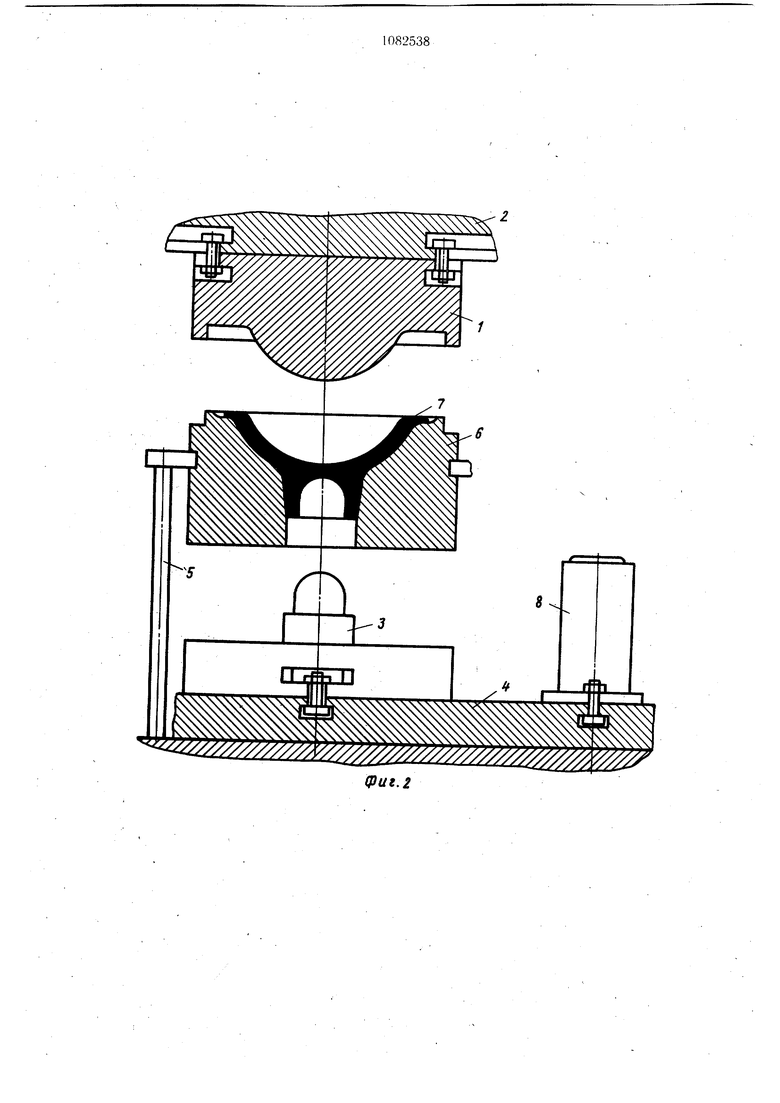
Изобретение относится к обработке металлов давлением и может быть использовано при штамповке деталей преимущественно типа чаш с осевым донным отростком. Известен штамп для объемной штамповки, содержаш.ий составную матрицу, пуансон, выталкиватель и подвижную втулку 1. Недостатком штампа является значительное усилие выталкивания при удалении готовых изделий. Известен штамп для штамповки деталей, содержаш.ий деформирующий элемент и составную матрицу, выполненную в виде центральной вставки, размещенной на нижней плите, и кольцевой чисти, установленной с возможностью перемещения вдоль оси штамповки относительно центральной вставки, а также узел удаления готовых изделий из матрицы 2. Недостатком штампа является невысокое качество поковок ввиду возможности их коробления при удалении из матрицы. Цель изобретения - повышение качества получаемых деталей. Поставленная цель достигается тем, что в штампе для штамповки деталей, содержащем деформирующий элемент и составную матрицу, выполненную в виде центральной вставки, размещенной на нижней плите, и кольцевой части, установленной с возможностью перемещения вдоль оси штамповки относительно центральной вставки, а также узел удаления готовых изделий из матрицы, последний выполнен в виде упора, размещенного на нижней плите, а последняя установлена с возможностью перемещения в направлении, перпендикулярном к оси штамповки, при этом центральная вставка расположена относительно упора в направлении перемещения нижней плиты на расстоянии, превыщающем максимальный размер кольцевой части матрицы в поперечном сечении. На фиг. 1 изображен штамп в момент окончания операции штамповки; на фиг. 2 - съем отштампованной детали с центральной вставки; на фиг. 3 - извлечение детали из кольцевой части. Штамп состоит (фиг. 1) из деформирующего элемента 1, закрепленного на верхней плите 2, составной матрицы, выполненной из центральной вставки 3, закрепленной на подвижной в горизонтальной плоскости нижней плите 4 и перемещающейся относительно нее от индивидуального привода 5, кольцевой части 6, которая,перемещаясь вверх, производит съем отштампованной детали 7 с центральной вставки 3, упора 8, закрепленного на нижней подвижной плите 4 и служащего для извлечения детали 7 из кольцевой части 6. После окончания операции штамповки (фиг. 1) деформирующий элемент 1 вместе с плитой 2 поднимаются в верхнее положение (фиг. 2). Производится перемещение кольцевой части 6 вместе с отштампованной деталью 7 приводом 5 на величину, обеспечивающую перемещение упора 8 с плитой 4 под кольцевой частью 6. В момент подъема кольцевой части 6 происходит силовой съем детали 7 с центральной вставки 3. Плита 4 перемещается в горизонтальной плоскости до совмещения оси упора 8 с осью кольцевой части 6, которая вместе с деталью 7 перемещается вниз (фиг. 3), охватывая упор 8, происходит извлечение ее из кольцевой части 6. Деталь выводится из зоны штампа. Кольцевая часть 6 поднимается вверх, подвижная плита 4 перемещается до совмещения оси центральной вставки 3 с осью кольцевой части 6. Последняя опускается, штамп готов к операции штамповки (фиг. 1). Изобретение по сравнению с базовым объектом, в качестве которого принят прототип, обеспечивает получение деталей улучшенного качества за счет исключения возможности их коробления при удалении из штампа.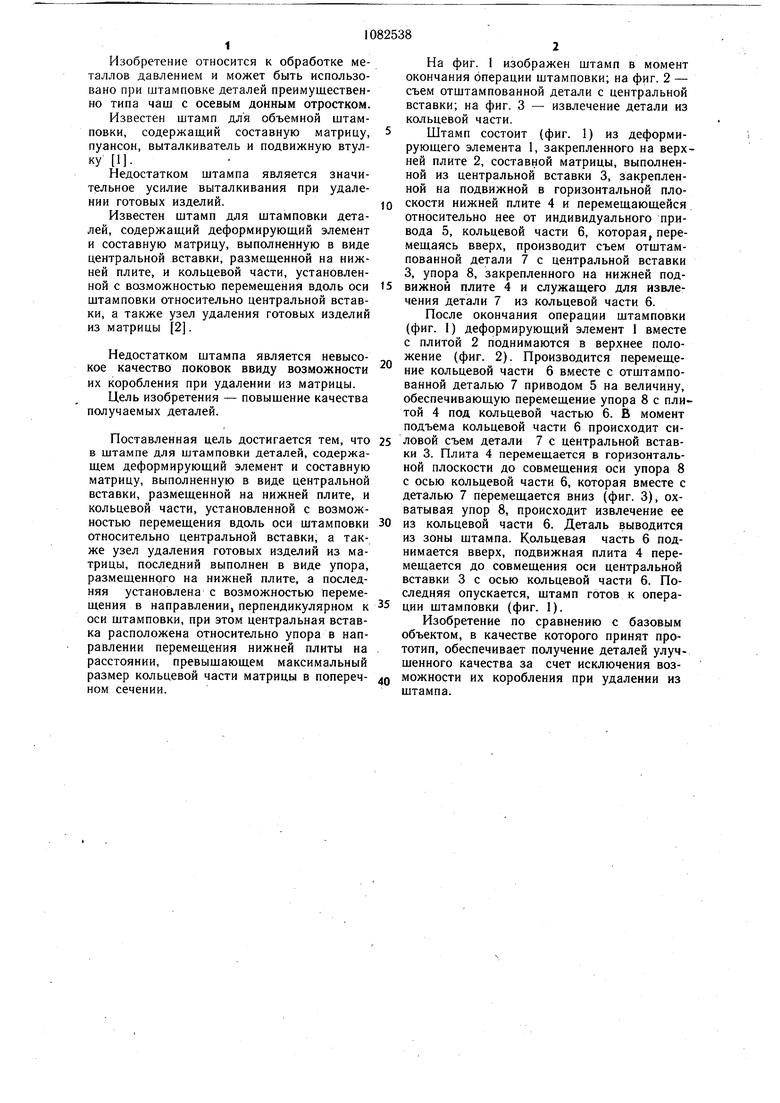
| название | год | авторы | номер документа |
|---|---|---|---|
| ШТАМП-АВТОМАТ | 2003 |
|
RU2261153C2 |
| Штамп для штамповки деталей | 1979 |
|
SU841767A1 |
| Штамп для штамповки деталей | 1978 |
|
SU795703A1 |
| Штамп для объемной штамповки деталей | 1981 |
|
SU1049158A1 |
| Штамп для изготовления крупногабаритных изделий | 1981 |
|
SU1003990A1 |
| Штамп для объемной штамповки | 1986 |
|
SU1461579A1 |
| Матричный узел к штампу для изготовления деталей с оребрением | 1983 |
|
SU1143509A1 |
| Штамп для вытяжки и формовки | 1978 |
|
SU733797A1 |
| ШТАМП-АВТОМАТ ДЛЯ ФОРМОВКИ ВЫСТУПОВ В ТРУБЧАТОЙ ДЕТАЛИ | 2004 |
|
RU2262406C1 |
| ШТАМП ДЛЯ ВЫДАВЛИВАНИЯ ДЕТАЛЕЙ С ГЛУХОЙ ПОЛОСТЬЮ (ВАРИАНТЫ) | 1998 |
|
RU2125497C1 |
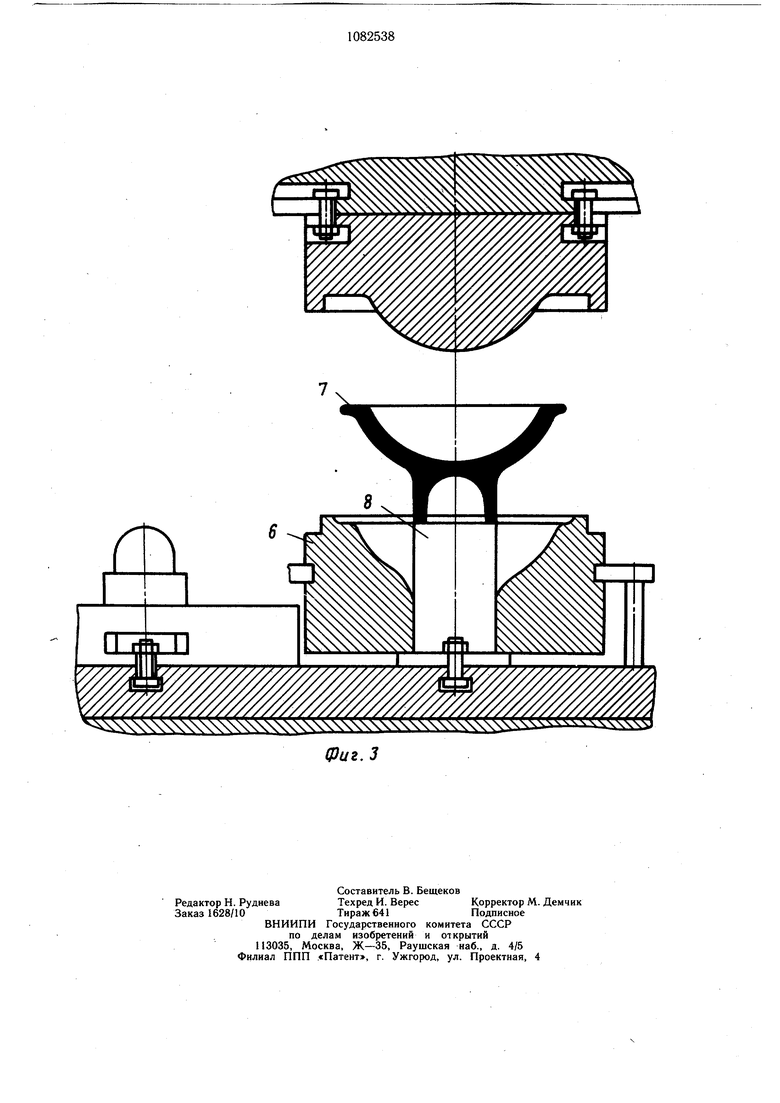
ШТАМП ДЛЯ ШТАМПОВКИ ДЕТАЛЕЙ преимущественно типа чаш с осевым донным отростком, содержащий деформирующий элемент и составную матрицу, выполненную в виде центральной вставки, размещенной на нижней, плите, и кольцевой части, установленной с возможностью перемещения вдоль оси штамповки относительно вставки, а также узел удаления готовых изделий из матрицы, отличающийся тем, что, с целью повышения качества получаемых деталей, узел удаления готовых изделий выполнен в виде упора, размещенного на нижней плите, а последняя установлена с возможностью перемещения в направлении,перпендикулярном к оси штамповки, при этом центральная вставка расположена относительно упора в направлении перемещения нижней плиты на расстоянии, превышающем максимальный размер кольцевой части матрицы в поперечном сечении. (Л 00 ю ел СО 00
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Штамп для объемной штамповки | 1977 |
|
SU668759A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Штамп для штамповки деталей | 1978 |
|
SU795703A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
