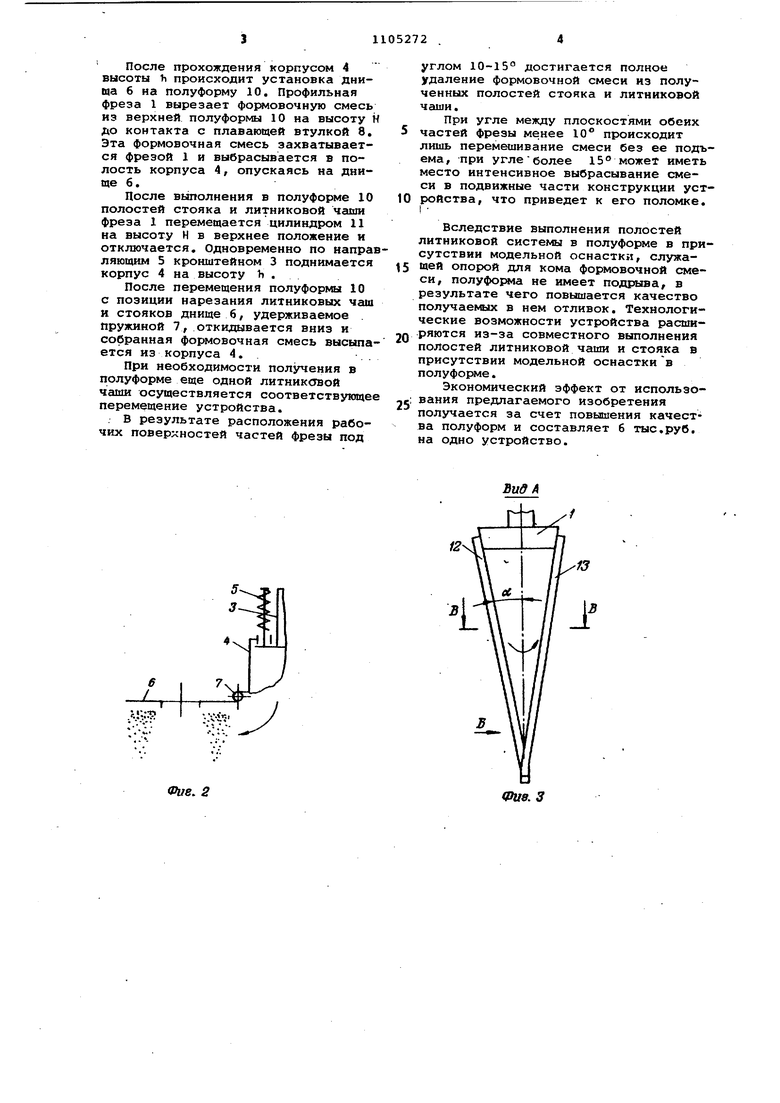
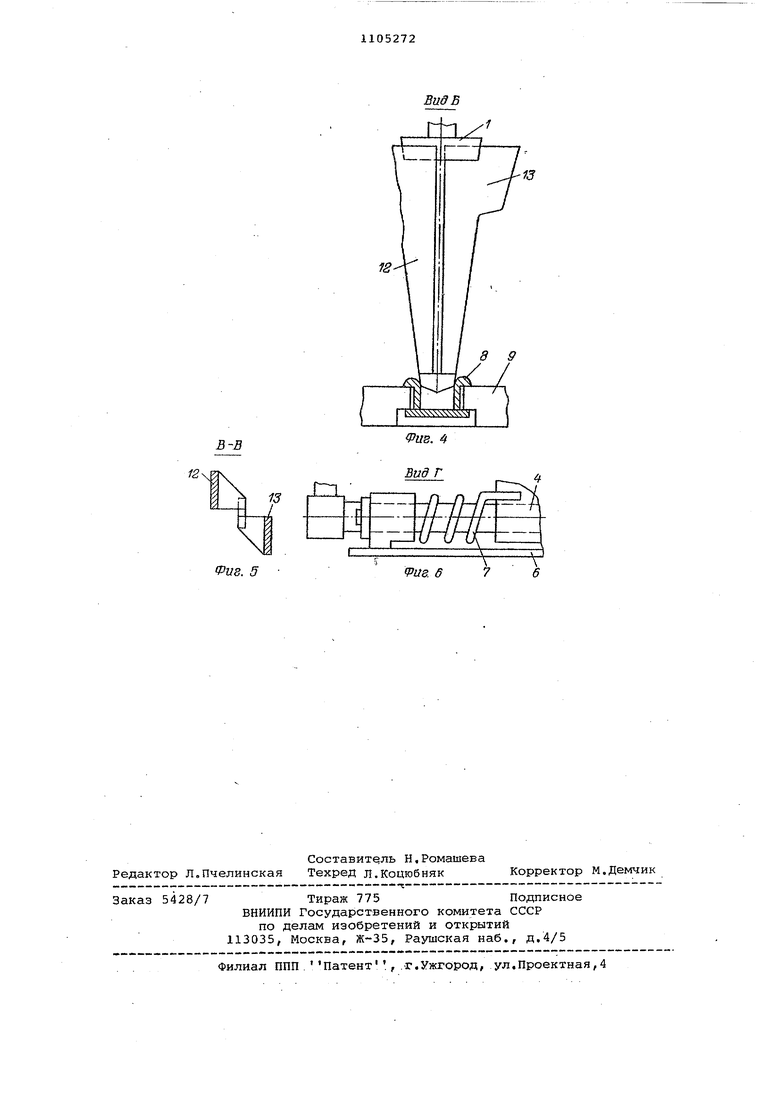
// Изобретение относится к литейному производству и может быть исполь зовано при изготовлении отливок в песчаных формах на автоматических и механизированных формовочных лини ях. Известно устройство для получени элементов литниковых систем в литей ных песчаных Формах, содержащее металлическую пластину, имеющую перед нюю и заднюю рабочие поверхности, в пересечении которых образована режущая кромка. Задняя рабочая поверхность металлической пластины содержит уплотняющую поверхность, которая плавно переходит в калибрую щую поверхность ij . Конструкция данного устройства не обеспечивает качественного удале ния формовочной смеси из полости формы, что приводит к засорению полости -формы и браку отливок. . Наиболее близким к предлагаемому по технической сущности и достигаемому эффекту является устройство для получения элементов литниковых систем в верхних полуформах, содержащее приводную профильную фрезу с верхним и нижним торцами, укрепленную на кронштейне,имеющем возможность вертикального перемещения, и снабженную подпружиненным корпусом. Фреза заключена.в корпус, снабженны коллектором с .сопла.ми .для выдува .см си из формы сжатым .воздухом. Полость литниковой.чаши выполняется в полуформе после вытяжки.моде ли со стояком. Эта полость изготовляется фрезой, приводимой в действи электродвигателем после опускания корпуса на поверхность полуформы. Сжатый воздух, подаваемый через сопла коллектора, выдувает вырезаемую фрезой смесь в полость корпуса, а после сообщения получаемой литниковой чаши с предварительно отформован ной полостью .стояка смесь через эту полость выдувается наружу. Остатки формовочной смеси удаляются из полу ченной полости литниковой чаши с по мощью воздушного импульса 2, Известное устройство не обеспечивает высокого качества верхних полуформ, так как в результате выполнения литниковой чаши образуются подрывы полуформы в момент выхода фрезы из полученной полости литниковой чаши в выполненную ранее полость стояка, когда фреза как бы проваливается в пустоту. Кроме того, оно не предназначено для выполнения полости стояка, что ограничивает- его технологические возможности. Выполнение полости стояка этим устройством после вытяжки модельной оснастки может привести к полному разрушению верхней полуформы из-за того, что процесс фрезерования происходит без модельной оснастки, служащей опорой для кома формовочной смеси. При выполнении полости стояка перед вытяжкой модельной оснастки отсутствует возможность удаления формовочной смеси из полости стояка наружу, а конфигурация фрезы, поверхность которой является плоской, не обеспечивает удаления остатков формовочной смеси вверх. Цель изобретен я - расширение технологических возможностей и улучшение качества полуформ. Для достижения указанной цели устройство для получения элементов литниковых систбм В верхних полуформах, содержащее приводную профильную фрезу, укрепленную на кронштейне, имеющем возможность вертикального перемещения, а подпружиненный корпус, в котором размещена фреза, снабжено откидным днищем с отверстием для прохождения фрезы, шарнирно закрепленным на корпусе, а .про-. фильная фреза разделена по .оси на две части, разведенные в разные . стороны на угол 10-15 относительно друг друга и сходящиеся внизу воедино. На фиг. 1 представлено устройство, общий вид, в разрезе; на .фиг. 2.устройство с открытым днищем; на. фиг. 3 - вид А на фиг. 1; на фиг.4 вид Б на фиг. 3; на фиг. 5 - разрез . В-В на,фиг. 3; на фиг. 6 - вид Г на фиг. . 1. Устройство содержит профильную фрезу 1 с электродвигателем 2, закрепленную на кронштейне 3. Профильна фреза 1 заключена в коробчатый корпус 4, установленный с возможностью вертикального перемещения вместе с кронштейном 3 по направляющим 5. Откидное днище 6 удерживается на корпусе 4 при помощи пружины 7. В днище 6 по центру выполнено отверстие для свободного прохождения профильной фрезы 1, контактирующей в процессе фрезерования с плавающей втулкой 6, которой снабжена модельная оснастка 9. Для перемещения устройства на полуформу 10 служит цилиндр 11, соединенный с кронштейном 3. Профильная фреза разделена по оси на две части 12 и 13, расположенные .относительно друг друга под углом 10-15 и сходящиеся внизу воедино. Устройство работает следующим обазом. Верхняя полуформа 10 подается на озицию получения полостей литникоой системы. С помощью цилиндра 11 а верхнюю полуформу 10 опускается ронштейн 3 с фрезой 1, которая приодится в движение электродвигатеем 2. Одновременно по направляющим опускается корпус 4,
После прохождения корпусом 4 высоты ti происходит установка днища 6 на полуформу 10. Профильная фреза 1 вырезает формовочную смесь из верхней полуформы 10 на высоту Н до контакта с плавающей втулкой 8, Эта формовочная смесь захватывается фрезой 1 и выбрасывается в полость корпуса 4, опускаясь на днище 6.
После выполнения в полуформе 10 полостей стояка и литниковой чаши фреза 1 перемещается цилиндром 11 на высоту Н в верхнее положение и отключается. Одновременно по напраляющим 5 кронштейном 3 поднимается корпус 4 на высоту Ь .
После перемещения полуформы 10 с позиции нарезания литниковых чаш и стояков днище б, удерживаемое . пружиной 7, откидывается вниз и собранная формовочная смесь высыпается из корпуса 4.
При необходимости получения в полуформе еще одной литник звой чаши осуществляется соответствующе перемещение устройства.
В результате расположения рабочих поверхностей частей фрезы под
углом 10-15° достигается полное удаление формовочной смеси из полученных полостей стояка и литниковой чаши.
При угле между плоскостями обеих
частей фрезы менее 10 происходит лишь перемешивание смеси без ее подъема, -при углеболее 15° может иметь место интенсивное выбрасывание смеси в подвижные части конструкции устройства, что приведет к его поломке. I
Вследствие выполнения полостей литниковой системы в полуформе в присутствии модельной оснастки, служащей опорой для кома формовочной смеси, полуформа не имеет подрыва, в результате чего повышается качество получаемых в нем отливок. Технологические возможности устройства расшнряются из-за совместного выполнения полостей литниковой чаши и стояка в присутствии модельной оснастки в полуфоЕ ме.
Экономический эффект от использования предлагаемого изобретения
получается за счет повышения качества полуформ и составляет 6 тыс.руб. на одно устройство.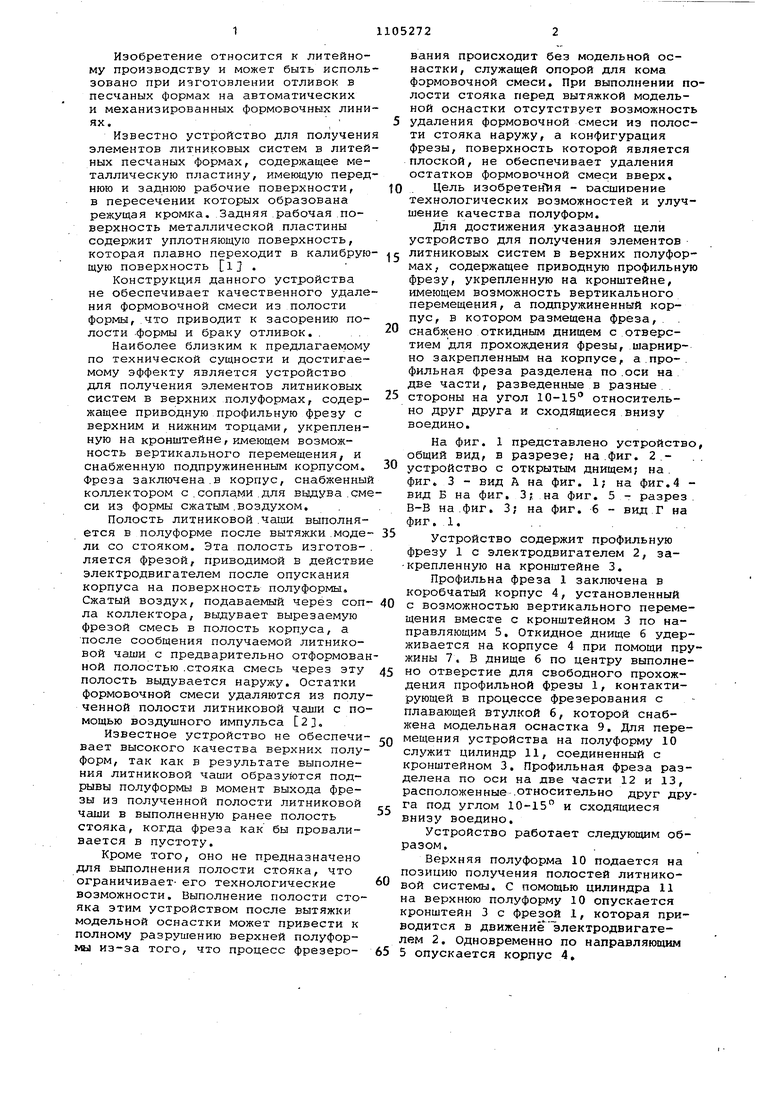
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ безопочной формовки и сборки | 1981 |
|
SU1061911A1 |
| Четырехпозиционная карусельная машина опочной формовки | 1986 |
|
SU1430178A1 |
| Вытяжное устройство формовочной машины | 1981 |
|
SU1007826A1 |
| Установка для изготовления парных безопочных форм | 1980 |
|
SU876266A1 |
| Способ изготовления литейных форм | 1980 |
|
SU910317A1 |
| Способ изготовления двухслойных литейных форм и устройство для его реализации | 1979 |
|
SU910315A1 |
| Автоматическая линия | 1990 |
|
SU1799669A1 |
| Формовочный автомат | 1989 |
|
SU1676744A1 |
| Формовочная машина | 1987 |
|
SU1503980A1 |
| Способ получения литникового канала в форме | 1975 |
|
SU522895A1 |
УСТРОЙСТВО ДЛЯ ПОЛУЧЕНИЯ ЭЛЕМЕНТОВ ЛИТНИКОВЫХ СИСТЕМ В ВЕРХНИХ ПОЛУФОРМАХ, содержащее приводную профильную фрезу, укрепленную на кронштейне, имеющем возможность вертикального перемещения, и подпружиненный корпус, в котором размещена фреза, отличающееся тем, что, с целью расширения технологических возможностей и улучшения качества полуформ, оно снабжено откидным днищем, с отверстием для прохождения фрезы, шарнирно закрепленным на корпусе, а профильная фреза разделена по оси на две части,- разведенные в разные стороны на угол 1015 относительно друг друга и сходящиеся внизу воедино.
/J
В
Б
В-В
PU8. 5
(Pus,
Вид г
PU8. 6
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Машина для добывания торфа и т.п. | 1922 |
|
SU22A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Насос | 1917 |
|
SU13A1 |
| Устройство станционной централизации и блокировочной сигнализации | 1915 |
|
SU1971A1 |
