, б 5
А /, /
00
vj
ISO
4 00
Изобретение относится к литейному производству, в частности к устройствам для изготовления полуформ и нэдeльнoй оснастке формовочных машин .
Известна модельная оснастка, содержащая корпус, модельную плиту с моделью и протяжную плиту t-lj.
Отсутствие конструктивных элементов, обеспечиваийдих ориентацию моделей плиты с моделью относительно протяжной плиты и корпуса при перемещении модели, приводит к перекосу модели, повыиенному износу модели и протяжной плиты, снижению качества формы.
Целью изобретения является улучшение качества полуформ.
Поставленная цель достигается тем, что устройство снабжено направляющими, расположенными с двух сторон на нижнем торце протяжной плиты, пустотелыми колоннами, установленными в корпусе, в полостях которых раз мещены направляющие, а в подмодельной плите выполнены отверстия, р которых расположены пустотелые ко-; лонны.
На чертеже изображено предлаг-аемое устройство.
Устройство содержит корпус 1, приводную подмодельную плиту 2 с моделью 3, расположенные в корпусе 1, протяжную плиту 4, разметенную на корпусе 1, направляющие 5, расположенные с двух сторон на нижнем торце протяжной плиты, и пустотелые колонны 6, установленные в корпусе 1. o Подмодельная плита 2 снабжена бобышками 7 с отверстиями, в которых расположены пустотелые колонны 5.
Устройство работает следующим образом.
После заполнения формовочной смесью опоки (не показана) производится перемещение корпуса 1 в направлении прессовой колодки (не показана) по окончании которого выполняется подъем .модельной плиты 2 с моделью 3..После остановки модельной плиты 2 производится прессование смеси протяжной плитой 4 и в дальнейшем совместное движение модельной плиты 2 и протяжной плиты 4 - допрессов5 ка. После завершения указанных операций гжздельная оснастка опускается в исходное положение.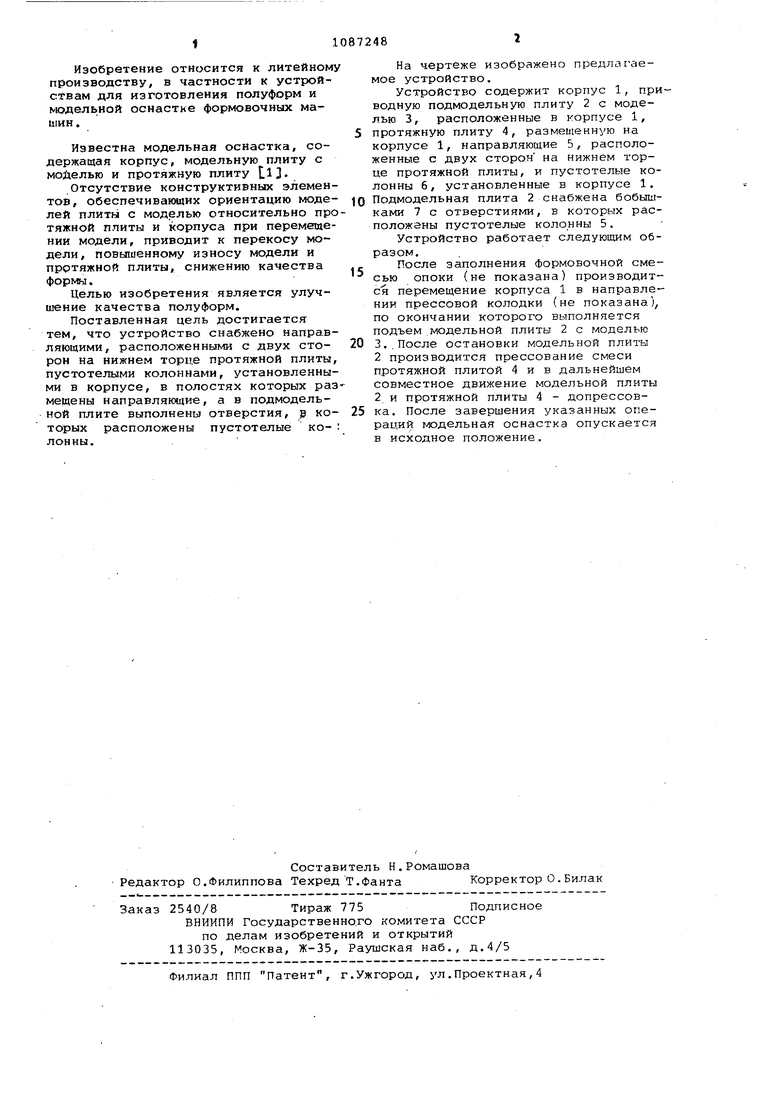
| название | год | авторы | номер документа |
|---|---|---|---|
| Модельная оснастка для изготовления литейных полуформ методом последовательного прессования | 1976 |
|
SU1087246A1 |
| Устройство для изготовления полуформ с высокими болванами | 1982 |
|
SU1066725A1 |
| Трехпозиционная формовочная машина | 1976 |
|
SU880611A1 |
| Устройство для двухстороннего прессования литейных форм | 1978 |
|
SU789204A1 |
| Формовочная машина | 1975 |
|
SU569371A1 |
| Формовочный автомат | 1974 |
|
SU508329A1 |
| Способ безопочной формовки и сборки | 1981 |
|
SU1061911A1 |
| Формовочная линия для изготовления литейных форм | 1985 |
|
SU1424725A3 |
| Способ отверждения литейных форм | 1978 |
|
SU801970A1 |
| Автоматическая линия | 1990 |
|
SU1799669A1 |
УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ ЛИТЕЙНЫХ ПОЛУФОРМ МЕТОДОМ ПОСЛЕДОВАТЕЛЬНОГО ПРЕССОВАНИЯ, содержащее корпус, приводную подмодельную плиту с моделью, расположенные в корпусе, протяжную плиту, размещенную на корпусе, отличающееся тем, что, с целью улучшения качества полуформ, оно снабжено направляющими, расположенными с двух сторон на нижнем торце протяжной плиты, и пустотелыми колоннами, установленными на корпусе, в полостях которых размещены направляющие, а в подмодельной плите выполнены отверстия, в которых расположены пустотелые колонны.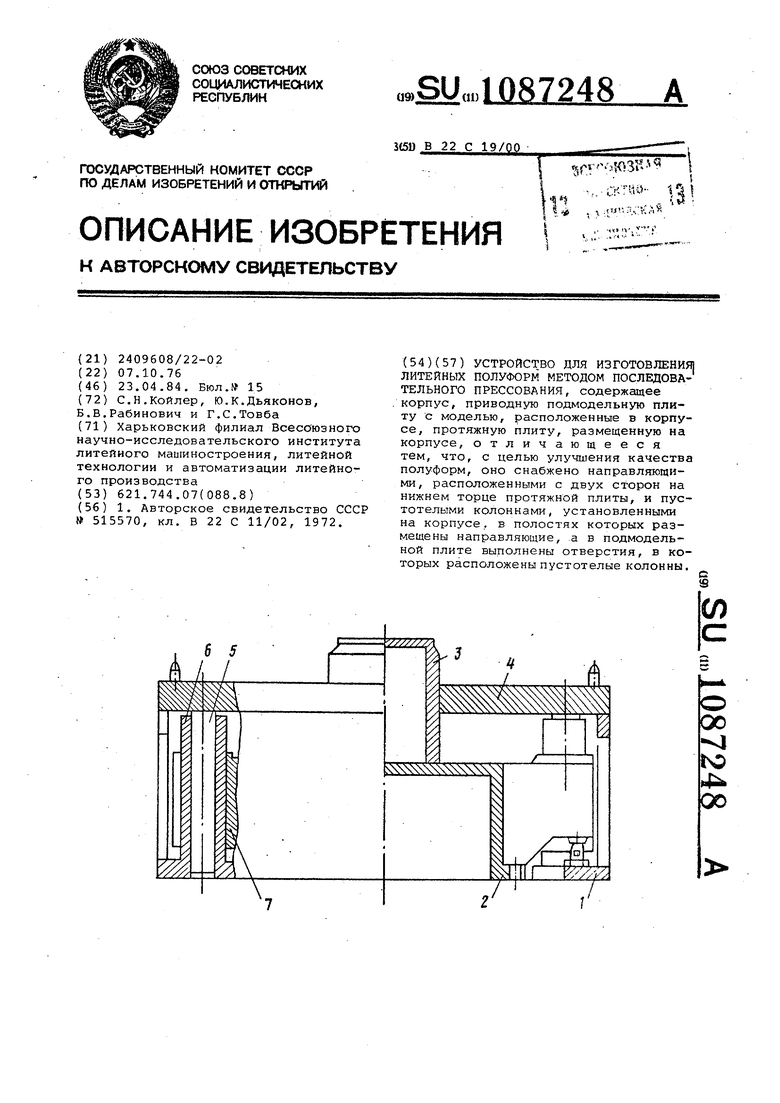
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Трехпозиционная машина для изготовления форм | 1972 |
|
SU515570A1 |
| Машина для добывания торфа и т.п. | 1922 |
|
SU22A1 |
