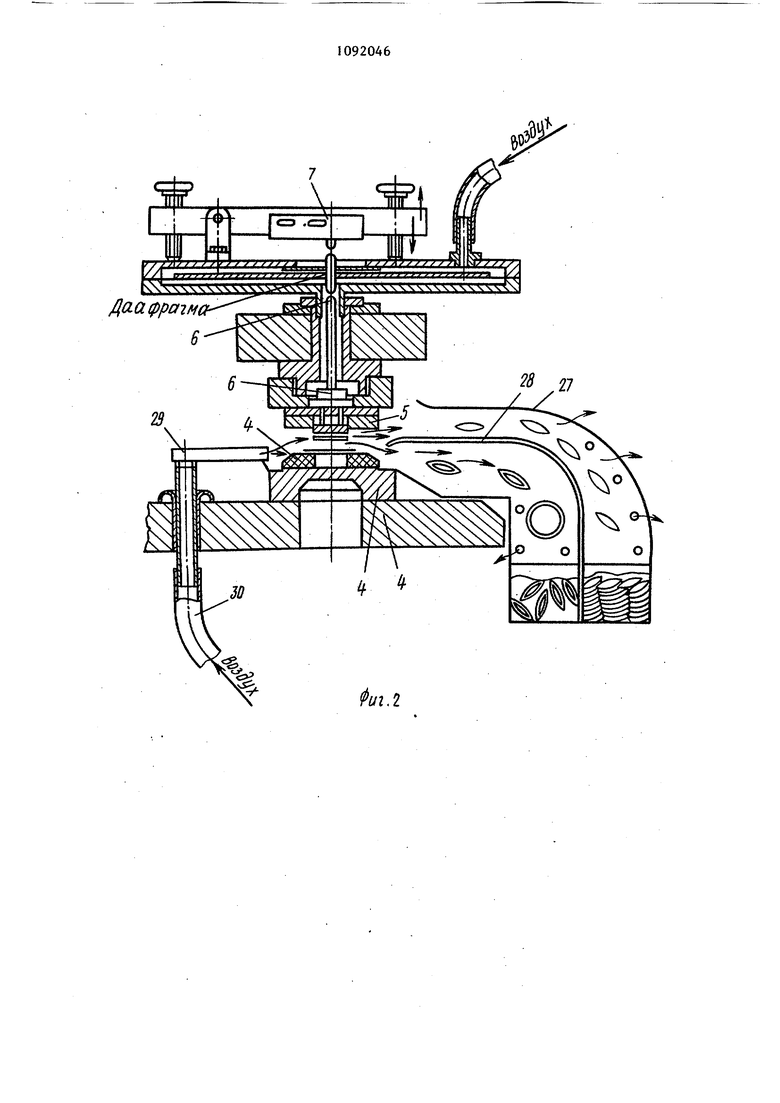
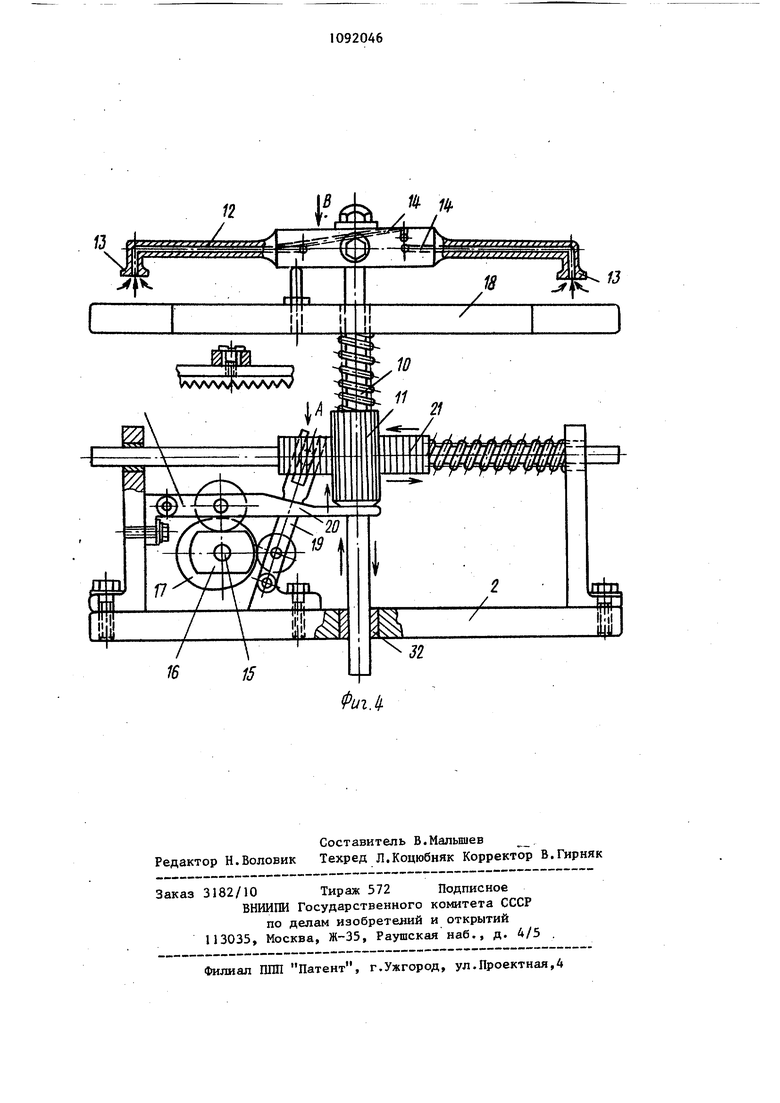
Изобретение относится к станкамавтоматам для штамповки сложных, слюдяных изделий. Наиболее близким к предлагаемому является пресс для штамповки издеЛИЙ, содержащий верхнюю и нижнюю плиты, смонтированные на вертикальных стойках, матрицы, штампы с приво дом их вертикальных перемещений и выталкиватели изделий D3« Однако известный пресс имеет низкую производительность из-за поштучной ручной подачи заготовок и невозможности обслуживание нескольких пр сов одним исполнителем, Цель изобретения - повьш1ение прои зводительности труда. Поставленная цель достигается тем что пресс для штамповки изделий, преимущественно из слюдь, содержащий верхнюю и нижнюю плиты, смонтированные на вертикальных стойках, матрицы штампы с приводом их вертикальных перемещений и выталкиватели изделий, снабжен устройством, для автоматической подачи заготовок, выполненным в виде установленного между штампами подпружиненного относительно верхней плиты и имеющего коромысло в верхней части с вакуум-захватами на концах штока с приводами возвратнопоступательного перемещения и поворота в виде реечной пары, кинематиче ски соединенного с приводом вертикальных пе.ремещений штампов, горизонта льного вала с кулачками, шарнирно закрепленных на нижней плите рычагов, контактируюш их посредством кулачков с рейкой и со ступицей шестерни, подвешенными к верхней плите симметрично штоку и контактиру юшдми с вакуум-захватами кассетами, каждая из которых имеет поддон с при водом вертикальных перемещений и в верхней части электронно-следящее приспособление, электрически соединенное с приводом поддона, и класси фикатором, выполненным в виде установленной напротив штампа и матрицы перфорированной емкости с разделяющей на части горизонтальной перегородкой и смонтированного противоположно емкости сопла, соединенного ; с источником сжатого газа, причем верхняя и нижняя плиты имеют закрепленные на них направляюшле, в которы размещен шток, а матрицы закреплены на верхней плите, причем кассета набжена коаксиально установленной ней сменной обоймой. На фиг. 1 изображен пресс, вид; на фиг.2 - штамп с пневматическим диафрагмовым толкателем и пневматическим классификатором, разрез; на фиг.З - кассета с электронноследяш 1м устройством, разрез; на фиг.4 - узел поворота коромысла на вертикально перемещающемся штоке. Пресс для штамповки изделий состоит из верхней 1 и нижней 2 плит, смонтированных на вертикальных стойках 3, матриц 4, установленных на верхней плите 1, штампов 5, оборудованных пневматическими выталкивателями 6 с конечным выключателем 7, и кинематически соединенных колонками 8 с приводом вертикальных перемещений штампов 9, устройства для автоматической подачи заготовок, выполненного в виде, подпружиненного относительно плиты 1 штока 10, с закрепленными на нем в средней части шестерней 11 и коромыслом 12 с вакуум-захватами 13 и вакуум-распределителем 14 в верхней части, горизонтального приводного вала 15 с кулачками 16 - 18, кинематически связанного с приводом вертикальных перемещений 9, рычагов 19 и 20, щарнирно установленных на ниж-i ней плите 2, зубчатой рейки 21, кассет 22 с электронно-следящим приспо-соблением 23 и сменной обоймы 24, поддона 25, соединенного с приводом 26 вертикальных перемещений, классиг фикатора заготовок., в виде перфорированной емкости 27, разделенной горизонтальной перегородкой 28, сопла 29, соединенного воздухопроводом 30 .с золотниковым распределителем . 31, соединенного с источником газа и управляемого кулачком 18. При этом шток 10 расположен в направляющих 32 верхней 1 и нижней 2 плит. Устройство работает следующим образом. Заполненные слюдяными заготовками сменные обоймы 24 вкладываются в ив- тематическую кассету 22, откуда вакуум-захватами 13 коромысла 12, закрепленного на подвижном штоке 10, подаются на матрицы 4, где при опускании штампа 5 производится вырубка изделий. При поднятии штампа 5 готовое изделие выталкивается из его углубления с помощью пневматиче-ского выталкивателя 6. При нарушении процесса выталкивания пневматический выталкиватель 6, надавливая на конеч ный выключатель 7, разрьшает цепь электропитания привада, пресс останавливается . Одновременно с выталкиванием производится сдув готовых изделий и отходов выштамповки в перфорированную емкость 27, разделенную перегородкой 28. При этом сжатый воздух от золотникового распределителя 31, включаемого кулачком 18, по воздухопроводам подается одновременно в пневматический выталкиватель 16 и на сдув в штуцер сопла 29. Разделени готовых изделий и отходов вьштамповки способствует расположение их на разных уровнях в момент сдува. Отключение и включение вакуума в вакуум-захватах 13 выполняется вакуумраспределителем 14, арегулирование подачей сжатого воздуха при помощи золотникового распределителя 31. При-
26
23-гз
..1 вод вертикальных перемещений штампов 9 сообщает вращательное движение горизонтальному валу 15 с кулачками 6-18. При этом кулачки 16 и 17,одновременно воздействуя на рычаги 19 и 20 и шестерни 11, сообщают коромыслу 12 через щ.ток 10 подъемноповоротное вращение. В момент выштамповки слюды вакуум-захваты 13 назсЬдятся в положении взятия заготовок из кассет 22, а распределитель 14 включает вакуум в положение Открыто. В автоматической кассете 22 встроенное электронно-следящее приспособление 23 поддерживает на определенном уровне стопу заготовок. В положении, когда заготовки не перекрывают световой луч, фотодиод, получив импульс от источника света, подает сигнал на привод вертикальных перемещений поддона 26. Предложенный штамп за счет механизации труда позволяет повысить его производительность. До.афрачмО6Фиг.г
ФигЛ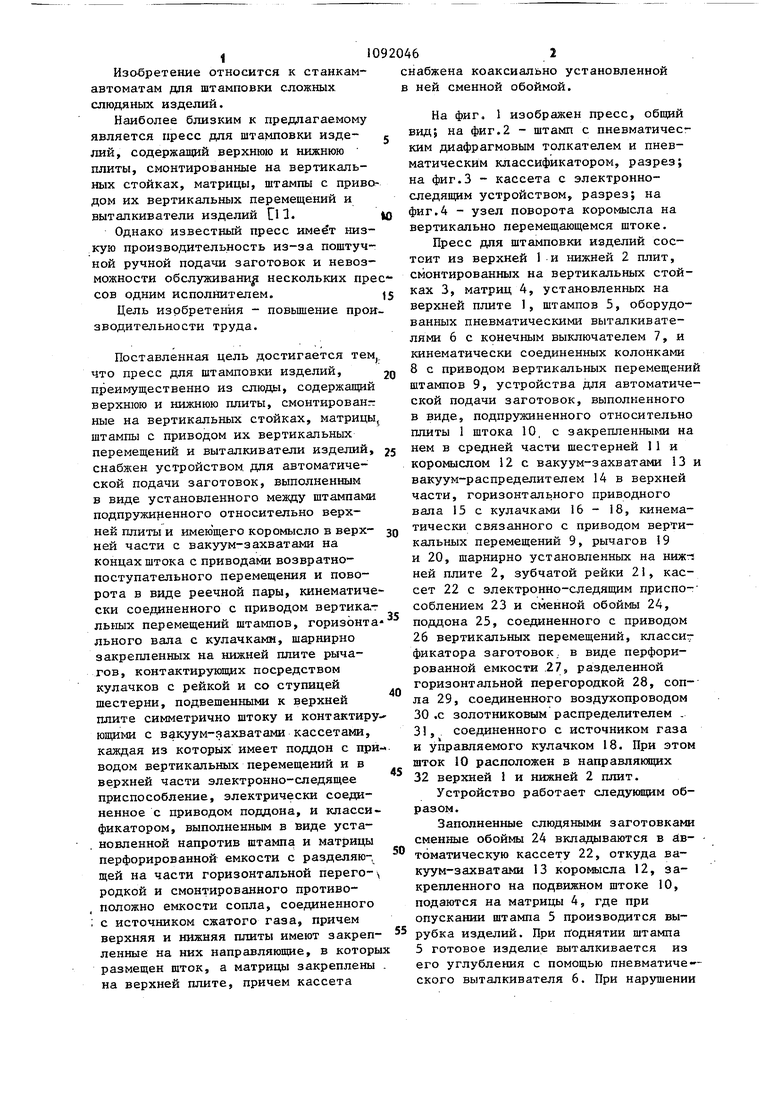

| название | год | авторы | номер документа |
|---|---|---|---|
| Автоматизированный комплекс для листовой штамповки | 1979 |
|
SU774722A1 |
| Автоматизированный комплекс для штамповки | 1985 |
|
SU1291253A1 |
| Автоматизированный комплекс для штамповки крупногабаритных деталей | 1985 |
|
SU1324725A1 |
| Автоматизированный комплекс для штамповки деталей | 1987 |
|
SU1581436A1 |
| Автоматизированный комплекс горячей штамповки | 1988 |
|
SU1602602A1 |
| Пресс-автомат | 1987 |
|
SU1447512A1 |
| Устройство для обработки штучных заготовок | 1988 |
|
SU1538964A1 |
| Автоматизированный комплекс для штамповки | 1987 |
|
SU1549649A1 |
| КОМПЛЕКС ОБОРУДОВАНИЯ ДЛЯ ИЗГОТОВЛЕНИЯ АРМИРОВАННЫХ ДЕТАЛЕЙ, В ТОМ ЧИСЛЕ ПОРШНЕЙ ДВИГАТЕЛЕЙ ВНУТРЕННЕГО СГОРАНИЯ МЕТОДОМ ЛИТЬЯ С КРИСТАЛЛИЗАЦИЕЙ ПОД ДАВЛЕНИЕМ | 1996 |
|
RU2093300C1 |
| ПОТОЧНАЯ ЛИНИЯ ДЛЯ ИЗГОТОВЛЕНИЯ ШТАМПОВАННЫХ ИЗДЕЛИЙ | 1989 |
|
SU1815872A1 |

ПРЕСС ДЛЯ ШТАМПОВКИ ИЗДЕЛИЙ, преимущественно из слюды, содер жащий верхнюю и нижнюю плиты, смонтиг рованные на вертикальных стойках, матриць штампы с приводом их вертикальных перемещений и шдтапкиватели Изделий, отличающийся тем, что, с целью повьшения производительности труда, он сйабжен устрой ством для автоматической подачи заготовок, выполненным в виде установленного между штампами, подпружиненного относительно верхней плиты и имеющего коромысло в верхней части с вакуум-захватами на концах штока с приводами возвратно-поступательного перемещения и поворота в виде реечной пары, кинематически соединенного с приводом вертикальных перемещений штампов горизонтального вала с кулачками, шарнирно закрепленных на нижней плите рычагов, контактирую1цих посредством кулачков с /рейкой и со ступицей шестерни, подвешенными к верхней плите симметрич но штоку и контактирующими с вакуумзахватами кассетами каждая из которых имеет поддон с приводом вертикальных перемещений и в верхней части злектронно-следящее приспособление, электрически соединенное с приводом поддона, и классификатором,выполненным в виде установленной напро тив штампа и матрицы перфорированной (Л емкости с разделяющей на части горизонтальной перегородкой и смонтированного противоположно емкости сопла, соединенного с источником сжатог го газа, причем верхняя и нижняя плиты имеют закрепленные на них напр авлякщие, в которых размещен шток, a матрицы закреплены на верхней плисо ьэ те. о 2. Пресс non,i, отличаюN щийся тем, что кассета Снабжена О5 коаксиапьно установленной в ней сменной обоймой.
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Многопозиционный пресс | 1978 |
|
SU664842A1 |
| Способ обработки медных солей нафтеновых кислот | 1923 |
|
SU30A1 |
