(Л
ю Изобретение относится к машиностроению, а именно к устрор1ствам для обработки Винтовых поверхностей на изделиях с нецилиндрической сердцевиной, например пальцевых модульных фрез с винтовыми режущими кромками, и является усовершенствованием устррйс.тва по авт.св. № 1122480. Цель изобретения - повышение точ ности шага винтовой поверхности зуб ев многолезвийного фасонного инстру мента. На фиг. 1 изображено предлагаемое устройство, общий вид; на фиг.2 разрез А-А на фиг. 1; на фиг. 3 вид Б на фиг. 1; на фиг. 4 - вид В на фиг. 1. Устройство состоит из корпуса 1 . неподвижно установленного на основа нии (не обозначено) станка, например, фрезерного. В расточке корпуса 1 смонтирована ось 2, с которой сое динена люлька 3, состоящая из закрепленной на оси 2 серьги 4 и корпу са 5, соединенных между собой скалками 6. Скалки 6, закрепленные в корпусе 5 одними концами, имеют воз можность установочного перемещения в направляющих отверстиях серьги 4 и стопорения в заданном положении, например, при помощи винтов 7. Корпус 5 и серьга 4 связаны также механизмом установки расстояния между осью 2 поворота люльки 3 и осью из,делия 8 на заданную величину |-п,, . Винт 9 размещен в корпусе 5 с возможностью вращательного движения и ввернут резьбовым концом в серьгу 4 В расточке корпуса 5 смонтирован шпиндель 10 для закрепления обрабат Баемого изделия 8. Вращательное дви жение изделию 8 передается от ходового винта стола станка через гитару сменных колес 11, делительную головку 12, карданный вал 13, настр
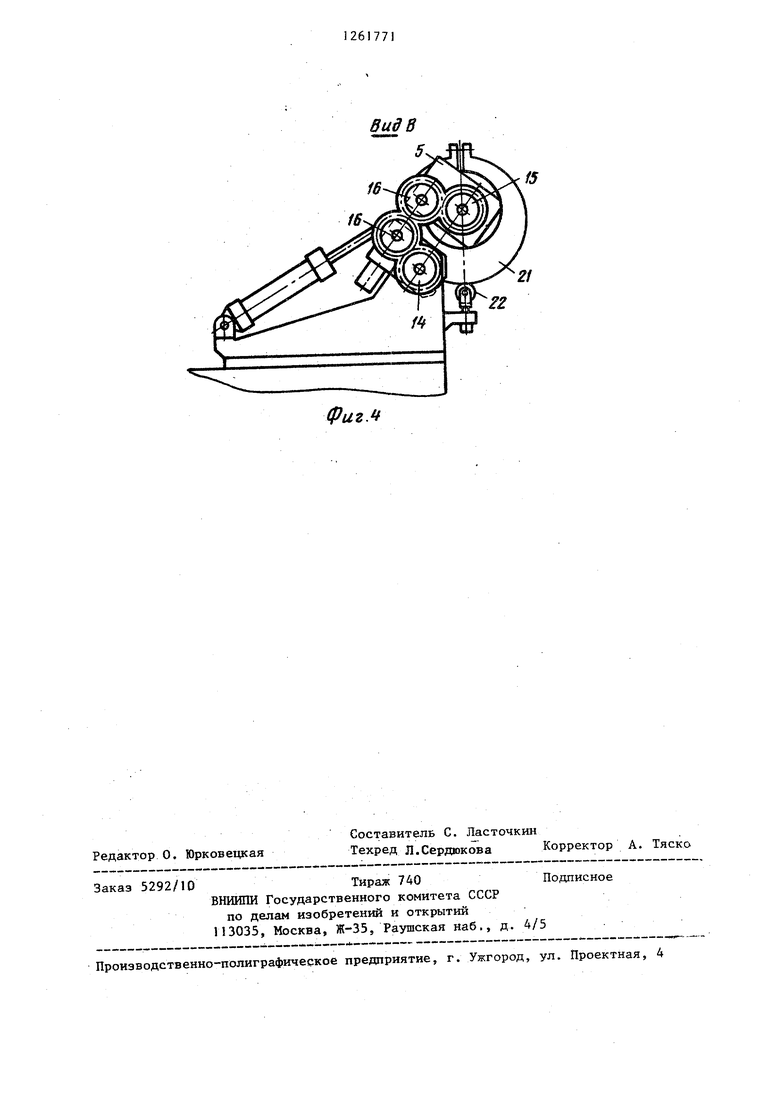
енный на передачу синхронного вращения, и вал-щестерню 14, установленный соосно с люлькой 3. Вал-щестерня 14 взаимодействует с зубчатым колесом 15, закрепленным на шпинделе 10 изделия 8, посредством второй пары зубчатых колес 16, размещенных на кронштейне 17 с возможностью установочного поворота вокруг оси шпинделя 10 изделия 8. При формообразовании винтовой поверхности на изделиях с.нецилиндрической сердцевиной необходимый отвод изделия от инструменПри продольном перемещении стола станка вращательное движение от ходового винта передается через гитару сменных колес 11, делительную головку 12, карданный вал 3, настроенный на передачу синхроннЬго вращения, вал-щестерню 14 и зубчатые колеса 16 и 15 шпинделю 10, в котором закреплено обрабатываемое изделие 8.
При формообразовании винтовых поверхностей на изделиях с нецилиндрической сердцевиной отвод изделия 8 от инструмента 18 осуп;ествляется пота 18, установленного в шпинделе 19 станка, осуществляется поворотом люльки 3 вокруг оси 2 при помощи м ханизма перемещения, выполненного и ви/де пневмоцилиндра 20, воздействунг щего на шпиндельный корпус 5 и тающего согласованно с механизмом управления, выполненным в виде копир ного устройства и состоящего из кулачка 21, установленного на шпинделе 10 изделия 8 и контактирующего с роликом 22. Ролик 22 размещен на рычаге 23, имеющем возможность установочного поворота. Устройство работает след ющим образом. Стол станка разворачивается на расчетный угол. Гитара сменных колес 11 настраивается на шаг обрабатываемой винтовой поверхности изделия 8. Винтом 9 устанавливается расстояние между осью изделия 8 и осью 2 поворота люльки 3, равное заданной величине , Для уменьшения межосевого расстояния т, зубчатое колесо 16 выводят из зацепления с валом-шестерней .14 поворотом кронштейна 17, винт 9 выворачивают из серьги 4, перемещая при этом корпус 5, в котором смонтирован шпиндель 10. Таким образом изделие 8, закрепленное в шпинделе 10, перемещается из положения 1 в положение II. Для увеличения межосевого расстояния винт 9 вворачивают в серьгу 4. После установки межосевого расстояния поворотом кронштейна 1.7 вводят в зацепление колесо 16 с валом-шестерней 14. Корпус 1 неподвижно устанавливается на столе станка так, что ось 2 поворота люльки 3 проходит через центр сферической производящей поверхности инструмента 18. Контакт ролика 22 и кулачка 21 обеспечивают установочным поворотом рычага 23.
воротом люльки 3 вокруг оси 2 лри ломощи пневмоцилиндра 20, воздействующего на шпиндельный корлус 5 и управляемого кулачком 21, контактирующим с роликом 22, Таким образом.
W
совершая винтовое движение, изделие 8 поворачивается из положения Ш (при обработке в зоне наименьшего диаметра ) в положение IV (при обработке в зоне наибольшего диаметра).
Фиг.1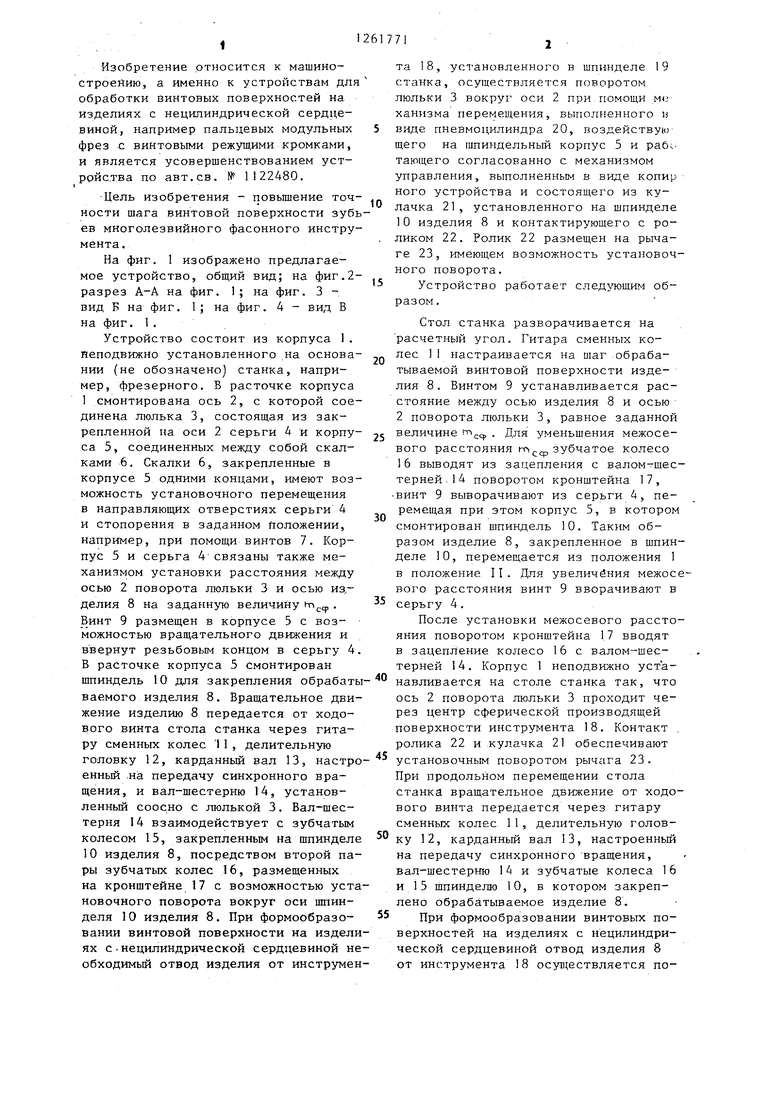

| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для нарезания и заточки зубьев многолезвийного фасонного инструмента | 1983 |
|
SU1122480A1 |
| Устройство для нарезания и заточки зубьев многолезвийного фасонного инструмента | 1986 |
|
SU1393596A2 |
| УСТРОЙСТВО К ТОКАРНОМУ СТАНКУ ДЛЯ ОБРАБОТКИ ВИНТОВОЙ ПОВЕРХНОСТИ | 2003 |
|
RU2253545C1 |
| Станок для заточки зубьев многолезвийного фасонного инструмента | 1976 |
|
SU737193A1 |
| ПОЛУАВТОМАТ ДЛЯ ЗАТОЧКИ МНОГОЛЕЗВИЙНОГО | 1971 |
|
SU309582A1 |
| СПОСОБ ФРЕЗЕРОВАНИЯ ВИНТОВЫХ КАНАВОК С ПЕРЕМЕННЫМ ШАГОМ И РАДИУСОМ ПРОФИЛЯ | 2009 |
|
RU2429950C2 |
| Резьбошлифовальный станок для обработки метчиков | 1978 |
|
SU732117A1 |
| Многопозиционный станок | 1980 |
|
SU891341A1 |
| Шлифовально-затыловочный полуавтомат для цилиндрических фрез | 1987 |
|
SU1442375A1 |
| Затыловочный станок | 1982 |
|
SU1069977A1 |
УСТРОЙСТВО ДЛЯ НАРЕЗАНИЯ И ЗАТОЧКИ ЗУБЬЕВ МНОГОЛЕЗВИЙНОГО ФАСОННОГО ИНСТРУМЕНТА по авт.св. № 112248q отличающееся тем, что, с целью повьшения точности шага винтовой поверхности зубьев, оно снаб-« жено механизмом корректировки шага, включающим размещенный на корпусе с возможностью поворота вокруг оси шпинделя изделия кронштейн идве пары зубчатых колес, при этом одна пара, колес размещена на кронштейне, валшестерня второй пары установлен соосно с люлькой, а колесо этой пары связано со шпинделем изделия.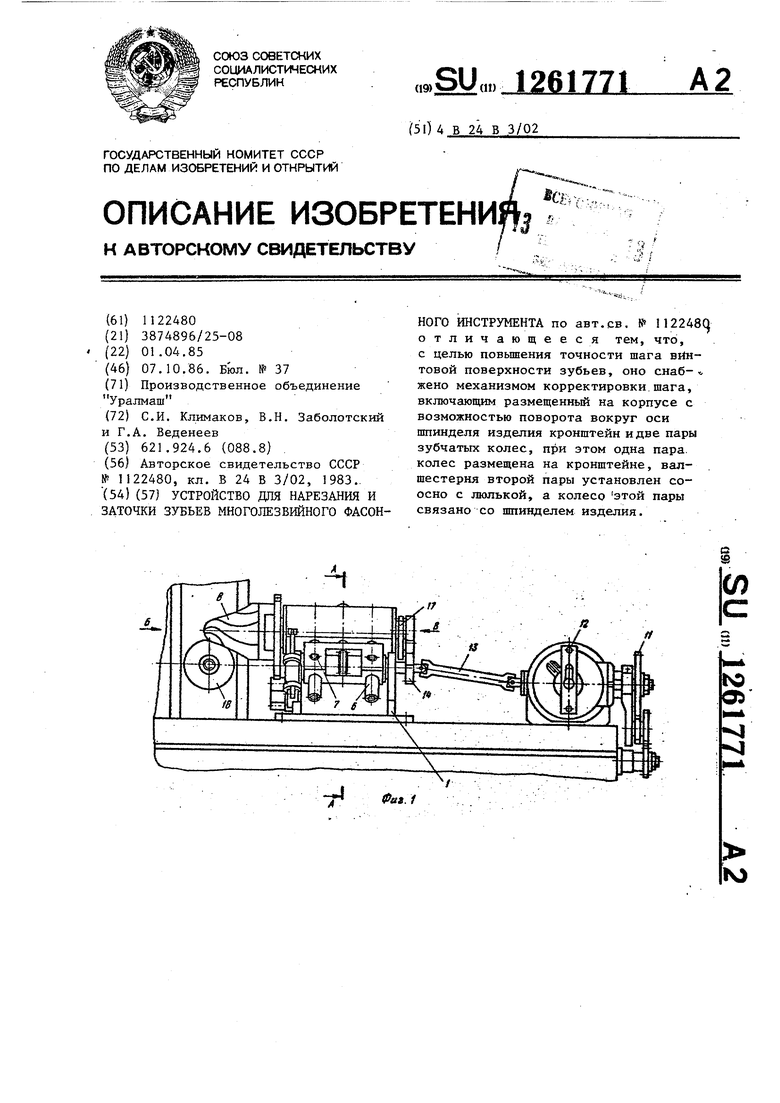
Вид5 ш
20
Фиг. 3
ФагМ
| Устройство для нарезания и заточки зубьев многолезвийного фасонного инструмента | 1983 |
|
SU1122480A1 |
| Пишущая машина для тюркско-арабского шрифта | 1922 |
|
SU24A1 |
