I Изобретение относится к литейно му производству и предназначено преимущественно для изготовления ср них и крупных верхних полуформ на встряхивающих формовочных машинах. Известна опока, содержащая раму и крестовину, выполненную в виде вертикально расположенньг.ч ребер. Для предотвращения обвалов болван и других разрушений полуформ при не достаточной степени уплотнения на встряхивающих формовочш11х машинах ш при низком качестве формовочной смеси на ребра-крестовины вручную подвепмваются формовочные крючки,из готовленные.например, из отожженной низкоуглеродистой горячекатанной стальной проволоки ГЛ Недостатком конструкции данной опоки является то,что надежность крепления формовочной смеси недоста точно велика, так как крючки, подвешенные на ребра-крестовины, не мо гут перемещаться вместе со слоем смеси при уплотнении ее в опоке встряхиванием, происходит расслоение фор-мы и обвалы. Кроме того, опока снабжается для удержания формовочной смеси крючками одноразового использования.Это влечет за собой расход проволоки, увеличивает трудоемкость изготовления отливок, так как необходимо постоянно изготовлять крючки и подг нять их в опоке. Отработанная формовочная смесь засоряется крючками,что в дальнейшем усложняет очистку ее от металлических включений. Известна также опока для изготовления питейных форм, содержащая ра му ;И расположенную внутри ее и шарнирно связанную с ее стенками крестовину, которая для предотвращения разрушения литейной шгаолне1 из гибких регулируемых элементов в виде цепей 2. Недостатком указанной опоки является то,что гибкие элементы не могут удерживать формовочную смесь о,т обвалов, так как конструктивно они могут находиться только выше модели, а обвалам более подвержена смесь, находящаяся ближе к модельно плите. Наиболее близкой к предлагаемой по технической сущности является о ка для изготовления верхних полу65форм, содержащая раму и ребра-крестовины, к которым прикреплены цепочки, снабженные на концах крючками, причем длина цепочки устанавливается равной высоте опоки без крестовины . Однако при механизированном заполнении опоки потоком формовочной смеси цепочки с крючками отклоняются от модельных болванок, где наиболее, часто происходит разрушение уплотненной полуформы. Кроме того,цепочки с крючками не укрепляют формовочную смесь внутри клеток, образованных ребрами-крестовинами . Цель изобретения - устранение.обвалов форм. Указанная цель достигается тем, что в опоке для изготовления верхних полуформ, содержащей раму и ребра-крестои|шл с элементаьм для удержШ1ия формовочной смеси,последние выполнены в виде.крючков и-образной формы, концы которых свободно размещены в вертикальных пазах, выполненных в ребрах-крестовинах. Крючки выполнены из пружинной стали. На 4к{г.1 изображена опока с крючками; на 4иг.2- опока с кргОчка141,установленная на модельную плиту;на фяг.З - уплотненная полуформа;на фиг.4 - разрез А-А на фиг.1. Опока содержит раму 1, ребра-крестовины 2 с пазами 3 и формовочные крючки 4. Кои11игурация и размеры рамы 1 и ребер-крестои1н определяются условиями производства. Формовочные крючки и-обр зной формы устанавливаются в вертикальные пазы ребер-кресто- i вин и могут свободно передвигаться вверх-вниз при установке опоки на модель и при уплотнении смеси. Причем расстояние от верхнего лада опоки до паза конструктивно выбирается так,чтобы исключить заливание крючков жидким металлом. Для изготовления полуформл опока устанавливается на модельную плиту, на которую насыпана облицовочная смесь. Во время установки крючки 4, пираясь в облицовочную смесь,подимаются в пазах 3 ребер-крестовии (фиг.2). В процессе уплотнения смеси крючки вместе с уплотняющей смеСЬЮ опускаются в{шз по пазу, не произведя разрезания смеси (фиг.З).
Использование опок, снабженных формовочными крючками U-обрязной формы, установленных стационарно в вертикальных пазах ребер-крестовин с возможностью перемещения вверх-вниз.
|Иачительно повышает надежность креп- ния усилия извне.
ления формовочной, смеси,т.е. устраняет обваль полуформ, причем крючки могут быть многократно использованы без потерь их в момент выбивки форм и транспортировки пустых опок. Выполненные из пружинной стали они могут выпасть из пазов ребер-крестовин только путем приложог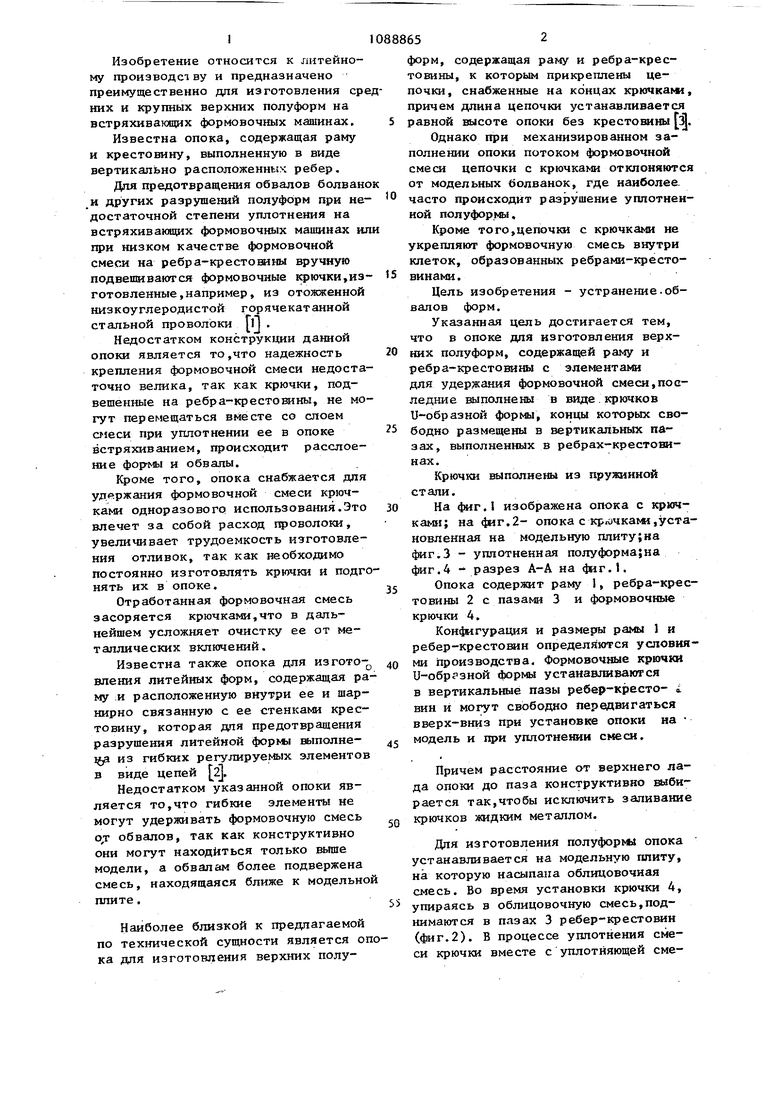

| название | год | авторы | номер документа |
|---|---|---|---|
| Автоматическая формовочная линия | 1980 |
|
SU910358A1 |
| Формовочный автомат для изготовления литейных полуформ | 1982 |
|
SU1066727A1 |
| Формовочная машина для изготовлениябЕзОпОчНыХ лиТЕйНыХ фОРМ | 1973 |
|
SU818468A3 |
| СПОСОБ ИЗГОТОВЛЕНИЯ КОМБИНИРОВАННЫХ ЛИТЕЙНЫХ ФОРМ ИЗ ЖИДКОСТЕКОЛЬНЫХ САМОТВЕРДЕЮЩИХ СМЕСЕЙ | 2010 |
|
RU2486987C2 |
| ДИСТАНЦИОННО-УПРАВЛЯЕМАЯ ЛИНИЯ | 1967 |
|
SU203171A1 |
| Формовочная установка | 1979 |
|
SU954147A1 |
| Опока для вакуумной формовки | 1980 |
|
SU910319A1 |
| Способ изготовления литейных форм | 1987 |
|
SU1488108A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ДВУХСЛОЙНЫХ ФОРМ и СТЕРЖНЕЙ | 1970 |
|
SU283517A1 |
| Машина для уплотнения литейных полуформ | 1990 |
|
SU1748920A1 |
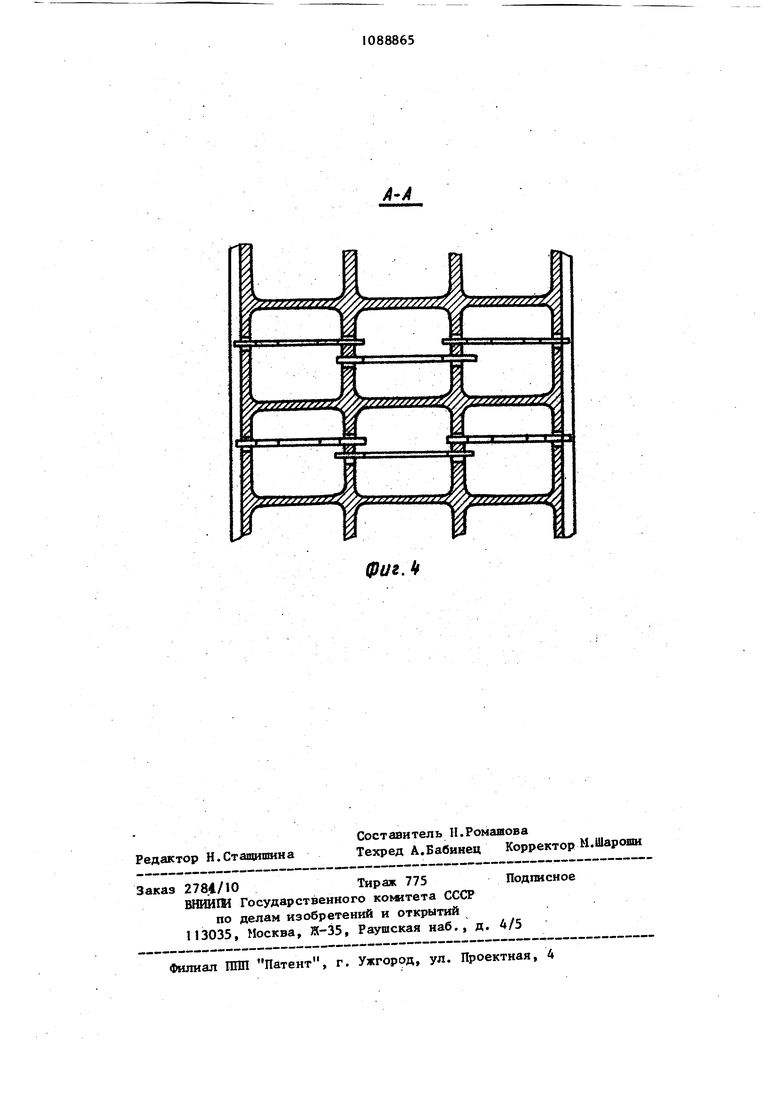
1. ОПОКА ДЛЯ ИЗГОТОВЛЕНИЯ . ВЕРХНИХ ПОЛУФОРМ,содержащая раму и ребра-крестовины с элементами для удержания формовочной смеси, о тличающаяся тем,что,с Jteлью устранения обвалов форм,элементы удержания формовочной снеси выполнены в виде крючков И-образной , коним 1 которых свободно разме(цены в вертикальных пазах выполнениях в ребрах-крестовинах. 2. Опока по п. 1, отличающаяся тем,что крючки выполнены из пружинной стали. (Л с L 00 00 00 а ел (put.f
Сриг, 2
фик.З
.
| I | |||
| Сосненко М.Н | |||
| и др | |||
| Общая тех нопогия литейного производства | |||
| М., Высшая школа, 1975, с | |||
| Счетная таблица | 1919 |
|
SU104A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Машина для добывания торфа и т.п. | 1922 |
|
SU22A1 |
| Переносная печь для варки пищи и отопления в окопах, походных помещениях и т.п. | 1921 |
|
SU3A1 |
| Машина для добывания торфа и т.п. | 1922 |
|
SU22A1 |
