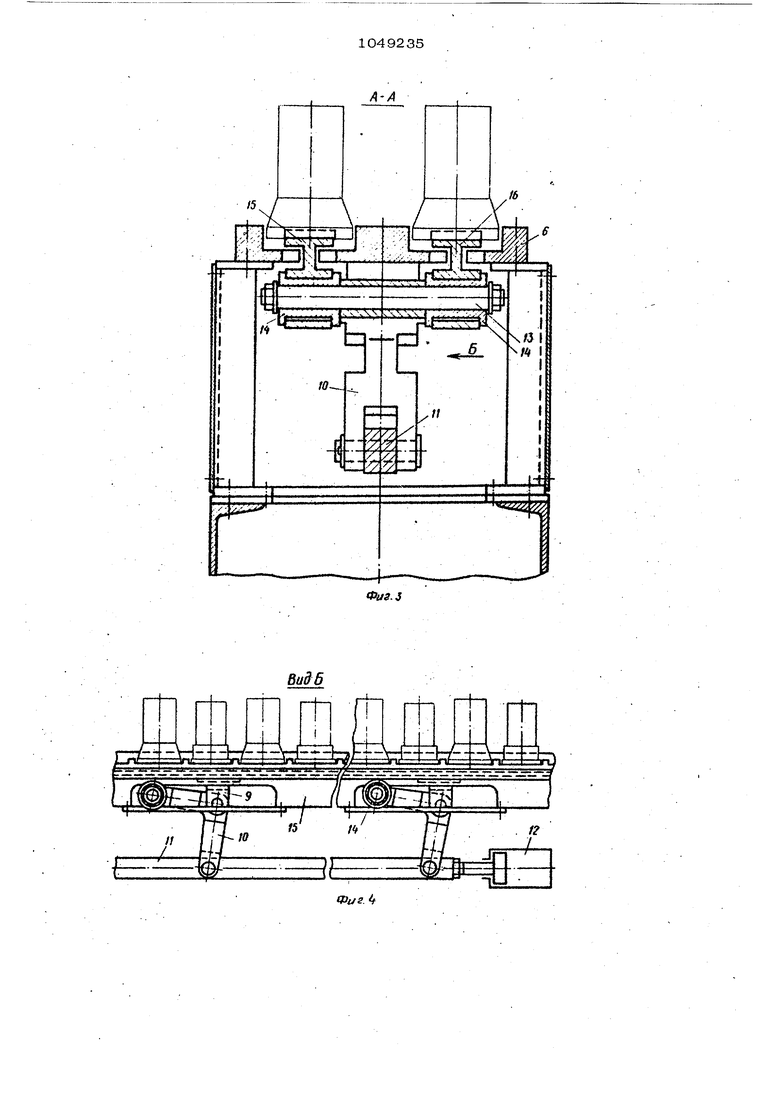
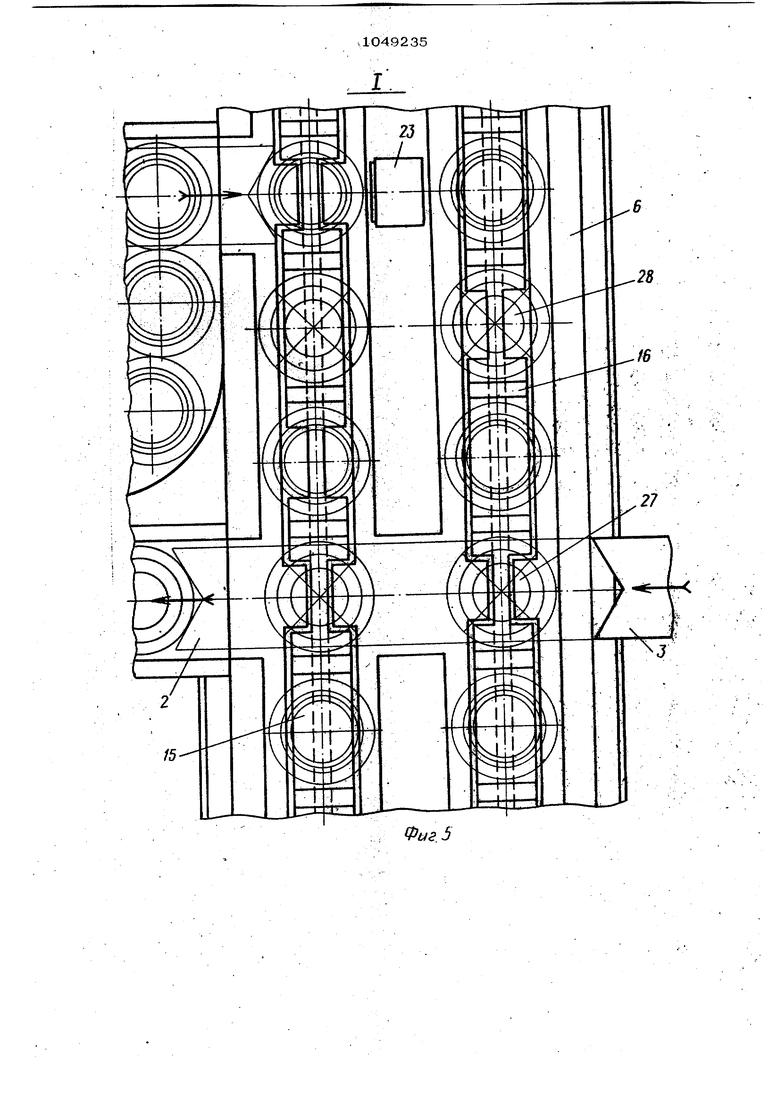
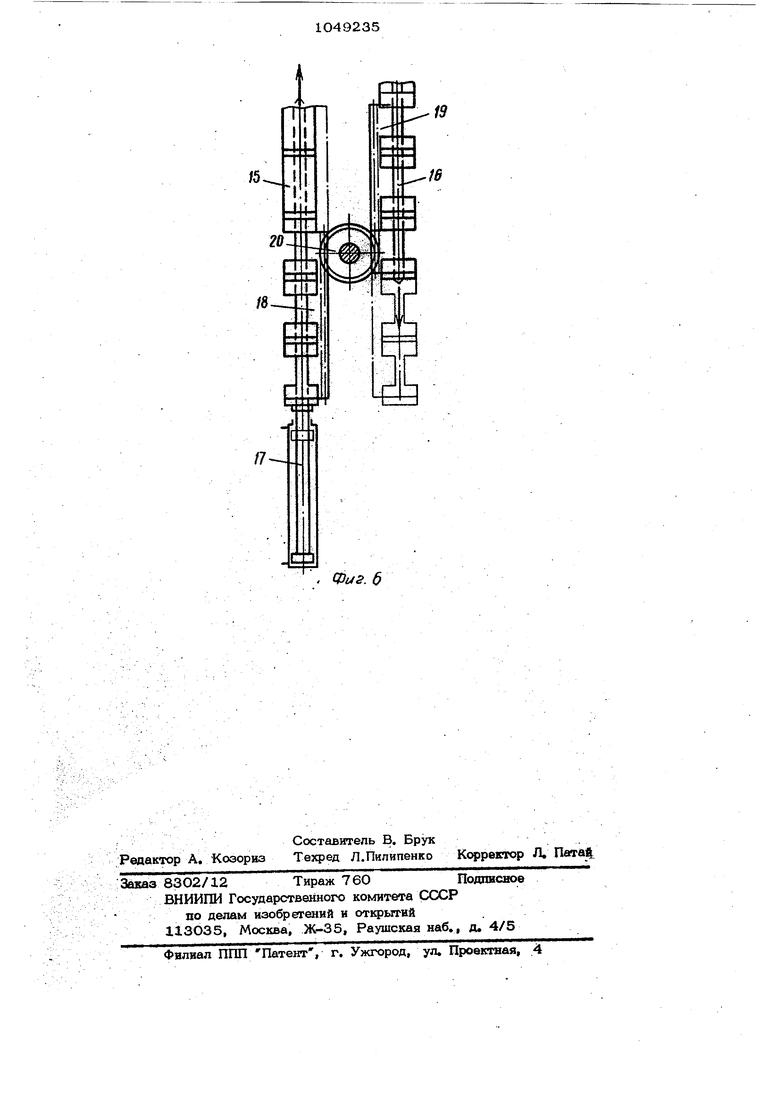
Йзофетенив относится к транспортно технике, в частности к транспортным си темам автоматических линий, и может быть использовано для транспортировани изделий в автоматических линиях по прои водству автомобильных тйльз, поршней и других изделий, . Известная транспортная система авто матической линии, содержащая горизонтально замкнутый конвейер-распределитель, например, штангового типа с дву параллельными прямой и обратной ветвями и гнездами для заготовок и изделий, снабженный позициями загрузки, выгру ки и перегрузки с установлегщыми на них соответствующими средствами, например, в виде толкателей l| . Недостатками этой системы является то, что, будучи создана для мелко- и / среднесерийного производства, она я&ляется сложной в случае использования ее в массовом производстве. Цель изобретения - повьииение надежности в работе транспортной системы . автоматической линии. Для достижения указанной цели в транспортной системе автоматической линии, содержащей горизонтально замкну тый конвейер-распределитель, например, штангового типа, с двумя параллельными прямой и обратной ветвями и гнездами для заготовок и изделий, снабженный позициями загрузки, выгрузки и перегруз1ш с установленными на них ссот ветствующими средствами, например, в ввде толкателей, гнезда для заготовок и изделий размещены чередующимися на штангах с равным шагом, причем толкатели на позициях перегрузки вьшоднены двухпозицирнными, а величина хода штанг конвейера равна двойному расстоянию между его гнездами, при этом раостояние между одноименными позициями конвейера фатно величине хода штанг, а толкатели на позицизпс вьп:рузки установлены с возможностью прохода через два гнезда для заготовок на обеих ветвях конвейера. На фиг. 1 показана схема транспорт ной системы автоматической ликии на фиг. 2 - разрез А-А на фиг, 1 (нижнее положение подвижных рам); на фиг, 3 разрез А-А на фиг. 1 (верхнее положение подвижных рам); на фиг. 4 - вид Б на фиг, 3; на фиг, 5 - узел Г на фиг,1; на фиг, 6 - кинематическая связь между подвижными рамами. Транспортная система состоит из горизонтально замкнутого .конвейера 1, отводящих поперечных транспортеров 2, напротив которых расположены толкатели 3 выгруз.ки, и подающих псшеречных транспортеров 4 с толкателями 5 загрузки. Горизонтально замкнутый конвейер 1 имеет неподвижную раму 6, верхняя часть которой снабжена двумя параллельными рядами чередующихся с равным ша гом позиций для заготовок 7 и обработанных изделий 8, В щзонштейнах 9, закрепленных на неподвижной раме 6, шарнирно установлены двуплечие рычаги 10, нижние плечи которых с помощью тяги 11 связаны со штоком цилиндра 12 подъема, а верхние плечи снабжены осями 13 с роликами 14, которые служат опорами для двух параллельных подвижных рам 15 и 16. Подвижная рама 15 прикреплена торцом к цилиндру 17 продольного хода и кинематически связана с : подвижной рамой 16 с помощью зубчатых реек 18 и 19 и зубчатого колеса 20, .причем зубчатая рейка 18 закреплена , на подвижной раме 15, зубчатая рей-на 19 - на подвижной раме 16, а зубчатое колесо 20 может свободно вращаться на оси, закрепленной на неподвижной раме 6, В конце каждой ветви (по ходу) горизонтально замкнутого конвейера 1 на : неподвижной раме установлены двухпозиционные переталкиватели 21 и 22, Толкатели 3 выгрузки каждого отводящего попфечного транспортера 2 устано&лены $to стороны обратной ветви конвейера против позиций . для заготовок 7, а толкатели 5 загрузки каждого подак щего поперечного транспортера 4 установлены со стороны прямой ветви конве йера против позиций для обработанных изделий, : . - На конвейере 1 воротив каждого толкателя 5 загрузки установлены электродат- чвки 23 для контроля наличия свободного местз, а на каждом отводящем попе- речном транспортере 2 - элекхродатчики 24 для управления толкателями 3 выгрузки, К горизонтально замкнутому конвейеру 1 примыкает подводящий транспортер 25 для подачи заготовок с толкателем 5 загрузки и отвод5пций поперечный транспортер 26 для отвода обр 1ботанных изделий, против кОтррого со стороы обратной ветки конвейера установлен толкатель 3 выгрузки. 3. Для .надежности выгрузки заготовок и обработанных изделий в местах их пер мещения перпендикулярдю конвейеру на неподвижной раме имеются выступы 27, а на подвижных рамах 15 и 16 - со- ответствующие им впад11ны 28. Рядом с переталкивателем 21 установлен даГчик 29 для контроля наличия свободного места для Заготовки, Транспортная система работает сяедующим образом. При ходе цилиндра 12 подъема влево двуплечие рычаги 10 поворачиваются и приподнимают подвижнью рамы 15 и 16 вместе с заготовками и обработанными изделиями, после чего цилиндр 17 про дольного хода перемещает подвижную раму 15 вперед на величину,равную расстоянию между одноименными позициями. При перемещении подвижной рамы 15 вперед вторая подвижная рама 16 перемещается на ту же самую величину назад с помощью зубчатых реек 18 и 19 и зубчатого колеса 20, Далее цилиндр 12 подъема делает об ратный-- ход вправо, опуская при этом вниз подвижные рамы 15 и 16 со cTOsfr щими на них заготовками и обработан;Ными изделиями, которые попадают на соогветсгвующие им позиции на непоДвижной раме 6, после чего цилиндр 17 35 продольного хода д елает ход назад и отводит подвижные рамы 15 и 16 в исходное положение, Во время обратного хода подвижных рам 15 и 16 происходят все поперечные перемещения заготовок и обработанных изделий на конвейере 1{ при наличии свободного места перед электродатчиками- 24 толкатели 3 выгрузки выгружают заготовки в отводящие поперечные транспортеры 2, а толкатели 5 загруз1Ш при наливии свободного места, перед электродатчиками 23 переталкивают обработанные изделия с подающих поперечных транспортеров 4, При этом двухпозиционные переталкиватели 21 и 22 переталкивают каждый одну заготовку и одно обработанное изделие на обратную ветку конвейера, толкатель 3 выгрузки выгружает два обработанных изделия в отводящий поперечный транспорт тер 26, а толкатель 5 загрузки при наличии свободного места перед электродатчиком 29 загружает одну заготовку с подводящего транспортера 25 на свободную позицию конвейера 1, После этого цилиндр 12 подъема снова делает ход влево и весь цикл повторяется, Использование изобретения позволит упростить конструкцию транспортной системы и повысить надежность ее в работе.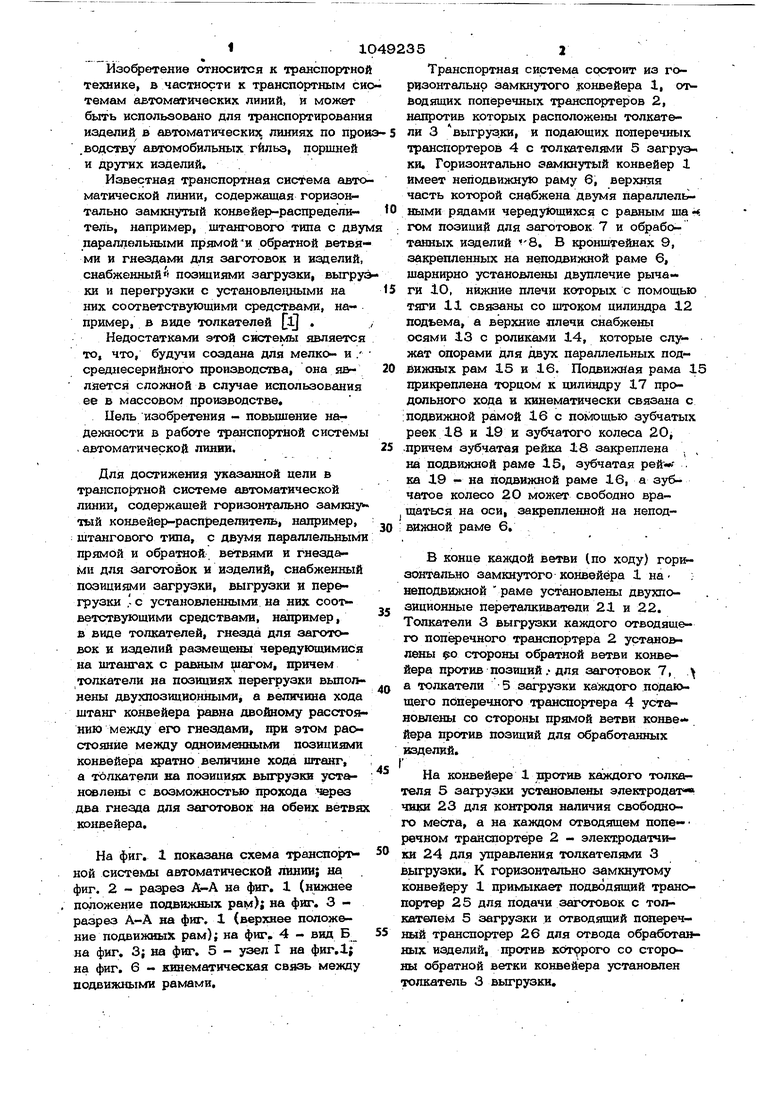
| название | год | авторы | номер документа |
|---|---|---|---|
| Поточная линия для изготовления деталей типа тел вращения | 1980 |
|
SU1016210A1 |
| Линия для изготовления и сборки грифов музыкальных инструментов | 1983 |
|
SU1169013A1 |
| Загрузочное устройство | 1978 |
|
SU860994A1 |
| Поточная линия для обработки штучных длинномерных изделий | 1979 |
|
SU880505A1 |
| Полуавтоматическая линия для сборки обуви | 1975 |
|
SU526347A1 |
| Транспортная система | 1988 |
|
SU1572945A1 |
| Автоматическая линия Свиноренко для технологической обработки радиоэлементов | 1986 |
|
SU1426755A1 |
| Устройство для автоматической сборки составных частей химических источников тока | 1991 |
|
SU1790016A1 |
| Автоматическая линия для химико-термической обработки длинномерных деталей | 1989 |
|
SU1710588A1 |
| Автоматическая линия для изготовле-Ния издЕлия пЕРЕМЕННОгО СЕчЕНия | 1979 |
|
SU814533A1 |
ТРАНСПОРТНАЯ СИСТЕМА АВТОМАТИЧЕСКОЙ ЛИНИИ, содержащая горизонтально замкнутый конвбйерр-распр делитель, например, штангового типа с двумя параллельными прямой и обратной ветвями и гнездами для заготовок и изделий, снабженный позициями загрузки, выгрузки и перегрузки с установленными на них соответствующими средствами, например, в виде толкателей, отличающаяся тем, что, с целью повышения надежности, гнезда для заго. товок и изделий размещены чередующимися на штангах с равным шагом, причем толкатели на позиции перегрузки вьшолнены двухпозиционными, а величина хода штанг конвейера равна двойному расстояк нию между его гнездами, при этом раостояние между одноименными позициями конвейера кратно величине хода штанг, а толкатели на позициях выгрузки установ8 лены с возможностью прохода через два гнезда для заготовок на обеих ветвях (Л конвейера.
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Воронцов BV И | |||
| Механизация и автоматизация транспортных и транспорт но-складских работ в механообрабетыва ощих цехах машиностроительных предприятий | |||
| НИИМАШ, С-9 | |||
| М., 1979 | |||
| с | |||
| Походная разборная печь для варки пищи и печения хлеба | 1920 |
|
SU11A1 |
