Изобретение относится к контрольно-измерительной технике, предназначено для определения фильтрационных характеристик полимерного связующего в армированных материалах, изготовленных методом намотки, и может быть использовано в машиностроении, судостроении и авиастроении для количественной оценки коэффициента армирования кошюзиционшсх: материаЛов.
Известен способ онределения коэффициента фильтрации пористой среды путем создания избыточного давления в цилиндре посредством . Наличие подвижных частей не позволяет обеспечить достаточную герметичность При исследовании фильтрации полимерного связующего в армированных материалах на ранних стадиях отверждения возможно приклеивание поршня к цилинДРУ что приводит к получению неправильных результатов ll.
Наиболее близким по технической сущности к предлагаемому техническом .решению является способ определения коэффициента фильтрации связующего неотвержденных армированных композиционных материалов, заключающийся в укладке армирующего материала, нанесении на него связующего и приложении одностороннего избыточного давления. Величина-коэффициента фильтрации определяется по объемному расход
связукнцего 2} .
Известный способ имеет существенные ограничения, особенно для определения коэффициента фильтрации намоточных композиционных материалов.
Во-первых, не учитывается влияние натяжения армирующего материала на величину давления между намотанными слоями, что в значительной мере определяет величину коэффициента фильтрации,
Во-вторых, укладку выполняют сухи армирукщим материалом. В реальных производственных условиях эта операция производится с предварительно нанесенным связующим.
Указанные причины и другие факторы, обусловленные существенным отличием известного способа от реальных условий при изготовлении (намотке) армироваиньк композиционных материнлов ведут к значительным погрешностям при определении; коэффициента фильтрации в намоточр1ых композитах.
Цель изобретения - повышение точности определения коэффициента фильтрации связующего неотвержденных армированных композиционных материалов
Поставленная цель достигается тем, что согласно способу определени коэффициента фильтрации связующего неотвержденных армированных композиционных материалов, заключакщемуся в укладке армирукщего материала, нанесении связующего и приложении од ностороннего избыточного давления, укладку вьшолняют путем намотки предварительно пропитанного связующим армирующего материала на жесткую цилиндрическую разжимную оправку, разжимают оправку в радиальном направлении и регистрируют изменение усилия разжатия во времени, а коэффициент фильтрации е определяют по формуле,
«.lb,i
где Pj и Р - начальное и текущее
значения усилия разжатия ; R - радиус цилиндрической
части оправки, Е - модудь упругости армирующего материала в окружном направлении; t - текущее значение времени. На чертеже показано устройство, реализующее предлагаемый способ.
Порядок определения коэффициента фильтрации состоит в следующем.
Сначала наматывают на разжимную оправку, состоящую из двух прлуколец 1 и 2, армирующий материал, предварительно пропитанный- связующим (начало и конец наматываемой ленты закрепляют) . Затем разжимают оправку вращением гайки 3 при неподвижных винтах 4 и 5 и регистрируют при помощи силоизмерителя 6 начальное усилие разжатия. Через промежуток времени t снимают показания усилия разжатия Р и по формуле определяют коэффициент фильтрации связующего.
Пример определения коэффициента фильтрации неотвержденного полуфабриката на; основе связующего ЭДТ-10 и армирующего материала ЖСВМ.
Армирующий материал наматывают (предварительно пропитанньм связующим ЭДТ-10) с натяжением 150 Н/жг. (около 5% от разрывной нагрузки) в 10 слоев. Затем разжимают оправку Э1 до Pjj-25000 Н. По истечении t 300 с величина Р снижается до 19000 Н. Если радиус оправки R 0,075 м и модуль упругости армирующего материала вдоль волокон 10 н/м2 , о 0,073 р 25000 7,35ld t9000 Предлагаемый способ позволяет повысить точность определения коэф 1ициента фильтрации свяэукяцего намоточ ньвс ко в10зиционных материалов с учетом технологических особенностей фор 19 мования материала изделия. При этом используется приспособление многоразового пользования, не требуется специальной измерительной аппаратуры (в силоизмерителе используется обычный тензорезистор), значительно увеличивается производительность (в 5-10 раз по сравнению с известным способом). Уточненная зависимость коэффициента фильтрации от техноло- , гических параметров позволяет регулировать коэффициент армирования в намоточных изделиях, в частности при использовании разжимных оправок для изготовления оболочечных конструкций,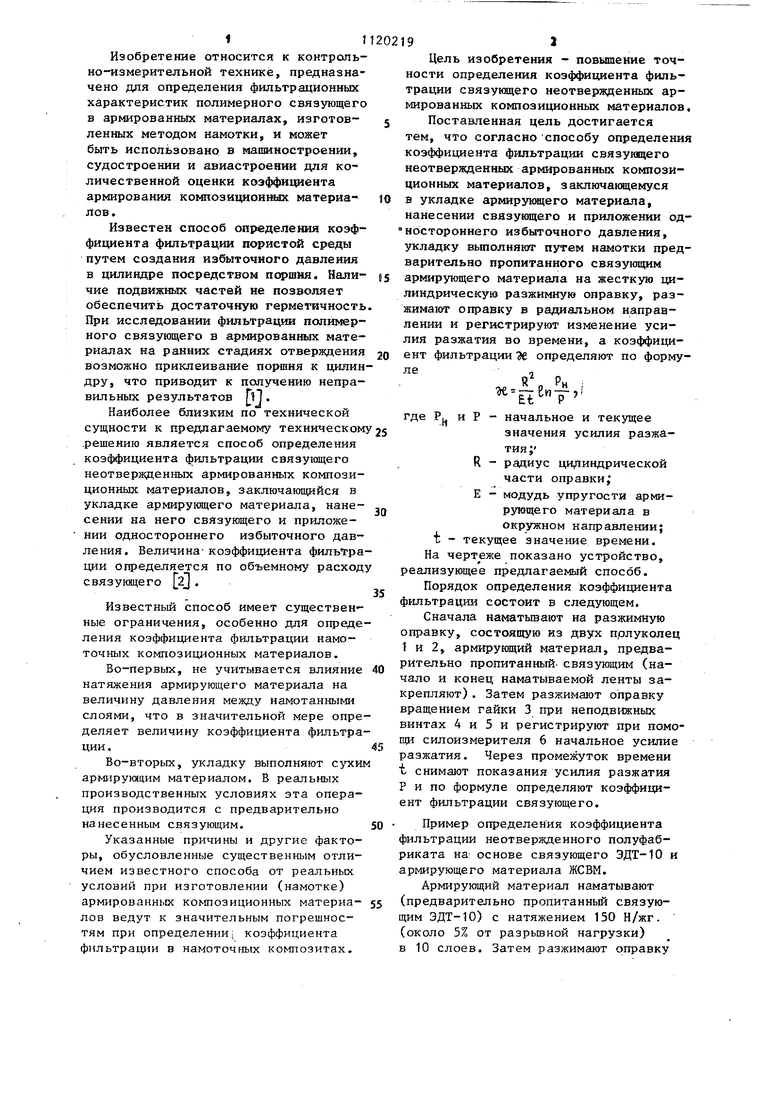
| название | год | авторы | номер документа |
|---|---|---|---|
| ТРУБА ИЗ КОМПОЗИЦИОННЫХ МАТЕРИАЛОВ И СПОСОБ ЕЕ ПРОИЗВОДСТВА | 2001 |
|
RU2221183C2 |
| Способ изготовления сетчатых оболочек из композиционных материалов | 1989 |
|
SU1643171A1 |
| Способ изготовления слоистых трубчатых изделий из композиционных материалов на основе неотвержденного полимерного связующего | 2021 |
|
RU2778930C1 |
| ТРУБА ИЗ КОМПОЗИЦИОННЫХ МАТЕРИАЛОВ ДЛЯ ТРАНСПОРТИРОВАНИЯ ГАЗООБРАЗНЫХ И ЖИДКИХ ПРОДУКТОВ ПОД ВЫСОКИМ ДАВЛЕНИЕМ И СПОСОБ ЕЕ ИЗГОТОВЛЕНИЯ (ВАРИАНТЫ) | 1999 |
|
RU2166145C1 |
| СПОСОБ ОСУЩЕСТВЛЕНИЯ БЕСКОНТАКТНОЙ ВЫКЛАДКИ ИЗДЕЛИЙ ИЗ ПОЛИМЕРНЫХ КОМПОЗИТНЫХ МАТЕРИАЛОВ И УНИВЕРСАЛЬНЫЙ МОДУЛЬ ДЛЯ ОСУЩЕСТВЛЕНИЯ СПОСОБА | 2021 |
|
RU2779268C1 |
| СПОСОБ И ОСНАСТКА ДЛЯ ИЗГОТОВЛЕНИЯ ОСЕСИММЕТРИЧНЫХ ПУСТОТЕЛЫХ ОБОЛОЧЕК (ОБОЛОЧЕК ВРАЩЕНИЯ) ИЗ ПОЛИМЕРНЫХ КОМПОЗИЦИОННЫХ МАТЕРИАЛОВ | 2010 |
|
RU2458791C2 |
| Способ изготовления многослойных изделий из полимерных композиционных материалов и станок для осуществления способа | 2018 |
|
RU2697334C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ КАТУШКИ ВЫСОКОВОЛЬТНОГО ЭЛЕКТРОТЕХНИЧЕСКОГО УСТРОЙСТВА | 2014 |
|
RU2566810C2 |
| МНОГОСЛОЙНАЯ ТРУБА И СПОСОБ ИЗГОТОВЛЕНИЯ МНОГОСЛОЙНОЙ ТРУБЫ | 2005 |
|
RU2288398C1 |
| Способ изготовления криволинейной трубы из композиционных материалов, оправка и стапель для осуществления этого способа и криволинейная труба из композиционных материалов | 2022 |
|
RU2808014C2 |
СПОСОБ ОПРЕДЕЛЕНИЯ КОЭФФИЩ ЕНТА ФИПЬТРАШШ СВЯЗУЮЩЕГО НЕОТВЕРЖДЕННЫХ АРМИРОВАННЫХ КОМПОЗИЦИОННЫХ МАТЕРИАЛОВ, эаключакнцийся в укладке армирующего материала, нанесении на него связующего и приложении одностороннего избыточного давления. отличающийся тем, что, с целью повышения точности определения, укладку выполняют путем намотки предварительно пропитанного связующим армирующего материала на жесткую цилиндрическую разжимную оправку, разжимают оправку в радиальном направлении и регистрируют изменение усилия разжатия во времени, а коэффициент фильтрации Эе определяют по формуле ni р e.f, где Рр, и Р начальное и текущее значения усилия разжатия; R радиус гцшиндрической части оправки, Е модуль упругости армирующего материала в окружном направлении; текущее значение времени. to ND О
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Николаевский В.Н | |||
| и др | |||
| Механика насыщенных, пористых сред | |||
| М., Недра, 1970, с | |||
| Приспособление для увеличения сцепной силы тяги паровозов и других повозок | 1919 |
|
SU355A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Мурзаханов Р.Х.О фильтрации полимерного связующего в процессе отверждения | |||
| Механика полимеров, | |||
| Чугунный экономайзер с вертикально-расположенными трубами с поперечными ребрами | 1911 |
|
SU1978A1 |
| АППАРАТ ДЛЯ ПРЕССОВАНИЯ И РАЗРЕЗАНИЯ ТОРФА НА КИРПИЧИ | 1923 |
|
SU740A1 |
