2. Кристаллизатор для непрерывного литья заготовок, содержащий охлаждаемый кожух и графитовую втулку с конической посадочной поверхностью для кожуха.
отличающийся
тем.
что, С целью увеличения длительности .эксплуатации графитовой втулки, кристаллизатор снабжен дополнительным охлаждаемым кожухом, установленным
t
Изобретение относится к металлур гни,, .а именно к непрерывному литью цветных металлов и сплавов, а также чугуна.
Цель изобретения - увеличение длительности эксплуатации графитовой втулки.
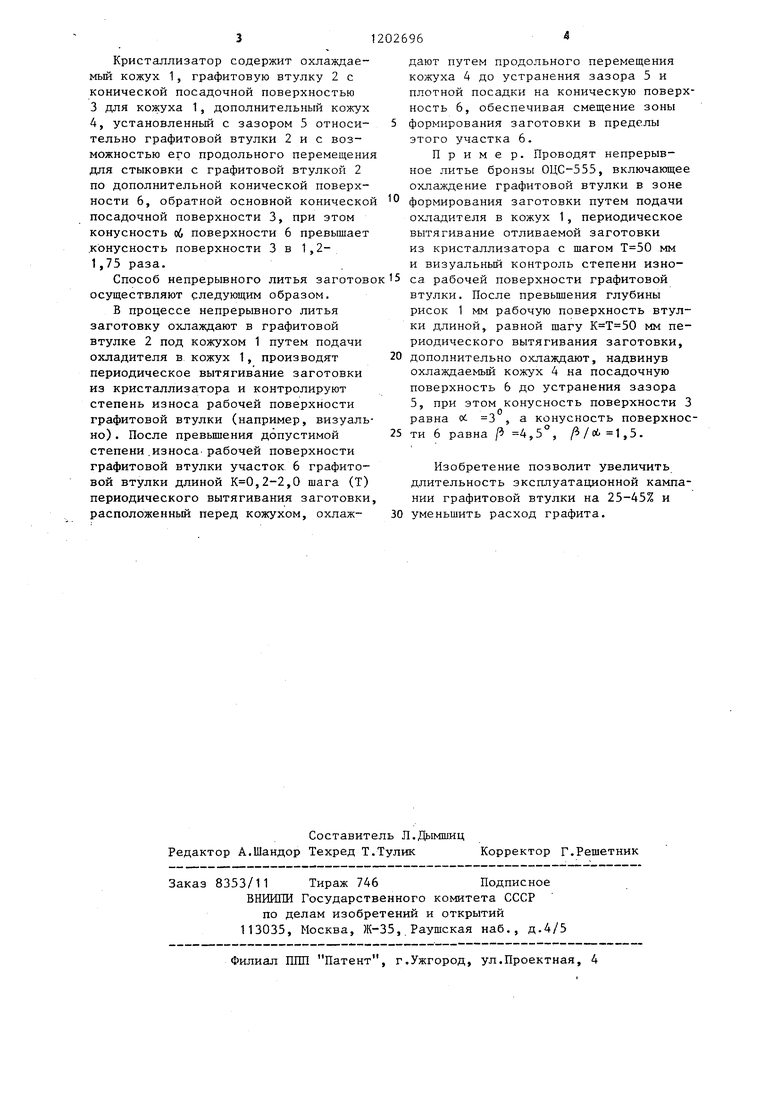
На чертеже изображен кристаллизатор для непрерывного литья заготовок продольный разрез.
Смещение зоны формирования заготовки в пределы участка графитовой втулки, расположенного перед ее центральной частью, после превьшения допустимой степени износа графитовой втулки позволяет увеличить длительность эксплуатационной кампании- графитовой втулки за счет продолжения процесса литья качественных заготовок при новом расположении фронта формирования на неизношенной части графитовой втулки.
смещение фронта кристаллизации проводить менее чем на 0,2 шага периодического вытягивания заготовки, то часть поверхности заготовки по-прежнему поражена дефектами, обусловленными превьшением допустимой степени износа рабочей поверхности на последних 0,2 шага зоны формирования заготовки.
Если величина этого параметра более 2, наблюдается повьшзенный расход графита, что нецелесообразно.
Снабжение кристаллизатора дополнительным охлаждаемым кожухом, ус-- тановленным с зазором относительно графитовой втулки и с возможностью его перемещения для стыковки с ней, позволяет увеличить длительность эксплуатации графитовой втулки за счет продолжения процесса литья кас зазором и с ВОЗМОЖНОСТЬЮ перемещения относительно графитовой втулки. 3. Кристаллизатор по п.2, о т л и.поверхность графитовой втулки для дополнительного кожуха выполнена с обратной конусностью, при этом ее вели-, чина составляет 1,2-1,75 конусности посадочной поверхности для кожуха.
10
15
20
25
30
чественных заготовок после стыковки дополнительного кожуха с графитовой втулкой при новом расположении фронта формирования,
Выполнение посадочной поверхности графитовой втулки для дополнительного кожуха с обратной конусностью позволяет повысить длительность эксплуатации кристаллизатора за счет устранения образования второго фронта формирования при наличии существующего, а также за счет достижения быстрого смещения имеклцегося фронта формирования в новое положение.
Выполнение конусности дополнительной конической поверхности большей конусности основной посадочной поверхности позволяет достичь увеличения длительности эксплуатации втул- - ки за счет достижения более быстрого и плотного контакта дополнительного кожуха-с графитовой втулкой, необходимого для быстрого смещения фронта формирования в новое положение в результате вступления в контакт с графитовой втулкой дополнительного кожуха.
Если конусность дополнительной конической поверхности превышает конусность основной посадочной поверхности менее чем в 1,2 раза, возможны трудности достижения плотного контакта дополнительного кожуха с втулкой из-за возможных неболъш х. искажений 5 профиля посадочной поверхности для дополнительного кожуха в результате длительной работы графитовой втулки до смещения фронта формирования.
Если величина этого параметра будет более 1,755 то в этом случае дополнительных преимуществ достигнуто не будет.
0
Кристаллизатор содержит охлаждае- мьй кожух 1, графитовую втулку 2 с конической посадочной поверхностью 3 для кожуха 1, дополнительный кожух 4, установленный с зазором 5 относительно графитовой втулки 2 и с возможностью его продольного перемещени для стыковки с графитовой втулкой 2 по дополнительной конической поверхности 6, обратной основной коническо посадочной поверхности 3, при этом конусность об поверхности 6 превышает .конусность поверхности 3 в 1,2- 1,75 раза.
Способ непрерывного литья заготов осуществляют следующим образом.
В процессе непрерывного литья заготовку охлаждают в графитовой втулке 2 под кожухом 1 путем подачи охладителя в кожух 1, производят периодическое вытягивание заготовки из кристаллизатора и контролируют степень износа рабочей поверхности графитовой втулки (например, визуаль но). После превьшения допустимой степени .износа-рабочей поверхности графитовой втулки участок 6 графитовой втулки длиной ,2-2,0 шага (Т) периодического вытягивания заготовки расположенный перед кожухом, охлаж-
Составитель Л.Дымшиц Редактор А.Шандор Техред Т.Тулкк Корректор Г.Решетник
Заказ 8353/11 Тираж 746Подписное
ВНИИПИ Государственного комитета СССР
по делам изобретений и открытий 113035, Москва, Ж-35,. Раушская наб., д.4/5
Филиал ПИП Патент, г.Ужгород, ул.Проектная, 4
дают путем продольного перемещения кожуха 4 до устранения зазора 5 и плотной посадки на коническую поверхность 6, обеспечивая смещение зоны формирования заготовки в пределы этого участка 6.
Пример. Проводят непрерывное литье бронзы ОЦС-555, включающее охлаждение графитовой втулки в зоне формирования заготовки путем подачи охладителя в кожух 1, периодическое вытягивание отливаемой заготовки из кристаллизатора с шагом мм и визуальный контроль степени износа рабочей поверхности графитовой втулки. После превьшения глубины рисок 1 мм рабочую поверхность втулки длиной, равной шагу мм периодического вытягивания заготовки, дополнительно охлаждают, надвинув охлаждаемый кожух 4 на посадочную поверхность 6 до устранения зазора 5, при этом конусность поверхности 3 равна oi. 3 , а конусность поверхности 6 равна ,5 , /5/оЬ 1,5.
Изобретение позволит увеличить длительность эксплуатационной кампании графитовой втулки на 25-45% и уменьшить расход графита.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ непрерывного литья полых заготовок | 1989 |
|
SU1703244A1 |
| Способ горизонтального непрерывного литья заготовок и машина для его осуществления | 1982 |
|
SU1138232A1 |
| КРИСТАЛЛИЗАТОР ДЛЯ ГОРИЗОНТАЛЬНОГО НЕПРЕРЫВНОГО ЛИТЬЯ ПОЛЫХ ЗАГОТОВОК | 1991 |
|
RU2007260C1 |
| Кристаллизатор для непрерывного литья цветных металлов и сплавов | 1983 |
|
SU1098657A1 |
| Кристаллизатор для непрерывного литья заготовок | 1988 |
|
SU1570838A1 |
| Система охлаждения графитового кристаллизатора для непрерывного литья полосовой заготовки из цветных сплавов | 1989 |
|
SU1708504A1 |
| Способ непрерывного горизонтального литья заготовок | 1986 |
|
SU1400768A1 |
| Способ непрерывного литья металлов и сплавов | 1981 |
|
SU988446A1 |
| Способ изготовления литых заготовок из антифрикционной бронзы | 2021 |
|
RU2762956C1 |
| УСТАНОВКА ДЛЯ НЕПРЕРЫВНОГО ВЕРТИКАЛЬНОГО ЛИТЬЯ ТРУБНЫХ ЗАГОТОВОК | 2002 |
|
RU2211745C1 |
1. Способ непрерывного литья заготовок, включающий подачу жидкого металла в графитовую втулку кристаллизатора, формирование в ее центральной части заготовки, охлаждение заготовки, ее периодическое вытягивание из кристаллизатора и контроль степени износа рабочей поверхности графитовой втулки, отличающий- с я тем, что, с целью увеличения длительности эксплуатации графитовой втулки, после превышения допустимой степени износа рабочей поверхности графитовой втулки зону формирования заготовки смещают на участок длиной 0,2-2,0 шага периодического вытягивания заготовки, расположенный перед центральной частью графитовой втулки; % (Л / to о to Од ;О Од
| Устройство для горизонтального непрерывного литья | 1980 |
|
SU921671A1 |
| Машина для добывания торфа и т.п. | 1922 |
|
SU22A1 |
| Машина для горизонтальной непрерывной разливки металлов и сплавов | 1961 |
|
SU140176A1 |
| В | |||
| Машина для добывания торфа и т.п. | 1922 |
|
SU22A1 |
