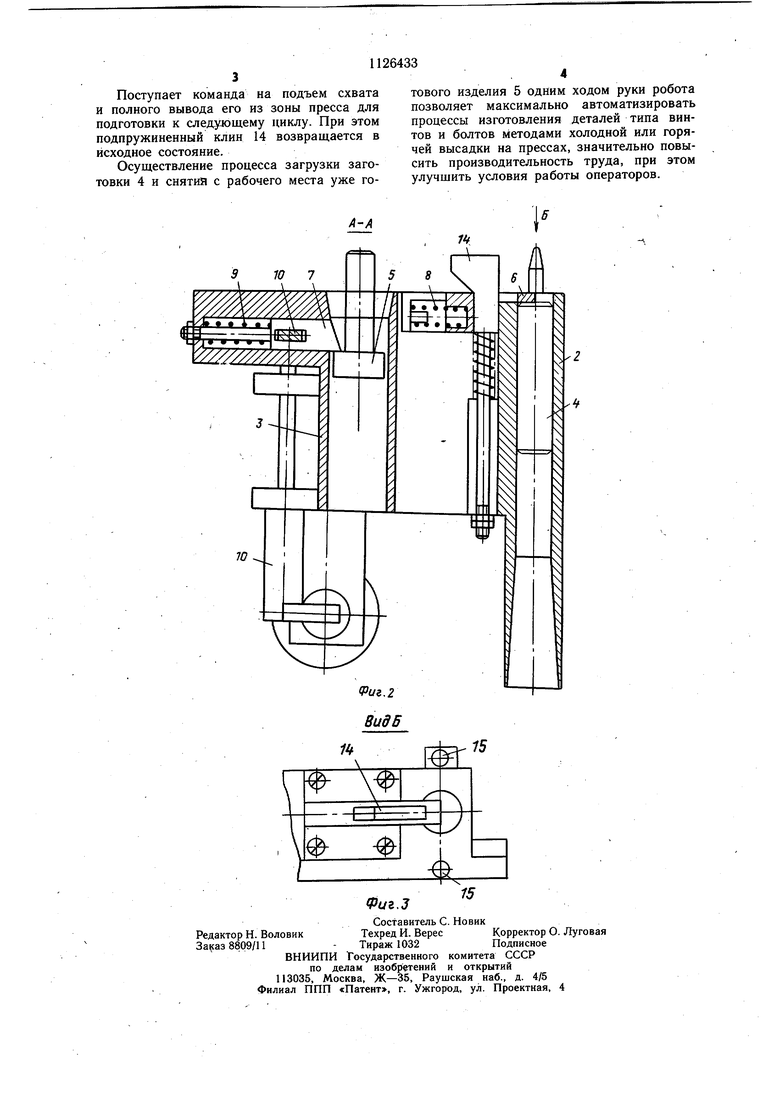
Изобретение относится к роботостроению и предназначено для захвата деталей типа болтов и винтов при изготовлении их методами холодной или горячей высадки на прессах. Известен схват для деталей типа болтов, содержащий подвижный корпус с установленными в нем держателями заготовки и готового изделия, кинематически связанными с поршнем пневмопривода управления 1. Недостатком известного устройства является низкая производительность, обусловленная разделением операций переноса деталей от переноса заготовки. Цель изобретения - расширение технологических возможностей путем одновременной установки и извлечения готового изделия. Поставленная цель достигается тем, что схват для деталей типа болтов, содержащий подвижный корпус с установленными в нем держателями заготовки и готового изделия, кинематически связанными с поршнем пневмопривода управления, снабжен подпружиненным фиксатором положения заготовки, двумя подпружиненными отсекателями для изделия и заготовки соответственно, подпружиненным клином контроля положения схвата и рычагом, при этом на подпружиненном отсекЗтеле изделия выполнена клиновая рабочая поверхность и отсекатель связан с одним плечом рычага, другое плечо которого связано с порщнем пневмопривода управления, а подпружиненный фиксатор положения заготовки кинематически связан с подпружиненным клином KOHtроля положения схвата, причем его высота превышает высоту клиновой части подпружиненного клина. На фиг. 1 изображен двухпозиционный схват, общий вид; на фиг. 2 - разрез А-А на фиг. 1; на фиг. 3 - вид Б на фиг. 2. Устройство содержит подвижный КОрпус I с установленными в нем держателями 2 и 3 заготовки 4 и готового изделия 5 соответственно на позиции загрузки заготовки 4 и на позиции снятия готового изделия 5 после его изготовления методом штамповки. Держатели 2 и 3 снабжеиы отсекателем 6 заготовки 4 и отсекателем 7 изделия 5 подпружиненными пружинами 8 и 9, причем отсекатель 7 изделия 5 выполнен с клиновой рабочей поверхностью, а в его прорези находится одно из плеч рычага 10. Другое плечо рычага 10 находится в контакте со штоком 11 диафрагменного пневмопривода 12. В свою очередь шток 11 с другой стороны выполнен С-образным и взаимодействует с конечным выключателем 13. Отсекатель 6 заготовки 4 находится в постоянном контакте с подпружиненным клином 14. Для осуществления точного позиционирования при установке заготовки 4 в матрицу штампа и предотвращения перекоса всего устройства держатель 2 заготовки 4 имеет фиксаторы 15. Схват работает следующим образом. Из загрузочного устройства заготовка 4 попадает в приемный держатель 2, где удерживается отсекателем 6. По команде OT системы управления рука робота (не показаны) поворачивается и вносит схват в зону пресса таким образом, чтобы ось держателя 3 совпала с осью матрицы штампа, в которой находится готовое изделие 5, например винт или болт. После этого рука вместе со схватрм опускается до соприкосновения с плоскостью матрицы (для клина 14 в матрице предусмотрена прорезь). Изделие 5 вытягивается из матрицы специальным выталкивающим устройством и, попадая в держатель 3, воздействует на клиновую поверхность отсекателя 7. Последний при этом, сжимая пружину 9, перемещается до тех пор, пока головка винта 5 не пройдет отсекатель 7, который под действиеим пружины 9 возвращается в исходное положение, изделие 5, зависая на отсекателе 7, остается в держателе 3. Далее поступает команда на подъем схвата и его поворот, готовое изделие 5 выносится, а заготовка 4 вносится в зону штампа. Включается подача сжатого воздуха в диафрагменный пневмопривод 12, шток 11 которого, выдвигаясь, воздействует на другое плечо рычага 10. Последний разворачивается и выводит отсекатель 7 из зацепления с изделием 5, которое, освобождаясь, выпадает в приемный лоток (не показан). После чего С-образный конец штока 11 входит в контакт с конечным выключателем 13, подача сжатого воздуха прекращается, подпружиненный шток 11 возвращается в исходное состояние, а отсекатель 7 под действием пружины 9 и рычаг 10 устанавливается в положение показанное на фиг. 2. Одновременно с этим процессом удаления готового изделия 5 подается команда на опускание схвата до соприкоСиовения сначала фиксаторов 15, которые входят в соответствующие отверстия в штампе, а затем клина 14 с плоскостью штампа. Несколько большая высота фиксаторов 15 по сравнению с клином 14 предусмотрена для исключения перекоса всего схвата и повышения точности позиционирования, поскольку в противном случае первоначальное взаимодействие этого элемента с плоскостью штампа с подпружииенным отсекателем 6 вызвало бы небольшое смещение, которое затрудняет точную установку фиксаторов 15 в отверстие штампа. После совмещения осей держателя 2 и посадочного места в матрице взаимодействие клина 14 с отсекателем 6 приводит к выводу последнего из захвата и опусканию заготовки 4 в матрицу штампа.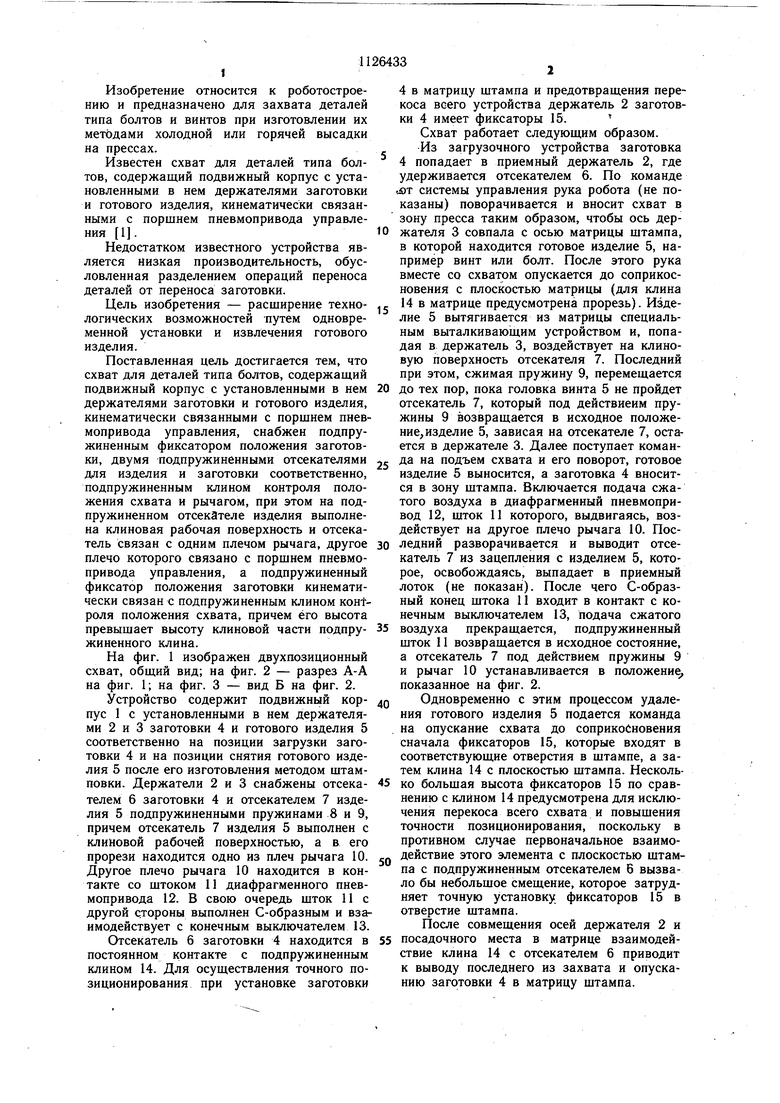
| название | год | авторы | номер документа |
|---|---|---|---|
| ШТАМП-АВТОМАТ | 2000 |
|
RU2193941C2 |
| Штамп для выдавливания | 1975 |
|
SU550214A1 |
| ШТАМП-АВТОМАТ | 2003 |
|
RU2261153C2 |
| Автоматизированный комплекс для штамповки деталей | 1987 |
|
SU1581436A1 |
| Автоматизированный комплекс для штамповки крупногабаритных деталей | 1985 |
|
SU1324725A1 |
| Штамп для гибки изделий замкнутой формы | 1986 |
|
SU1398953A1 |
| ШТАМП-АВТОМАТ ДЛЯ ФОРМОВКИ ВЫСТУПОВ В ТРУБЧАТОЙ ДЕТАЛИ | 2004 |
|
RU2262406C1 |
| АВТОМАТ ДЛЯ ИЗГОТОВЛЕНИЯ КОЛЬЦЕВЫХ ГАЗОПОГЛОТИТЕЛЕЙ | 1967 |
|
SU200672A1 |
| Совмещенный штамп для гибки деталей типа крючок | 1987 |
|
SU1532132A1 |
| ШТАМП ДЛЯ ИЗГОТОВЛЕНИЯ КОЛЕНЧАТЫХ ВАЛОВ | 1971 |
|
SU295598A1 |
СХВАТ для деталей типа болтов, -содержащий подвижный корпус с установленными в нем держателями заготовки и готового изделия, кинематически связанными с поршнем пневмопривода управления, отличающийся тем, что, с целью расширения технологических возможностей путем одновременной установки заготовки и извлечения готового изделия, он снабжен подпружиненным фиксатором положения заготовки, двумя подпружиненными отсекателями соответственно для изделия и заготовки, подпружиненным клином контроля положения схвата и рычагом, при этом на подпружиненном отсекателе изделия выполнена клиновая рабочая поверхность и этот отсекатель кинематически связан с одним плечом рычага, другое плечо которого связано с поршнем пневмопривода управления, а подпружиненный фиксатор положения заготовки кинематически связан с подпружиненным клином контроля положения схвата, причем его высота превышает высоту клиновой части подпружинен о ного клина. (Л А ю ot 4 оо со
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Исполнительный орган промышленного робота | 1979 |
|
SU781054A1 |
| кл | |||
| Видоизменение пишущей машины для тюркско-арабского шрифта | 1923 |
|
SU25A1 |
