Изобретение отйосится к обработке металлов давлением, в частности к штампам для изготовления деталей из листовых материалов.
Известен штамп для пробивки отверстий в углах вытянутой детали, содержащий в одной части матрицу, а в другой - пуаНсойодержатель с пуансоном 1.
Недостатком указанного штампа является то, что он обеспечивает пробивку отверстий только в углах уже вытянутой детали, а это ведет к повышенной трудоемкости изготовления, так как операция пробивки является отдельной от операции вытяжки.
Наиболее близким по технической сущности и достигаемому результату к изобретению является штамп для вытяжки и пробивки, содержащий расположенные в одной части пуансон-матрицу для вытяжки и пробивки и охватывающий ее прижим, а в другой части - вытяжную матрицу, пуансонодержатель, по меньшей мере, один пуансон и выталкиватель 2.
Недостатком указанного щтампа является невозможность получения на нем деталей с наклонными отверстиями в углах.
Цель изобретения - получение деталей с наклонными отверстиями в углах.
Указанная цель достигается тем, что в штампе для вытяжки и пробивки, содержащем расположенные в одной части пуансонматрицу для вытяжки и пробивки и охватывающий ее прижим, а в другой части - вытяжную матрицу, пуансонодержатель, по меньщей мере, один пуансон и выталкиватель, на пуансонодержателе со стороны, обращенной к матрице, выполнен паз, пуансон размещен в нем и выполнен в виде тела качения, установленного с возможностью поворота относительно оси, перпендикулярно к оси щтампа, и прямой, пересекающей ось поворота пуансона и ось щтампа.
При этом, пуансон выполнен в виде щарика.
На фиг. 1 изображена рабочая зона штампа, общий вид; на фиг. 2 - сечение А-А на фиг. 1.
Штамп содержит верхнюю плиту 1, на которой установлены пуансон-матрица 2 и прижим 3, и нижнюю плиту 4, на которой установлены вытяжная матрица 5, пуансонодержатель 6, в пазу 7 которого установлен пуансон 8 в виде щарика, и выталкиватель 9.
Штамп работает следующим образом.
В конце вытяжки детали 10 она находит своим углом на пуансон 8, который по пуансон-матрице 2 производит пробивку отверстия. При ходе верхней плиты 1 вверх выталкиватель 9 поднимается и выталкивает готовую деталь 10.
Внедрение изобретения позволит обеспечить пробивку наклонных отверстий в углах полых деталей одновременно с вытяжкой.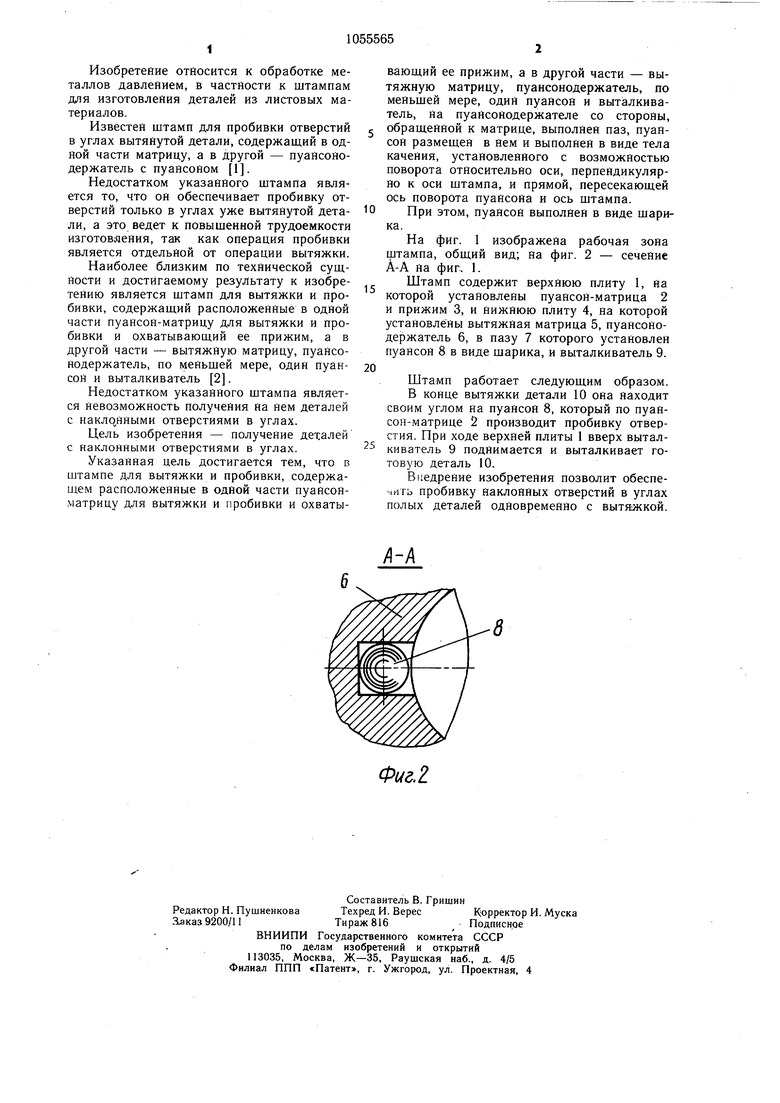
| название | год | авторы | номер документа |
|---|---|---|---|
| Штамп для вытяжки деталей иОбРЕзКи пРипуСКА | 1976 |
|
SU816626A1 |
| Комбинированный штамп для вытяжки и обрезки в ленте | 1979 |
|
SU871905A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СЛОЖНОПРОФИЛЬНЫХ ЖАЛЮЗИЙНЫХ ЭЛЕМЕНТОВ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2024 |
|
RU2837535C1 |
| Штамп для двухпереходной вытяжки | 1982 |
|
SU1053929A1 |
| Комбинированный штамп для выполнения разделительных и формообразующих операций на прессах двойного действия | 1981 |
|
SU958014A1 |
| Устройство для штамповки полых изделий из листовых заготовок | 1983 |
|
SU1119755A1 |
| ШТАМП СОВМЕЩЕННОГО ДЕЙСТВИЯ ДЛЯ ПРОБИВКИ И ВЫРУБКИ | 1973 |
|
SU368908A1 |
| Штамп для вытяжки и обрезки края | 1980 |
|
SU884796A1 |
| Штамп совмещенного действия | 1980 |
|
SU927379A1 |
| ШТАМП ДЛЯ ЧИСТОВОЙ ПРОБИВКИ ОТВЕРСТИЙ | 1973 |
|
SU361004A1 |
1. ШТАМП ДЛЯ ВЫТЯЖКИ И ПРОБИВКИ, содержащий расположенные в одной части пуансон-матрицу для вытяжки и пробивки и обхватывающий ее прижим. а в другой части - вытяжную матрицу, пуансонодержатель, по меньщей мере, один пуансон и выталкиватель, отличающийся тем, что, с целью получения деталей с наклонными отверстиями в углах, на пуансонодержателе со стороны, обращенной к матрице, выполнен паз, пуансон размещен в нем и выполнен в виде тела качения, установленного с возможностью поворота относительно оси, перпендикулярной к оси щтампа, и прямой, пересекающей ось поворота пуансона и ось щтампа. 2. Штамп по п. 1, отличающийся тем, что пуансон выполнен в виде щарика. (Л СП СП сд О5 СП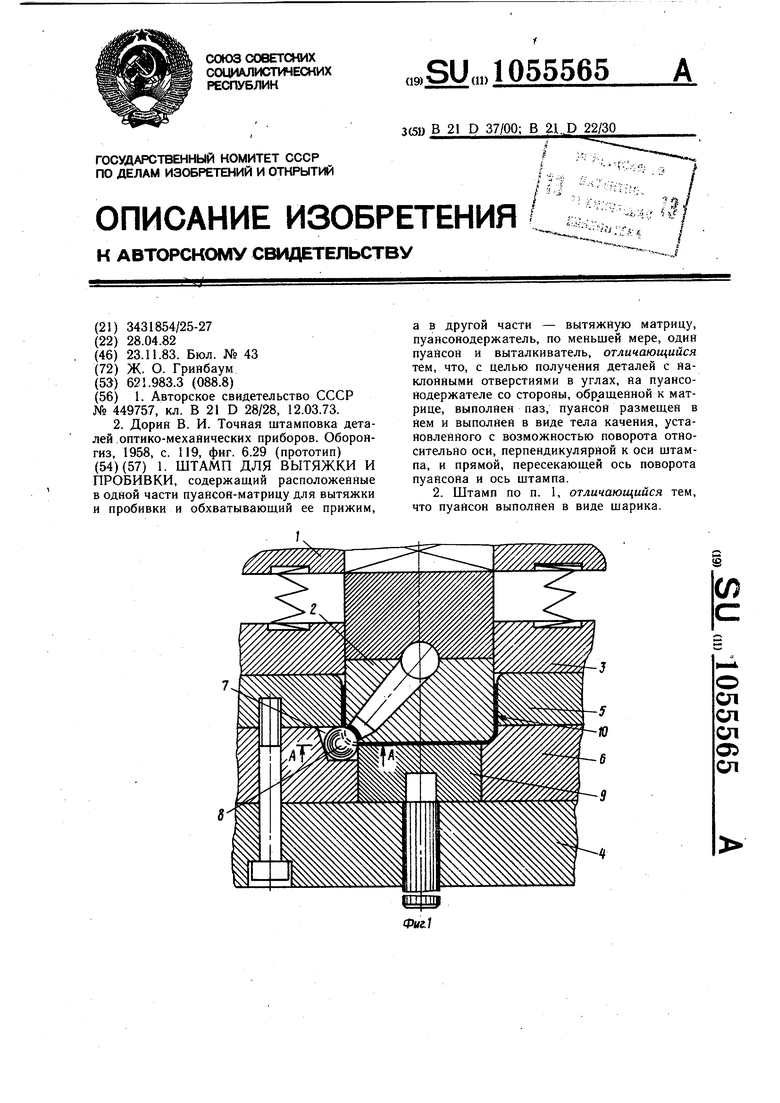
Фиг.2
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Штамп для пробивки отверстий в полых деталях | 1973 |
|
SU449757A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Дорин В | |||
| И | |||
| Точная штамповка деталей оптико-механических приборов | |||
| Оборонгиз, 1958, с | |||
| Способ получения камфоры | 1921 |
|
SU119A1 |
| Приспособление для точного наложения листов бумаги при снятии оттисков | 1922 |
|
SU6A1 |
