Изобретение относится к станкостроению н металлообработке и может быть использовано для перемещения деталей в автоматических линиях, составленных из станков токарной группы. Известен шаговый конвейер с автоматическим заполнением свободных позиций автоматической линии деталями, в котором к инструментальным головкам рабочих позиций, выполненных в виде бесконечной цепи со средствами для базирования деталей, а средства для базирования выполнены в виде подпружиненных фиксаторов, шарнирно связанных с инструментальными головками 1 . Известен шаговый конвейер для перемешения деталей, содержащий основание, приводной механизм, рабочие элементы с упорами, установленными через заданный шаг и наладочные элементы, размещенные равномерно друг от друга 2. Недостатками известных конвейеров является то, что в них отсутствует блокировка привода, поэтому после замены рабочих элементов и не установленных с нужным шагом или оичбочным щагом возможно включение привода. Цель изобретения - повышение надежности работы за счет исключения ошибок при наладке. Поставленная цель достигается тем, что в шаговом конвейере для перемешения деталей, содержащем основание, приводной механизм, рабочие элементы с упорами,установленными через заданный шаг и наладочные элементы, размещенные равномерно друг от друга, он снабжен управляющей штангой с маховиком и двумя блоками микропереключателей, установленными на основании, при этом рабочие элементы выполнены в виде набора съемных кассет с дополнительными упорами, причем последние закреплены с возможностью взаимодействия с одним из переключателей первого блока микропереключателей, а управляющая штанга выполнена четырехгранной с выступами, которые расположены на каждой ее стороне и с шагом, соответствующим шагу рабочих элементов, при этом наладочные элементы установлены со стороны маховика по периметру управляющей щтанги с возможностью взаимодействия с одним из переключателей второго блока микропереключателей. На фиг. 1 изображен конвейер, поперечный разрез; на фиг. 2 - разрез А-А на фиг. 1. Все механизмы смонтированы на станине 1. имеющей продольные направляющие 2. На. направляющих 2 на четырех роликах 3 установлено основание 4, на котором закреплены два блока 5 и 6 микропереключателей, связанных с сигнальны.м узлом 7. На основании 4 устанавливаются рабочие элементы, выполненные в виде набора (четырех) съемных кассет 8 с дополнительными упорами 9, которые установлены с возможностью взаимодействия с одним из переключателей первого блока 5 микропереключателей. Кассета 8 содержит скалки 10 и держатели 11. Рабочие элементы 12 выполнены с призматическими упорами, изготовленными через заданный шаг в зависимости от диаметра заготовок 13. Шаг расстояния между призматическими вырезами в каждой кассете может быть различным. На основании 4 закреплены маточная гайка 14 и управляющая штанга 15 с маховиком 16. Управляющая штанга 15 выполнен-а четырехгранной с выступами 17, которые расположены на каждой ее стороне, при это.м шаг между выступа.ми 17 каждой стороны штанги 15 может быть различным, но обязательно соответствовать шагу рабочих элементов одной из четырех кассет комплекта, а количество выступов 17 соответствовать числу пазов в рабочих элементах этой кассеты. На управляющей штанге 15 со стороны маховика 16 по периметру штанги и равномерно друг от друга размещены упоры 18 с возможностью взаимодействия с одним из переключателей второго блока 6 микропереключателей. Маточная гайка 14, ходовой винт 19 и привод 20 составляют приводной механизм. Микровыключатель 21 служит для выключения привода 20 после пере.мещения. основания 4 с кассетой 8 на заданный шаг. Для включения привода 20 служит роботукладчик деталей (не показан), который с ним связан. Устройство работает следующим образом. На основание 4 устанавливается кассета 8, упор 9 нажимает на соответствующий переютючатель блока 5 микропереключателей, если устанавливается кассета № 1, то на кнопку микропереключателя тоже № 1, а при установке кассет :. № 2 - на выключатель 2 и т. д. Далее, поворотом маховика 16 щтангу 15 поворачивают вокруг ее оси laK, чтобы одна из ее сторон, на которой закреплены выступы 17 через шаг, соответст-; вующий шагу установленных в кассете рабочих элементов 12, была направлена в сторону действия микропереключателя 21. При этом одновременно один из упоров 18 нажимает на соответствуюший переключатель одного из микропереключателей блока 6, т. е.,если установлена кассета № 1, то на кнопку микропереключателя № 1, если №-2- на 2 и т. д. Сигналом правильной установки шагов рабочих и наладочных элементов может служить, например, загорание сигнальной лампочки сигнального блока 7. Учитывая, что блоки 5 н 6 .микропереключателей
могут быть связаны с ЭВМ, сигнал о начале работы конвейера подается только после указанного согласования.
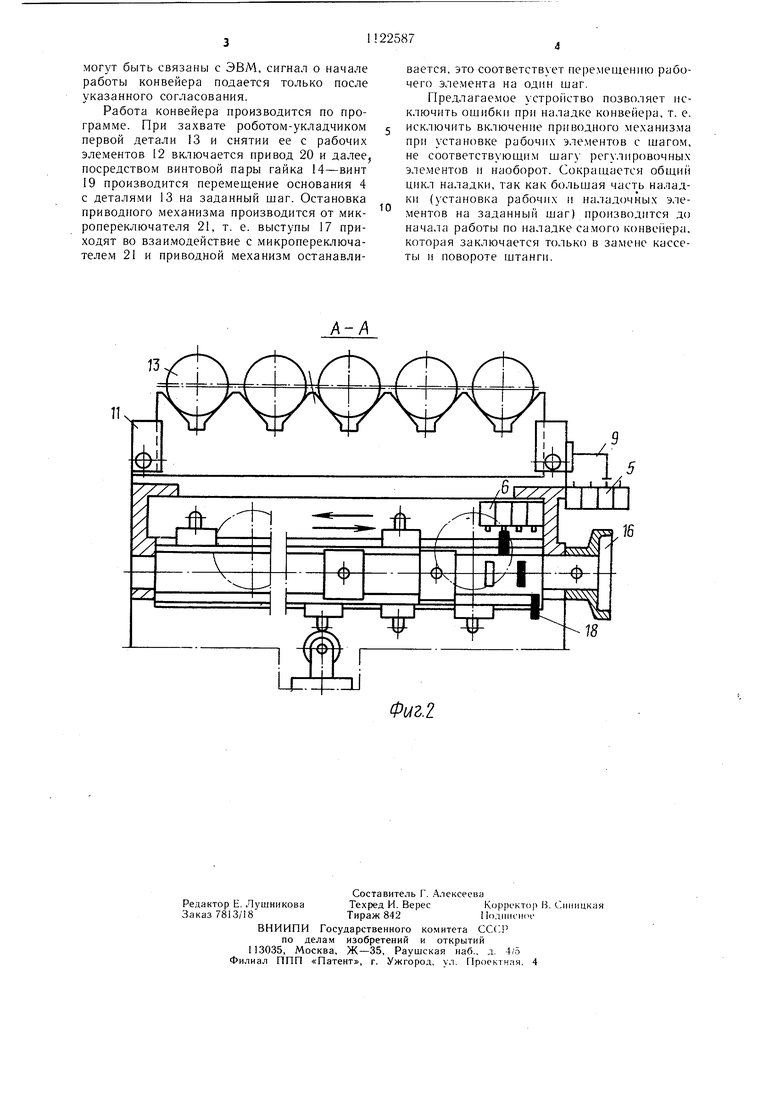
Работа конвейера производится по программе. При захвате роботом-укладчиком первой детали 13 и снятии ее с рабочих элементов 12 включается привод 20 и , посредством винтовой пары гайка 14-винт 19 производится перемещение основания 4 с деталями 13 на заданный шаг. Остановка приводного механизма производится от микропереключателя 21, т. е. выступы 17 приходят во взаимодействие с микропереключателем 21 и приводной механизм останавливается, это соответствует перемещению рабочего элемента на один щаг.
Предлагаемое устройство позволяет исключить ощибки при наладке конвейера, т. е. исключить включение приводного механизма при установке рабочих элементов с щагом, не соответствующим шагу регулировочных элементов и наоборот. Сокращается общий цикл наладки, так как больщая наладки (установка рабочих и наладочных элементов на заданный шаг) производится до начала работы по наладке самого конвейера, которая заключается только в замене кассеты и повороте штанги.
| название | год | авторы | номер документа |
|---|---|---|---|
| Полуавтомат для нанесения стачивающих и отделочных строчек на детали и узлы швейных изделий | 1961 |
|
SU140673A1 |
| Шаговый конвейер | 1982 |
|
SU1008107A1 |
| ШТАНГОВЫЙ КОНВЕЙЕР ДЛЯ ПОТОЧНОГО ПЕРЕМЕЩЕНИЯ ЗАГОТОВОК К ОБРАБАТЫВАЮЩИМ СТАНКАМ | 1973 |
|
SU370130A1 |
| Устройство для изготовления проволочных штырей и запрессовки их в изделие | 1988 |
|
SU1593879A2 |
| Устройство для сборки керамических пластинчатых конденсаторов с однонаправленными выводами | 1989 |
|
SU1653015A1 |
| Шаговый конвейер-накопитель | 1983 |
|
SU1113329A1 |
| ХИРУРГИЧЕСКИЙ ИНСТРУМЕНТ, СОДЕРЖАЩИЙ ЗАКРЫВАЮЩИЙ ПРИВОД И ПУСКОВОЙ ПРИВОД, РАБОТАЮЩИЕ ОТ ОДНОГО ПОВОРАЧИВАЕМОГО ВЫХОДА | 2014 |
|
RU2650585C2 |
| Поточная линия для обработки изделий | 1982 |
|
SU1081101A1 |
| Способ штамповки деталей из полосового материала и установка для его осуществления | 1987 |
|
SU1586826A1 |
| КОНЦЕВОЙ ЭФФЕКТОР ДЛЯ ПРИМЕНЕНИЯ С ХИРУРГИЧЕСКИМ ИНСТРУМЕНТОМ | 2014 |
|
RU2690895C2 |
ШАГОВЫЙ КОНВЕЙЕР ДЛЯ ПЕРЕМЕШЕНИЯ ДЕТАЛЕЙ, содержащий основание, приводной механизм, рабочие элементы с упорами, установленными через заданный шаг, и наладочные э.1ементы, размещенные равномерно друг от друга, отличающийся тем, что, с целью повыщения надежности работы за счет исключения ощибок при наладке, он снабжен управляющей штангой с маховиком и двумя блоками микропереключателей, установленными на основании, при этом рабочие элемейты выполнены в виде набора съемных кассет с дополнительными упорами, причем последние закреплены с возможностью взаимодействия с одним из переключателей первого блока микропереключателей, а управляющая штанга выполнена четырехгранной с выступами, которые расположены на каждой ее стороне и с шагом, соответствующим шагу рабочих элементов при этом наладочные элементы установлены со стороны маховика по периметру управляющей штанги с возможностью взаимодействия с одним из переключателей второго блока микропереключателей.
Фиг.2
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| ТРАНСПОРТЕР ДЛЯ ПЕРЕМЕЩЕНИЯ ДЕТАЛЕЙ | 0 |
|
SU407720A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| ШАГОВЫЙ ТРАНСПОРТЕР | 1972 |
|
SU424691A1 |
| Разборное приспособление для накатки на рельсы сошедших с них колес подвижного состава | 1920 |
|
SU65A1 |
