СО
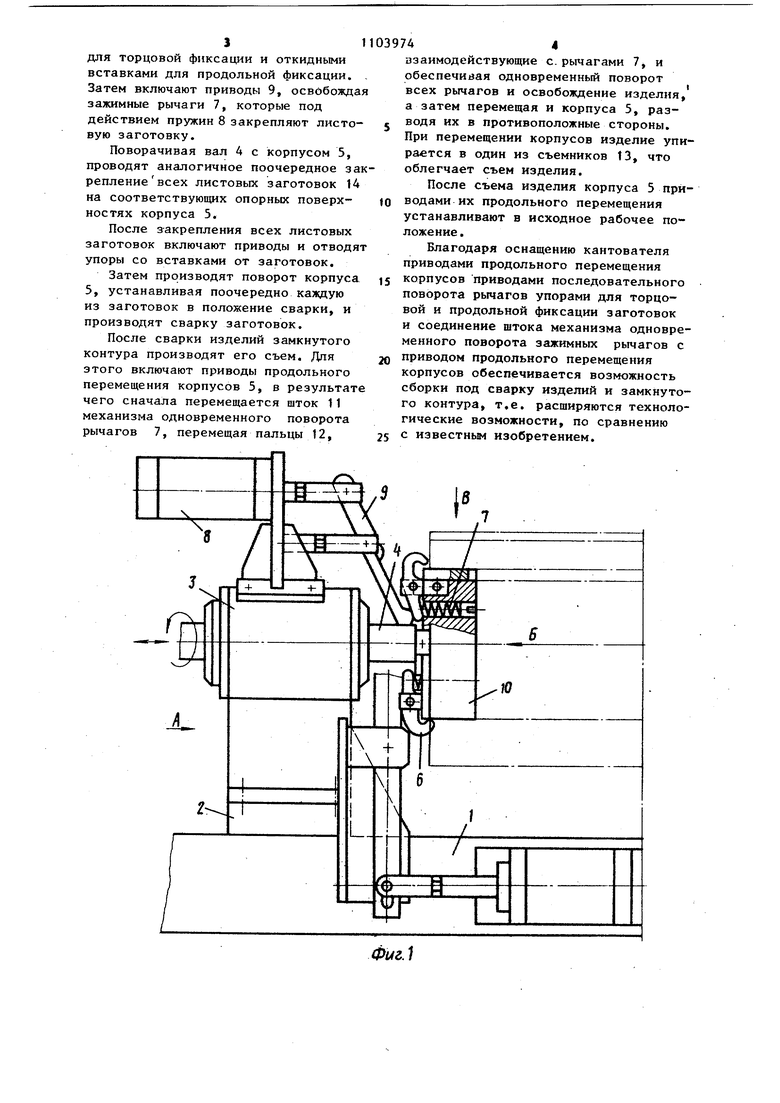
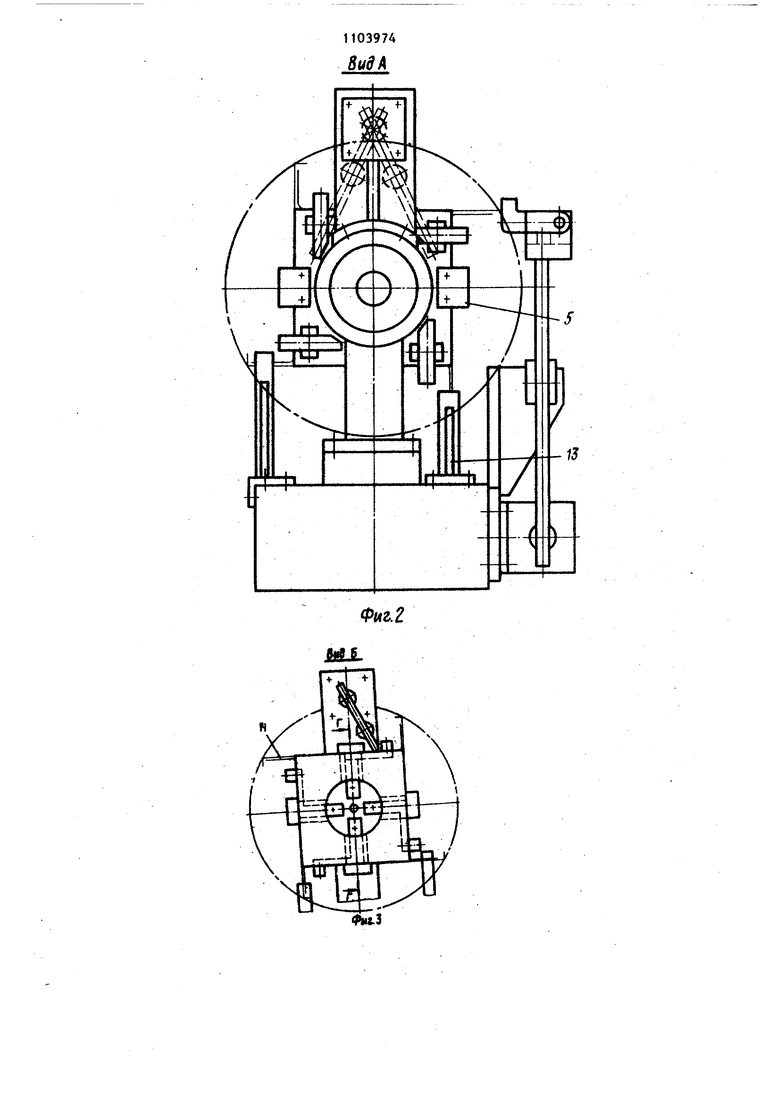
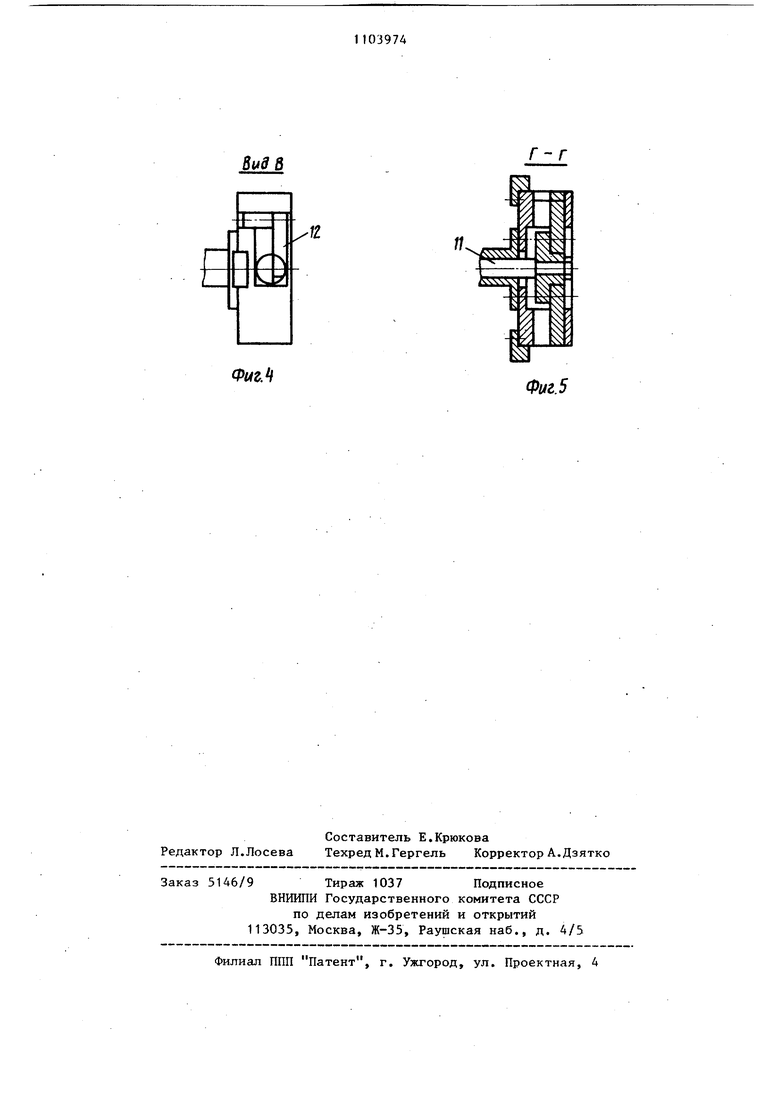
:D 1 Изобретение относится к области сварки, а именно к оборудопанию для сборки и сварки изделий из листовых заготовок с отбортовками. Известен кантователь для сборки под сварку изделий, содержащий смонтированную на стойках основания поворотную раму с приводными зажимными рычагами lj . В кантователе казкдый зажимной рычаг оснащен индивидуальньм гидроприводом его поворота и муфтами для подвода рабочей среды, что значитель но усложняет конструкцию, кроме того кантователь не обеспечивает сборки изделий замкнутого контура. Наиболее близким к изобретению по технической сущности и достигаемому результату является кантователь для сборки под сварку изделий из листовы заготовок, содержащий смонтированные на стойках основания поворотные корса с боковыми опорньми поверхностями подпружиненными зажимными рычагами для каждой опорной поверхности и механизмом одновременного поворота рычагов z. Однако на этом кантователе обеспечивается сборка изделий лишь незамкнутого контура, Целью изобретения является расщирение технологических возможностей путем обеспечения сборки изделий замкнутого контура. Указанная цель достигается тем, что кантователь для сборки под сварку изделий из листовых заготовок, со держаший смонтированные на стойках основания поворотные корпуса с боковыми опорными поверхностями, подпружиненными зажимньми рычагами для каждой опорной поверхности и механиз мом одновременного поворота рычагов, снабжен установленными на стойках . приводами продольного перемещения корпусов и приводами последовательного поворота каждого зажимного рыча га, размещенными на основании подвиж ными упорами с откидными вставками для продольной фиксации листовых заготовок и съемниками.для изделий и закрепленными на копусах упорами для торцовой фиксации листовых заготовок, а механизм одновременного поворота рычагов вьтолнен в виде штока, соединенного с приводом продоль ного перемещения корпуса и оснащенного пальцами по числу зажимных ры74чагов, установленными с возможностью взаимодействия с рычагами. Корпуса с подпружиненными зажимными рычагами выполнены сменными. На фиг. 1 изображен кaнтoвaтeльi на фиг. 2 - вид А на фиг. 1, на фиг. 3 - вид Б на фиг. Г, на фиг. 4вид В на фиг. 1; на фиг. 5 - сечение Г-Г на фиг. 3. Кантователь для сборки под сварку изделий из листовых заготовок содержит смонтированные на основании 1 стойки 2 с опорами 3. В опорах 3 установлены посредством валов 4 поворотные корпуса 5. На корпусах смонтированы упоры 6 для торцовой фиксации листовых заготовок и зажимные рычаги 7 с пружинами 8. Корпуса 5 выполнены с боковыми опорными поверхностями по числу листовых заготовок, а число зажимных рычагов равно числу опорных поверхностей корпусао На стойках 2 установлены приводы 9 с рычагами 10 для последовательного поворота каждого зажимного рычага 7 и приводы (не показаны) продольного перемещения корпусов 5. Кантователь оснащен механизмом одновременного поворота рычагов, выполненньм в виде штока 11, соединенного с приводом продольного перемещения корпуса и оснащенного пальцами 12 по числу зажимных рычагов 7. На основании смонтированы подвижные упоры с откидными вставками для продольной фиксации листовых заготовок. Упоры соединены с приводами. Кроме того, на основании закреплены съемники 13 для изделия. .Корпуса с зажимными рычагами выполнены сменными для каждого размера изделия и для каждого типа изделия, причем число опорных поверхностей соответствует числу граней изделия. Листовые заготовки обозначены позици,ей 14. Кантователь работает следующим образом. Включают приводы 9 и рычагами 10 поворачивают соответствующие им зажимные рычаги 7, отжимая их от опорной поверхности корпуса 5. Включают приводы, вводя упоры с откидными вставками в рабочее положение. Устанавливают листовую заготовку 14 на опорную поверхность корпуса 5, ориентируя ее упорами f
для торцовой фиксации и откидными вставками для продольной фиксации. , Затем включают приводы 9, освобождая зажимные рычаги 7, которые под действием пружин 8 закрепляют листовую заготовку.
Поворачивая вал 4 с корпусом 5, проводят аналогичное поочередное закрепление всех листовых заготовок 14 на соответствующих опорных поверхностях корпуса 5.
После закрепления всех листовых заготовок включают приводы и отводят упоры со вставками от заготовок.
Затем производят поворот корпуса 5, устанавливая поочередно каждую из заготовок в положение сварки, и производят сварку заготовок.
После сварки изделий замкнутого контура производят его съем. Дпя этого включают приводы продольного перемещения корпусов 5, в результате чего сначала перемещается шток 11 механизма одновременного поворота рычагов 7, перемещая пальцы 12,
взаимодействующие с.рычагами 7, и обеспечивая одновременный поворот всех рычагов и освобождение изделия, а затем перемещая и корпуса 5, разводя их в противоположные стороны. При перемещении корпусов изделие упирается в один из съемников 13, что облегчает съем изделия.
После съема изделия корпуса 5 прйводами их продольного перемещения устанавливают в исходное рабочее положение.
Благодаря оснащению кантователя приводами продольного перемещения
корпусов приводами последовательного поворота рычагов упорами для торцовой и продольной фиксации заготовок и соединение штока механизма одновременного поворота зажимных рычагов с
приводом продольного перемещения корпусов обеспечивается возможность сборки под сварку изделий и замкнутого контура, т.е. расщиряются технологические возможности, по сравнению
с известным изобретением.
1103974
8идА
ф{лг.2
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для фиксации и прижима свариваемых деталей | 1977 |
|
SU707741A1 |
| Поточная линия для сборки и сварки металлоконструкций | 1980 |
|
SU939174A1 |
| Устройство для сборки и сварки длинномерных полых балок | 1987 |
|
SU1599175A1 |
| Линия для обработки листовых заготовок | 1990 |
|
SU1784369A1 |
| Кантователь листов | 1985 |
|
SU1286385A1 |
| Устройство для фиксации в кантователе изделия типа корпуса с выступающим элементом на торце | 1990 |
|
SU1750904A1 |
| Устройство для сборки под сварку | 1978 |
|
SU766806A1 |
| Кольцевой кантователь | 1985 |
|
SU1303345A1 |
| Устройство для сборки под сварку обечайки с фланцами | 1989 |
|
SU1660917A1 |
| Автоматизированная линия для сборки и сварки коробчатых изделий | 1987 |
|
SU1581543A1 |
1. КАНТОВАТЕЛЬ ДЛЯ СБОРКИ ПОД СВАРКУ ИЗДЕЛИЙ ИЗ ЛИСТОВЫХ ЗАГОТОВОК, содержащий смонтированные на стойках основания поворотные корпуса с боковыми опорными поверхностями, подпружиненными зажимными рычагами для каждой опорной поверхности и механизмом одновременного поворота рычагов, отличающийся тем, что, с целью расширения технологических возможностей путем обеспечения сборки изделий замкнутого контура, он снабжен установленными на стойках тфиводами продольного перемещения корпусов и приводами последовательного поворота каждого зажимно-го рычага, раэмещенньми на основании подвижными упорами с откидными вставками для Продольной фиксации . листовых заготовок и съемниками для изделия и закрепленными на корпусах упорами для торцовой фиксации листовых заготовок, a механизм одновременного поворота рычагов вьшолнёи в виде штока, соединенного с приводом продольного перемещения корпуса и оснащённого пальцами по числу зажимных рычагов, установленными с возможностью взаимодействия с рычагами. 2. Кантователь по п. 1, отличающийся тем, что корпуса с а с подпружиненными зажимными рычагами вьтолнены сменными.
Вид В
Г-Г
Фuz.
Фиг. 5
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Авторское свидетельство СССР № 228827, кл | |||
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Устройство для сборки и сварки металлоконструкций | 1979 |
|
SU872141A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
