о а
05
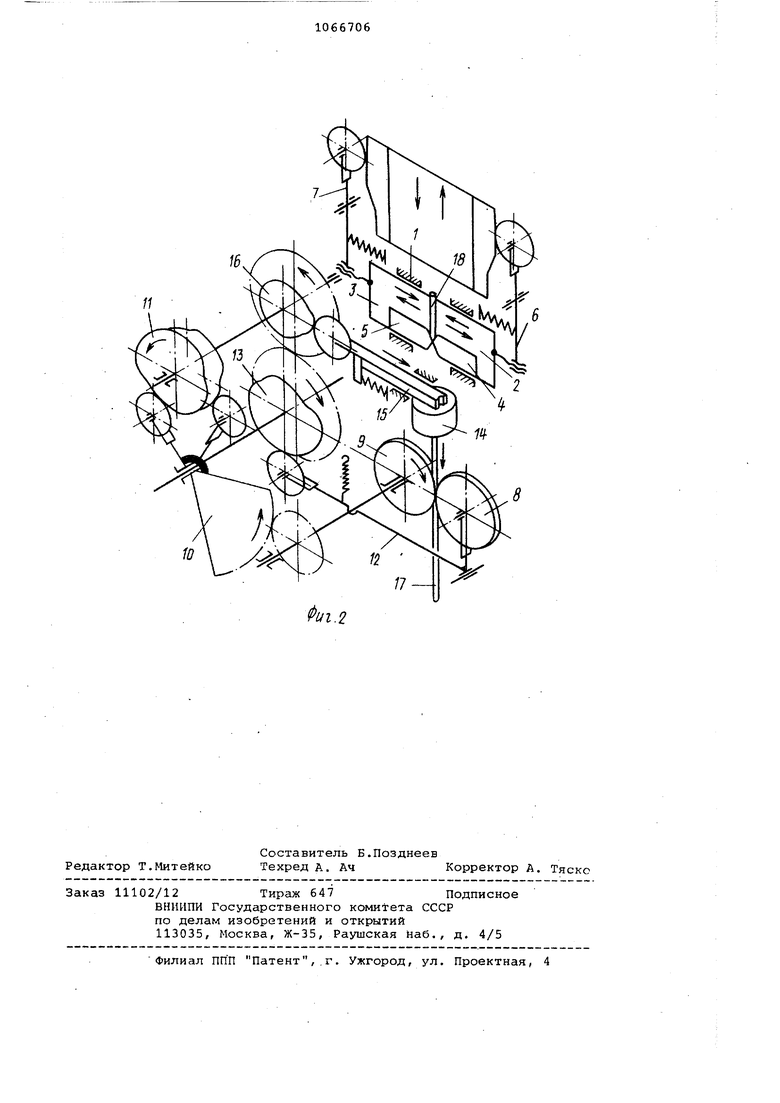
Изобретение относится к обраЪотке давлением, а именно к устройствам для острения стержневых изделий. Известно устройство для острения стержневых изделий, содержащее формо образующие ролики и привод вращатель ноге движения. Формообразующие роли ки в процессе вращения образуют за счет перераспределения металла одновременно острие на предыдущей заготовке и утолщение на последующейГи . Недостатком указанного устройства является невысокое качество изде лий.. Кроме того, наличие утолщения на заготовке в ряде случаев является недопустимым, так как препятствует осуществлению последующих технологических операций. Наиболее близким техническим решением к предлагаемому является уст рЬйство для острения стержневых изд лий, содержащее размещенные на стан ,не механизм подачи проволоки в виде приводного и нажимного роликов, зажимные матрицы и острильные. ножиГ27 Недостатками устройства являются невысокоекачество изделий и низкая надежность работы, что обусловл но неполным удалением обсечки с изделия и засорением обсечкой трансПортных средств. Целью изобретения является повышение качества изделий и Надежности работы. Указанная цель достигается тем, что устройство для острения стержне вых изделий, содержащее размещенные На станине механизм подачи проволоки в виде приводного и нажимного роликов, зажимные матрицы и острильные ножи, снабжено механизмом отрезки деформированного концевого участка изделия, размещенным между зажимными матрицами и механизмом подачи проволоки, выполненным в виде втулки и ножа с кулачковым приводом, острил чые ножи размещены на зажимных матрицах со стороны механизма .отрезки, привод приводного ролика механизма подачи выполнен реверсивным, а нажим ной ролик размещен на одном плече дв плечего подпружиненного рычага, установленного с возможностью взаимодействия своим вторым плечом с управ / яющим кулачком. На фиг.1 показана кинематическая схема устройства в момент зажима и острения изделия; на фиг.2 - то же, в момент отрезки от проволоки деформированного концевого участка. Устройство состоит из размещенных на станине 1 зажимных матриц 2 и 3 с размещенными на них острильны 1и ножами 4 и 5.Зажимные матрицы 2 и 3 имеют привод от рычажных систем 6 и .7, кинематически связанных с подвижным элементом(ползуном) технологической мащины (не показана). Механизм подачи выполнен в виде приводного 8 и нажимного 9 роликов, причем приводной ролик 8 связан с реверсивным приводом вращательного движения посредством зубчато-рычажной системы 10 и кулачков 11, а нУажимной ролик 9 размещен на одном плече подпружиненного рычага 12, установленного с возможностью взаимодействия своим вторым плечом с управляющим кулачком 13. Между зажимными матрицами 2 и 3 и приводным 8 и нажим-. ным 9 роликами размещен механизм отрезки, выполненный в виде отрезной втулки 14 и ножа 15, приводимого в движение от кулака 16. В качестве исходного материала используется проволока 17, на конце которой после острения изделия 18 образуется деформированный концевой участок 19. Устройство работает следующим образом. Проволока 17 зажимается между приводным 8 и нажимным 9 роликами и подается через отрезную втулку 14 в зажимные матрицы 2 и 3, причем величина подачи определяется конфигурацией рабочей поверхности кулачков 11. Зажимные йатрицы 2 и 3 под действием рычажных систем 6 и 7 зажимают проволоку 17, при этом острильные ножи 4 и 5 внедряются в проволоку и осуществляют острение концевого участка изделия 18 и деформирование концевого участка 19 на проволоке. После этого приводной ролик 8 под действием зубчато-рычажной системы 10 и кулачков 11 начинает вращаться в направлении, обратном подаче, и проволока 17 отрывается от изделия 18. После остановки приводного 8 и нажимного 9 роликов отрезной . нож 15 производит отрезку от проволоки 17 деформированного концевого участка 19. Затем нажимной ролик 9 под воздействием управляющего кулачка 13 отходит от проволоки 17, и приводной ролик 8 вхолостую завершает обратное вращение. На зажатом в зажимных матрицах 2 и 3 мг теригше может производиться высадка головки, сборка с шайбой или другие технологические операции. После этого зажимные матрицы 2 и 3 расходятся в стороны, нажимной ролик 3 зажимает проволоку 17 и цикл обработки повторяется. Изделие 18 удаляется из зоны обработки проталкиванием при подаче проволоки в зажимные матрицы. Размещение острильных ножей на зажимных Мс1трицах со стороны механизма отрезки и использование в механизме подачи проволоки реверсивного привода позволяет исключить образование обсечки на заостренной части изделия и засорение обсечкой транспортных средств устройства.
Изобретение, по сравнению .с прототипом обеспечивает улучшение качества изделий и обладает повьвиенной надежностью работы.

| название | год | авторы | номер документа |
|---|---|---|---|
| Одноударный автомат для высадки гвоздей | 1982 |
|
SU1050793A1 |
| Автомат для изготовления гвоздей | 1979 |
|
SU1039625A1 |
| Автомат для двухсторонней высадки деталей стержневого типа | 1980 |
|
SU935193A1 |
| Автомат для изготовления гвоздей | 1980 |
|
SU961831A1 |
| Автомат для рубки и чеканки штыря линейного разъема из проволоки | 1979 |
|
SU895586A1 |
| Автомат для изготовления скоб | 1981 |
|
SU1000147A1 |
| СПОСОБ УСТАНОВКИ И ФИКСИРОВАНИЯ РАБОЧИХ ОРГАНОВ ТЕХНОЛОГИЧЕСКИХ МАШИН | 2000 |
|
RU2191696C2 |
| Гвоздильный автомат | 1980 |
|
SU971552A1 |
| Ротационно-обжимное устройство | 1977 |
|
SU742024A1 |
| Устройство для изготовления и запрессовки проволочных штырей в монтажные платы | 1981 |
|
SU996008A1 |
УСТРОЙСТВО ДЛЯ ОСТРЕНИЯ СТЕРЖНЕВЫХ ИЗДЕЛИЙ, содержащее размещенные на станине механизм подачи проволоки в виде приводного и нажимного роликов, зажимные матрицы и острильные ножи, отличагощеес.я тем, что, с целью повышения качества изделий и надежности работы, оно снабхеено механизмом отрез.ки деформированного концевого участка изделия, размещенным между зажимными матрицами и механизмом подачи проволоки, выполненным в виде втулки и ножа с кулачковым приводом, острильные ножи размещены на зажимных матрицах со стороны механизма отрезки, привод приводного ролика механизма подачи выполнен реверсивным, a нажимной ролик размещен на одном плече двуплечего подпружиненного,рычага, уста новленного с возможностью взаимодей(Л ствия своим вторым плечом с управляющим кулачком.
11
10
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Гвоздильный автомат | 1980 |
|
SU917889A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Навроцкий Г.А | |||
| Высадочные и обрезные прессы и автоматы, М., Машгиз, 1949, с | |||
| Приспособление с иглой для прочистки кухонь типа "Примус" | 1923 |
|
SU40A1 |
| Способ получения на волокне оливково-зеленой окраски путем образования никелевого лака азокрасителя | 1920 |
|
SU57A1 |
