Изобретение относится к станкостроению и может найти применение в доводочных станках, в которьк верхни шпиндель имеет осевое перемещение.
Известен привод шпинделя вертикально-доводочного станка, содержащий электродвигатель, плоскозубую ременную передачу, червячный редуктор, на выходном валу которого установлена пшицевая втулка, в которой расположена шлицевал часть шпинделя верхнего доводочного диска с возможностью перемещения в осевом направлении.
Привод работает следующим образом. По команде управления станка невращающийся верхний шпиндель опускается до тех пор, пока доводочный диск, установленный на нем, не коснется Ьбрабатываемых деталей. Затем подается команда на включение вращения шпинделя. Вращение от электродвигателя через ременную передачу и червячный редуктор передается на шлицевую втулку и, следовательно, на шпиндель с верхним доводочным диском. Для процесса доводки вращающийся диск прижимается с необходимым технологическим усилием посредством механизма прижима к обрабатываемым деталям. При вращении прижатого к обрабатываемым деталям доводочного диска между ним и.деталями образуется момент резания,который передается штицевым соединением. В результате этого в ишицевом соединении возникает окружное усилие, которое при перемещении шпинделя в осевом направлении создает силу трения, препятствующую перемещению шпинделя в осевом направлении Cl 3« .
Недостатком известного привода является то, что наличие силы трения скольжения вызывает в период обработки залипание вшинделя на шлицах которое нарушает необходимые для доводки плавное перемещение шпинделя с доводочным диском на величину снимаемого припуска (доли микрометра) и стабильность силы прижима верх него доводочного диска к деталям, а также затрудняет активный контроль при обработке. Все это снижает качество доводки.
Цель изобретения - повышеюсе качестна доводки путем обеспечения плавности перемещения щпиндел в осевом направлении на величину снимаемого припуска и стабильности силы прижима верхнего доводочного диска к деталям.
Эта цель достигается тем, что привод иерхнего шпинделя вертикальнодоводочного двухдискового станка, содержащий червячный редуктор, на выходном валу которого установлена шлицевая втулка с размещенным внутри нее с возможностью осевого перемещения шпинделем, закрепленными на шлицевой втулке радиальными пальцами с роликами, размещенными в пазах, выполненных в выходном валу, в полости которого расположена шлицевая втулка, установленная между введенными в привод пружиной и упором, закрепленным на верхнем торце выходного полого вала.
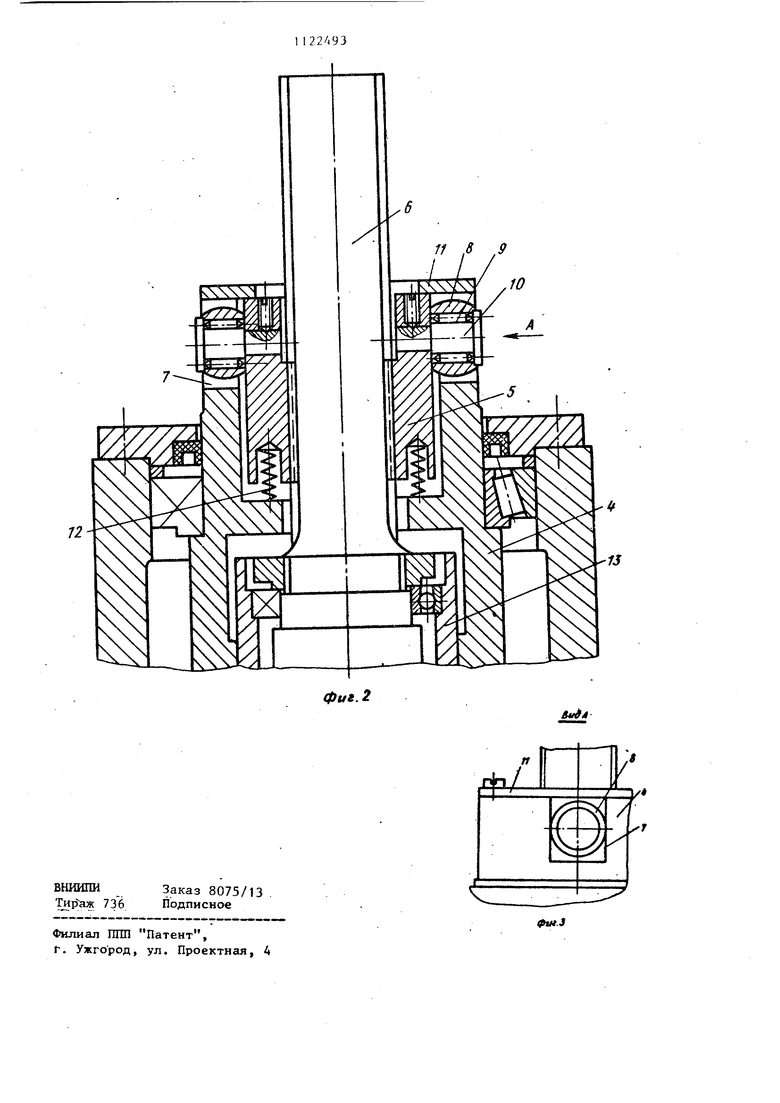
На фиг. 1 изображена схема привода верхнего шпинделя вертикальнодоводочного двухдискового станка; на фиг. 2 - соединение выходного вала редуктора со шпинделем, разрез; на фиг. 3 - вид А на фиг. 2.
Привод состоит из электродвигателя 1, клиноременной передачи 2, червячного редуктора 3, полого выходного вала 4 редуктора и шлицевой втулки 5, установленной на шпинделе 6 и расположенной внутри полого выходного вала 4. На полом выходном валу 4 редуктора вьшолнены пазы 7, в которые входят ролики 8, смонтированные на подшипниках 9 качения, установленные на радиальных пальцах 10, жестко закрепленных на периферии шлицевой втулки 5. На верхнем торце полого выходного вала имеется упор 11, к которому посредством пружины 12 прижимается шлицевая втулка 5, пружины 12 расположены между торцом шлицевой втулки и внутренним торцом выходного вала. Шпиндель 6 смонтирован на подшипниках качения в гильзе 13, которая соединена с рычагом 14, взаимодействующим с гидроцилиндром 15 подъема и гидроцилиндром 16 прижима. На шпинделе установлен верхний доводочный дис 17. На нижнем диске 18 станка устанавливаются обрабатываемые детали 19
Привод работает следующим образом.
По команде управления станка от-, ключается гидро1дшиндр 15 подъема и шпиндель 6 с верхним доводочным диском 17 под собственным весом опус31кается ня обрабатываемые детали 19, при этом шпиндель 6 свободно скользит в шлицевой втулке 5. После окончания опускания шпинделя 6 включается привод вращения шпинделя. Это вращение осуществляется следующим об разом. От электродвигателя 1 через клинрременную передачу 2, червячный редуктор 3 оно передается на полый выходной вал 4 редуктора и через ролики 8 с подшипниками 9 качения и рв диальные пальцы 10 передается на шли цевую втулку 5, а от нее посредством шлицевого соединения - на шпиндель 6 с верхним доводочным диском 17. Да лее по команде управления включается гидроцилиндр 16 прижима, который через рычаг 14 воздействует на гильзу 13 и сообщает верхнему доводочному диску 17 через подшипники качения и шпиндель 6 необходимое для доводки определенное технологическое давление. Начинается процесс доводки дета лей на станке. В процессе обработки при вращении прижатого к обрабатываемым деталям 19 верхнего доводочного диска 17 между ними образуется момент резания, которыйпередается шлицевым соединением. При опускании шпинделя в момент обработки на величину съема припуска в пшицевом соединении возникает сила трения, зависящая от пе934редаваемого момента резания, которая вызывает залипание шпинделя 6 на шлицевой втулке 5, и дальнейшее опускание шпинделя 6 с доводочным диском 17 происходит уже совместно со шлицевой втулкой 5, так как трение качения роликов 8 по рабочей поверхности паза 7 меньше (примерно в 50 раз) трения скольжения в шлицевом соединении. При опускании шпинделя 6 со втулкой 5 пружины 12 сжимаются на величину снимаемого припуска. После окончания обработки включается вращение диска 17,а так как момент резания становится равным нулю, то сила трения скольжения в пшицевом соединении практически исчезает, и пружины 12 поднимают шлицевую втулку 5 в исходное положение до упора 11. Техническое преимучество предлагаемого привода вертикально-доводочного двухдискового станка заключается в значительном снижении сопротивления осевому перемещению шпинделя путем замены трения скольжения трением качения в момент начала обработки, что обеспечивает необходимое плавное перемещение шпинделя с доводочным диском в процессе обработки деталей, стабильность усилия прижима доводочного диска к деталям и возможиость измерения величины съема припуска при обработке. 6 11
| название | год | авторы | номер документа |
|---|---|---|---|
| Вертикальный доводочный двухдисковый станок планетарного типа | 1981 |
|
SU1187968A2 |
| Станки для доводки наружных поверхностей вращения | 1988 |
|
SU1511089A1 |
| Устройство для доводки плоских по-ВЕРХНОСТЕй дЕТАлЕй КлиНОВыХ зАдВижЕК | 1978 |
|
SU831563A1 |
| Станок для доводки наружных цилиндрических поверхностей деталей | 1986 |
|
SU1364447A2 |
| Устройство для доводки плоских кольцевых поверхностей клиновых задвижек | 1990 |
|
SU1743836A1 |
| Станок-автомат для обработки плоских поверхностей | 1988 |
|
SU1553393A1 |
| Шлифовально-доводочный станок | 1976 |
|
SU727404A1 |
| Стенд для слесарно-доводочных работ | 1989 |
|
SU1660804A1 |
| СПОСОБ И СТАНОК ДЛЯ ОБРАБОТКИ КОЛЬЦЕВЫХ ПОВЕРХНОСТЕЙ | 2000 |
|
RU2215634C2 |
| Роторный станок для доводки поршневых колец | 1985 |
|
SU1288036A1 |

привел ШПИВДЕЛЯ ДОВОДОТНОГО СТАНКА, содержащий червячный редуктор, на выходном валу которого установлена шлицевал втулка с размещенным внутри нее с возможностью осевого перемещения шпинделем, отличающийся тем, что, с целью повьшения качества доводки он снабжен закрепленными на шлицевой втулке радиальными пальцами с роликами, размещенными в пазах, выполненных в выходном валу, в полости которого расположена Еплицевая втулка, установленная между введенными в привод пружиной и упором ,закрепленным на верхнем торце выходного полого нгша.
фиг.1
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Топка генеративного типа для мелкого топлива | 1923 |
|
SU816A1 |
| Фрунзе | |||
| Топка генеративного типа для мелкого топлива | 1923 |
|
SU816A1 |
