| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для изготовления упаковочного вкладыша для ампул | 1984 |
|
SU1165610A2 |
| БИБЛИОТЕКААвторы | 1973 |
|
SU369068A1 |
| Устройство формования вкладышей для ампул | 1985 |
|
SU1274961A2 |
| Устройство формования вкладышей для ампул | 1983 |
|
SU1123943A1 |
| Автоматическая линия для упаковывания цилиндрических предметов | 1985 |
|
SU1468820A1 |
| Автоматическая линия для упаковывания штучных изделий в картонные пачки | 1990 |
|
SU1782870A1 |
| Автомат для сборки коробок | 1990 |
|
SU1735047A1 |
| Устройство для передачи заготовок из штампа в носители конвейера | 1972 |
|
SU492334A1 |
| Устройство для упаковки стержнеобразных изделий | 1974 |
|
SU524737A1 |
| Устройство для удаления из рабочей зоны пресса отштампованных деталей | 1972 |
|
SU442634A1 |
УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ УПАКОВОЧНОГО ВКЛАДЫША ДЛЯ АМПУЛ, содержащее механизм для подачи картонной леиты, имеющий подпружиненный поворотный рычаг, штампы с пуансонами, имеющими ножи, и матрицами для вырубки вкладышей и механизм подачи вкладышей в формователи. укрепленные на бесконечном цепном транспортере, отличающееся тем, что с целью сокращения расхода картона и повышения точности его подачи, иа пуансонодержателе укреплен подвижный упор, а механизм для подачи картонной ленты снабжен захватом, установленным с возможностью возвратно-поступательного перемещения для взаимодей-, ствия с упором и состоящим из двух прижимных планок, одна из которых подпружинена относительно другой и снабжена роликом, а другая укреплена неподвижно.
ел
о со
со
Изобретение относится к устройствам для формирования вкладыша для хрупких цилиндрических стеклянных изделий, например ампул, при упаковке их в картонные коробки на расфасовочно-упаковочном оборудовании.
Известно устройство для изготовления упаковочного вкладыша для ампул, содержащее механизм подачи картонной ленты, механизм для формования и отрезания вкладыша (1. . .
Недостатком устройства является Значительный расход картона.
Наиболее близким к предлагаемому является устройство, содержащее механизм подачи картонной ленты, имеющий подпружиненный поворотный рычаг, штампы с пуансонами и матрицами для вырубки вкладышей, и механизм подачи, вкладыщей в формователи, укрепленные на бесконечном цепном транспортере.
Однако известное устройство характеризуется большим расходом картона для изготовления вкладыша и недостаточной точностью его подачи.
, Цель изобретения - сокращение расхода картона на изготовление вкладыша для ампул и повышение точности подачи картонной ленты..
Указанная цель достигается тем, что в устройстве для изготовления упаковочного вкладыша для ампул, содержащем механизм для подачи картонной ленты, имеющий подпружиненный поворотный рычаг, штамп с пуансонами и матрицами для вырубки вкладышей и механизм подачи вкладышей в формователи, укрепленные на бесконечном цепном транспортере, на пуансонодержателе укреплен подвижный упор, механизм подачи картонной ленты снг1бжен захватом, установленным с возможностью возвратнопоступательного перемещения для взаимодействия с .упором и состоящим из двух прижимных планок, одна из которых под-пружинена относительно другой и снабжена роликом, а другая укреплена неподвижно.
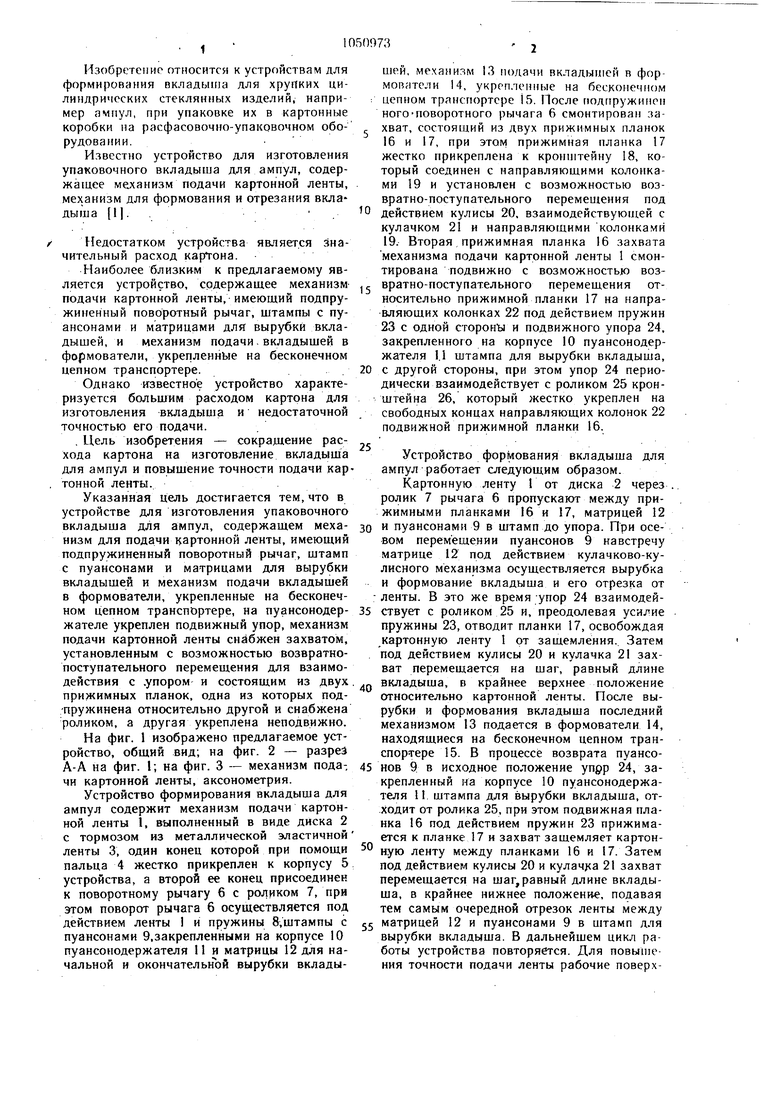
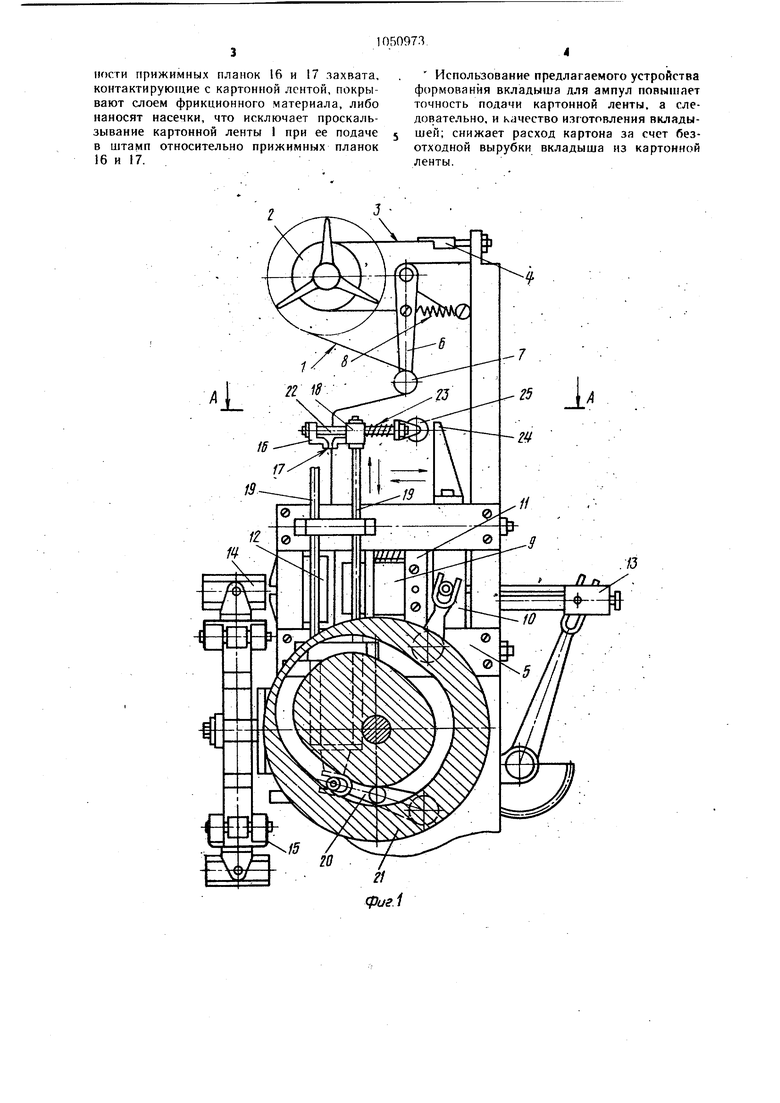
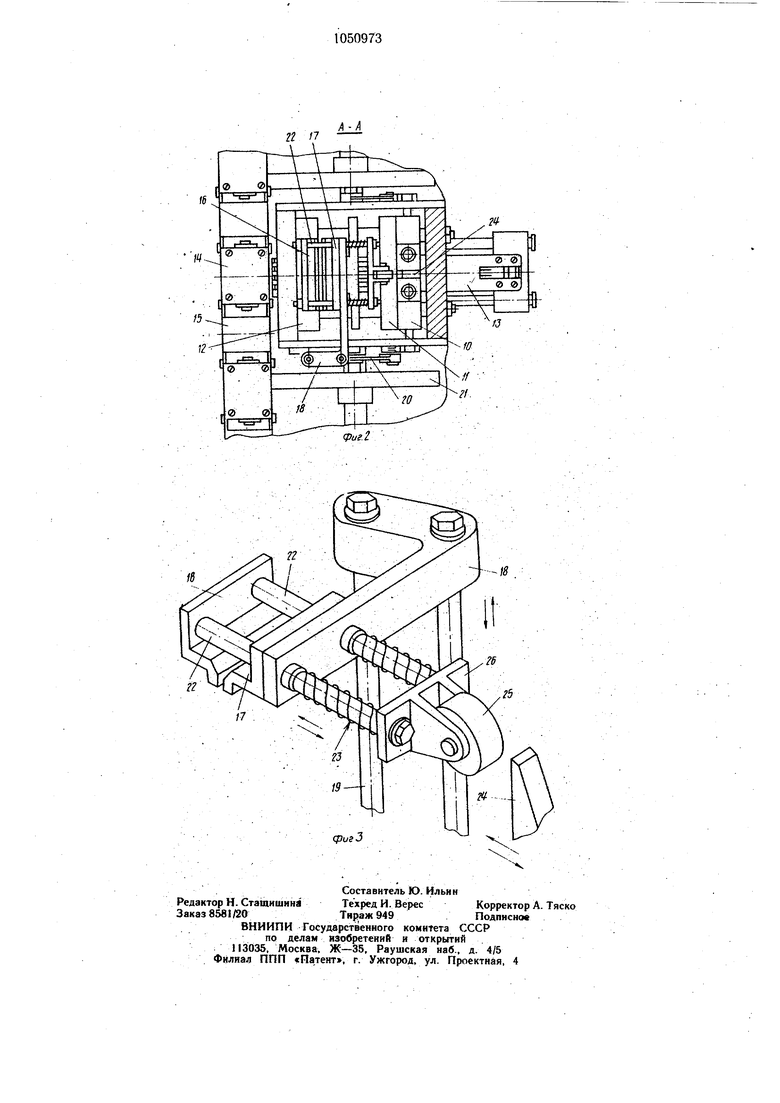
На фиг. 1 изображено предлагаемое устройство, общий вид; на фиг. 2 - разрез А-А на фиг. 1; на фиг. 3 - механизм пода-, чи картонной ленты, аксонометрия.
Устройство формирования вкладыша для ампул содержит механизм подачи картонной ленты 1, выполненный в виде диска 2 с тормозом из металлической эластичной ленты 3, один конец которой при помощи пальца 4 жестко прикреплен к корпусу 5 устройства, а второй ее конец присоединен к поворотному рычагу б с роликом 7, при этом поворот рычага 6 осуществляется по.ц действием ленты 1 и пружины 8,штампы с пуансонами 9,закрепленными на корпусе 10 пуансонодержателя 11 и матрицы 12 для начальной и окончательной вырубки вкладышей, механизм 13 подачи вкладышей в форMOBHTpviH 14, укррплсмшые на бескомеч |()м
цепном транспортере 15. После подпружинри
ногоповоротного рычага 6 смонтирован захват, состоящий из двух прижимных планок 16 и 17, при этом прижимная планка 17 жестко прикреплена к кронн1тейну 18, который соединен с направляющими колонками 19 и установлен с возможностью возвратно-поступательиого перемещения под
действием кулисы 20, взаимодействующей с кулачком 21 и направляющими колонками 19. Вторая, прижимная планка 16 захвата механизма подачи картонной ленты 1 смонтирована подвижно с возможностью возвратно-поступательного перемещения относительно прижимной планки 17 на направляющих колонках 22 под действием пружин 23 с одной стороны и подвижного упора 24. закрепленного на корпусе 10 пуансонодержателя 1.1 штампа для вырубки вкладыша,
с другой стороны, при этом упор 24 периодически взаимодействует с роликом 25 кронштейна 26, который жестко укреплен на свободных концах направляющих колонок 22 подвижной прижимной планки 16.
Устройство формования вкладыша для ампул работает следующим образом.
Картонную ленту Г от диска 2 через ролик 7 рычага 6 пропускают между прижимными планками 16 и 17, матрицей 12
и пуансонами 9 в штамп до упора. При осевом перемещении пуансонов 9 навстречу матрице 12 под действием кулачково-кулисного механизма осуществляется вырубка и формование вкладыша и его отрезка от леиты. В это же время -упор 24 взаимодействует с роликом 25 и, преодолевая усилие пружины 23, отводит планки 17, освобождая картонную ленту I от защемления. Затем под действием кулисы 20 и кулачка 21 захват перемещается на шаг, равный длине
вкладыша, в крайнее верхнее положение относительно картонной ленты. После вырубки и формования вкладыша последний механизмом 13 подается в формователн 14, находящиеся на бесконечном цепном транспортере 15. В процессе возврата пуансонов 9 в исходное положение упрр 24, закрепленный на корпусе 10 пуансонодержателя 11, штампа для вырубки вкладыша, от-ходит от ролика 25, при этом подвижная планка 16 под действием пружин 23 прижимается к планке 17 и захват защемляет картонную ленту между планками 16 и 17. Затем под действием кулисы 20 и кулач)а 21 захват перемещается на шаг,равный длине вкладыша, в крайнее нижнее положение, по.аавая тем самым очередной отрезок ленты между
матрицей 12 и пуансонами 9 в штамп для вырубки вкладыша. В дальнейшем цикл работы устройства повторяется. Для повышения точности подачи ленты рабочие поверх110С.ТИ прижимных планок 16 и 17 захвата, контактируюпхие с картонной лентой, покрывают слоем фрикционного материала, либо наносят насечки, что исключает проскальзывание картонной ленты I при ее подаче в штамп относительно прижимных планок 16 и 17.
L
Использование предлагаемого устройства формования вкладыша для ампул повыпшет точность подачи картонной ленты, а следовательно, и качество изготовления вкладышей; снижает расход картона за счет безотходной вырубки вкладыша из картонной ленты.
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| АВТОМАТ ДЛЯ ИЗГОТОВЛЕНИЯ КОРОБОК И УПАКОВКИ АМПУЛ | 0 |
|
SU247097A1 |
| Разборное приспособление для накатки на рельсы сошедших с них колес подвижного состава | 1920 |
|
SU65A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| БИБЛИОТЕКААвторы | 0 |
|
SU369068A1 |
| Разборное приспособление для накатки на рельсы сошедших с них колес подвижного состава | 1920 |
|
SU65A1 |
