Изобретение относится к порошковой металлургии, в частности к устройствам для нанесения покрытий из металлических порошков, преимущественно ферромагнитных, на поверхност изделий.
Известно устройство для нанесени покрытий из металлических порошков, включающее нагреватель и размещенное внутри него приспособление для крепления изделий, установленное с возможностью вращения и снабженное центрирующей оправкой. При этом поверхность оправки вьшолнена цилиндрической l J.
Недостатком данного устройства является отсутствие возможности одновременного нанесения качественных покрытий на внутреннюю и торцовзто поверхности изделия.
Наиболее близким к предлагаемому по технической сущности и достигаемому результату является устройство для нанесения покрытий из металлических порошков, содержащее нагреватель, центрирующую оправку и узел вращения. В устройстве замкнутая полость для порощка образована крышкой, прижатой к втулке подпружиненным винтом 2 .
Недостатком известного устройства является низкая производительность, обусловленная нетехнологичностью и длительностью индивидуальной установки и снятия детали, а также тем, что перед установкой каж дои детали требуется очистить дно оправки от порошка.
Целью изобретения является повышение производительности процесса.
Поставленная цель достигается тем, что устройство для нанесения покрытий из металлических порошков, преимущественно ферромагнитных, содержащее нагреватель, центрирующую оправку и узел вращения, снабжено втулкой из магнитного материала, размещенной в оправке, и бункером, при этом оправка выполнена с каналом для соединения с бункером.
На чертеже изображено устройство общий .
На неподвижном основании 1 установлен в шарикоподшипниках 2 шкив 3, с которым жестко соединена теплоизоляционная втулка 4. На втулке 4 укреплены центрируюи;ая оправка 5 и фпанец 6, на котором установлены поворотные двуплечие зажимные рьмаги 7 с центробежными грузами 8. fla стойке 9 основания 1 крепятся спиральный нагреватель 10 и бункер 11 с ферромагнитным порошком. Оправка 5 имеет замкнутую крышку 12, введенную в тело оправки магнитную втулку 13 и канал 14 для порошка. Канал имеет основной конус 15, куда введен конец патрубка 16 бункера 11, снабженный зажимом 17. ббрабатьшаемая деталь установлена на оправке 5, прижата к рьгчагам 7 и образует замкнутую полость.
Устройство работает следующим образом.
При вращении шкива 3 центробежные силы грузом 8 надежно фиксируют деталь на оси вращения и прижимают к ее внутренней поверхности, преодолевая притяжение втулки 13, порошок, который при неподвижном положении устройства прижат к гтенкам оправки. Нагреватель 10 создает высокую температуру на поверхности детали, вследствие чего часть порошка надежно припекается к ней. Новая порция порошка поступает также под действием центробежных сил из бункера 11 через патрубок 16. После окончания обработки и остановки устройства зажимают зажим 17, извлекают патрубок 16 из конуса 15 и беспрепятственно извлекают деталь сначала в вертикальном, затем в боковом направлении. Втулка 13 магнитными силами удерживает порошок в полости от рассыпания, способствуя быстрой установке и снятию деталей.
Магнитная втулка 13 при остановке устройства прижимает оставшийся в полости ферромагнитный порошок к оправке 5, освобождая место для следующей детали, которую вводят одним движением сверху вниз, а центробежный прижим сразу после начала вращения надежно фиксирует деталь.
Бункер и канал в оправке оказывают непосредственное влияние на повышение производительности процесса нанесения покрытия до 20%, а также способствует улучшению условий труда и повьшению точности дозиррвки металлического порошка.
В известном устройстве на установ55 ку детали требуется затратить
2,5 мин и столько же времени на ее съем, в предлагаемой конструкции время уста говки примерно равно 2-3 с.
310986634
Кроме того, при использовании из- Экономический эффект внедрения вестного устройства на очистку дна устройства при серийном производстоправки от порошка тре&уется 3-4 мин. ве составит около 25 тыс. руб. в для каждой из деталей, подлежащих год для втулки колесного трактоупрочнению.ра.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ нанесения порошковых покрытий на внутренние поверхности деталей и устройство для его осуществления | 1989 |
|
SU1713743A1 |
| Устройство для нанесения покрытий из металлических порошков | 1982 |
|
SU1101333A1 |
| Устройство для получения покрытий | 1978 |
|
SU697258A2 |
| Устройство для нанесения покрытий из металлических порошков на цилиндрические детали | 1982 |
|
SU1069955A1 |
| Устройство для нанесения покрытий из порошка | 1980 |
|
SU917909A1 |
| Устройство для нанесения покрытий из металлических порошков на взаимноперпендикулярные поверхности | 1985 |
|
SU1284696A1 |
| Способ нанесения порошковых покрытий на внутренние поверхности деталей и устройство для его осуществления | 1989 |
|
SU1719161A1 |
| Устройство для получения покрытий из металлических порошков | 1976 |
|
SU552137A2 |
| Установка для нанесения покрытий на поверхности изделий | 1985 |
|
SU1296301A1 |
| Устройство для нанесения покрытий из металлических порошков на изделия | 1985 |
|
SU1273214A1 |
УСТРОЙСТВО ДЛЯ НАНЕСЕНИЯ ПОКРЫТИЙ ИЗ МЕТАЛЛИЧЕСКИХ ПОРСЖКОВ преимущественно ферромагнитных, содержащее нагреватель, центрирующую оправку и узел вращения, о т л ичающееся тем, что, с целью повьшения производительности процесса, оно снабжено втулкой из магнитного материала, размещенной в оправке, и бункером, при этом оправка выполнена с каналом для соединения с бункером. 9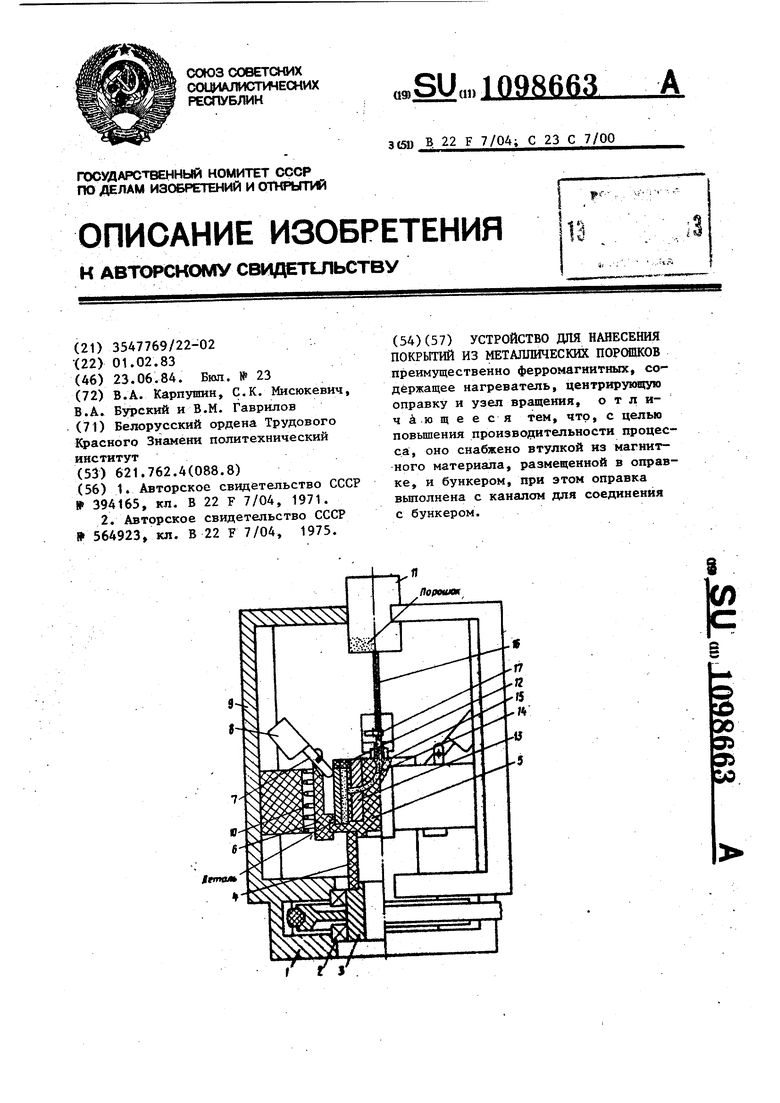
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| УСТРОЙСТВО для ПОЛУЧЕНИЯ ПОКРЫТИЙ | 0 |
|
SU394165A1 |
| Машина для добывания торфа и т.п. | 1922 |
|
SU22A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Устройство для нанесения покрытий из металлических порошков | 1975 |
|
SU564923A2 |
| Машина для добывания торфа и т.п. | 1922 |
|
SU22A1 |
