Изобретение относится к машиностроению и может найти применение для подачи тонких деталей, типа кристаллов полупроводниковых приборов в станочное или сборочное оборудование.
Известно загрузочное устройство, содержащее поворотный магазин со съемными кассетами и шиберные питатели с вакуумными захватами в столе под каждой кассетой 1 .
Недостатком данного устройства является возможность повреждения наружной поверхности деталей при подаче их в зону выдачи, что ограничивает область его применения.
Известно устройство для подачи деталей, содержащее манипулятор с захватом, кине.матически связанный с поворотным столо.м, съемную барабанную кассету с гнездами для размещения стопы деталей, расположенную на поворотном столе, и пнев.мосистему 2.
Однако известное устройство ненадежно в работе из-за возможного захвата манипулятором из гнезда нескольких деталей и нарушения ориентации деталей в стопе. Целью изобретения является повышение надежности работы устройства.
Указанная цель достигается тем, что в устройстве для подачи деталей, содержаще.м .манипулятор с захватом, кинематически связанный с поворотным сто.том, съемную барабанную кассету с гнездами для размещения стопы деталей, расположенную на поворотном столе, и пневмосисте.му, в поворотном столе под каждым гнездом кассеты выполнены каналы, предназначенные для соединения с пневмосистемой в зоне выгрузки деталей, а само гнездо снабжено боковыми отверстия.ми для прохода воздуха и выполнено с глубиной, не превышающей его диаметра.
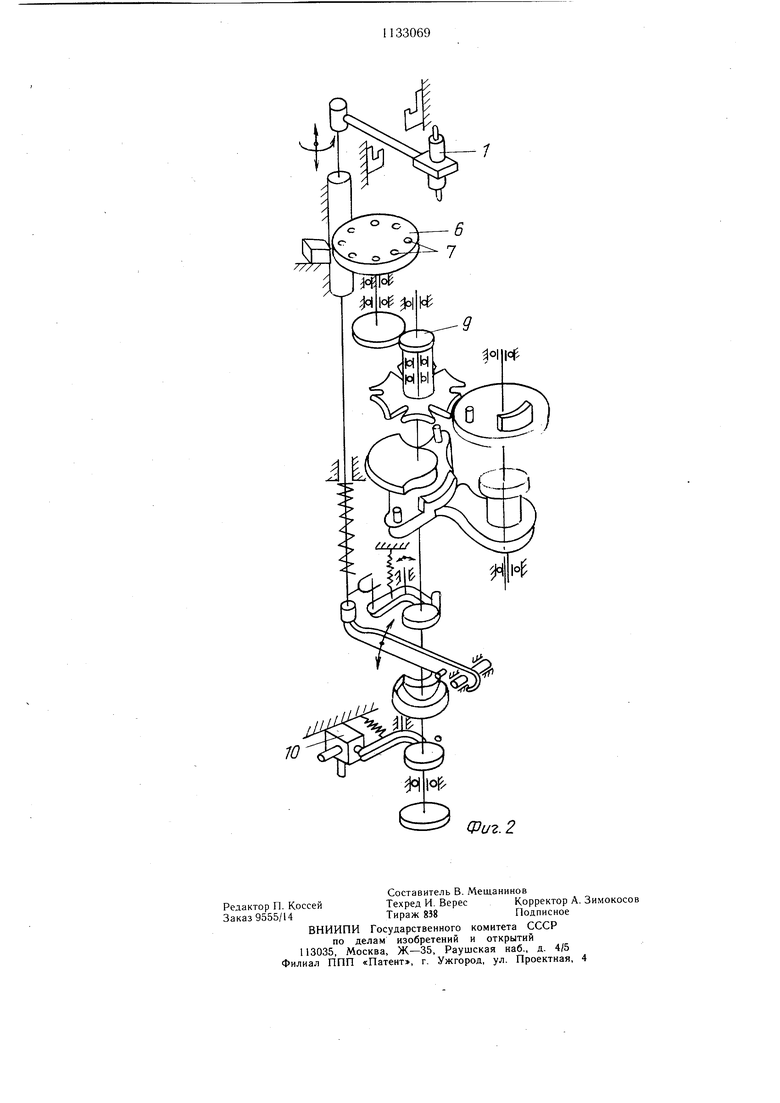
На фиг. 1 изображенр устройство, общий вид; на фиг. 2 - кине.матическая схема устройства.
Устройство д.тя подачи деталей содержит манипулятор 1 с вакуумным захватом 2, поворотный стол 3 с каналами 4, подпружиненную планку 5, связанную с пнев.мосистемой, съемную барабанную кассету 6 с гнездами 7 для размещения стопы деталей, выполненны.ми с глубиной, не превышающей диаметр гнезда и снабженными боковыми отверстиями 8, механизм 9 перемещения манипулятора 1 и поворотного стола 3, датчики 10 путевой автоматики и пневмосистему 1.
Устройство работает следующим образом.
Детали набираются стопой в гнездах 7
5 съемной кассеты 6. После размёпления кассеты 6 на поворотном столе 3 вакуумный захват 2 в зоне разгрузки (фиг. 1) опускается в гнездо 7 и, взаи.модействуя с верхней деталью, поднимается манипулятором 1 вверх для подачи ее в зону обработки или
0 сборки.
При этом через боковые отверстия 8 гнезда 7, канал 4 поворотного стола 3 и подпружиненную планку 5, связанную с пневмосистемой 11, засасывается воздух,
5 позволяющий сцентрировать стопу деталей в гнезде 7, разъединить слипшиеся детали в момент подъема их манипулятором 1, а при исполнении глубины гнезда 7, не превышающей его диаметра, не позволяет детали занять вертикальное положение, спо0 ,о
собствовать возврату незахваченнои детали
на стопу в ориентированном положении.
Кинематическая схема механизма 9 перемещения позволяет за оборот барабанной кассеты 6 поочередно захватить по 5 одной детали из каждого ее гнезда 7. Затем цикл повторяется.
Для подачи деталей из гнезда с изменяющегося уровня стопы прие.мная часть вакуумного захвата 2 выполнена подвижной в вертикальной плоскости относительно
0 манипулятора 1.
Изобретение позволяет повысить надежность работы устройства.
| название | год | авторы | номер документа |
|---|---|---|---|
| Автоматизированный комплекс для штамповки | 1985 |
|
SU1291253A1 |
| Устройство для подачи и накопления деталей | 1983 |
|
SU1110602A1 |
| Устройство для подачи деталей | 1987 |
|
SU1450965A1 |
| Способ извлечения деталей из кассеты и устройство для его осуществления | 1989 |
|
SU1773680A1 |
| Автоматизированная линия для многопереходной листовой штамповки | 1984 |
|
SU1238854A1 |
| Захватный орган манипулятора | 1978 |
|
SU778876A1 |
| МАНИПУЛЯТОР С ВАКУУМНЫМ ЗАХВАТОМ | 1995 |
|
RU2099176C1 |
| Гибкий производственный модуль для листовой штамповки | 1988 |
|
SU1667994A1 |
| Устройство для подачи и накопления деталей | 1986 |
|
SU1346393A1 |
| Многопозиционный магазин-накопитель | 1987 |
|
SU1531240A1 |
УСТРОЙСТВО ДЛЯ ПОДАЧИ ДЕТАЛЕЙ, содержащее манипулятор с захватом, кинематически связанный с поворотным столом, съемную барабанную кассету с гнездами для размещения стопы деталей, расположенную на поворотном столе, и пневмосистему, отличающееся тем, что, с целью повышения надежности работы, в поворотном столе под каждым гнездом кассеты выполнены каналы, предназначенные для соединения с пневмосистемой в зоне выгрузки деталей, а само гнездо снабжено боковыми отверстиями для прохода воздуха и выполнено с глубиной, не превышающей его диаметра. (Л со 00 о О) ;о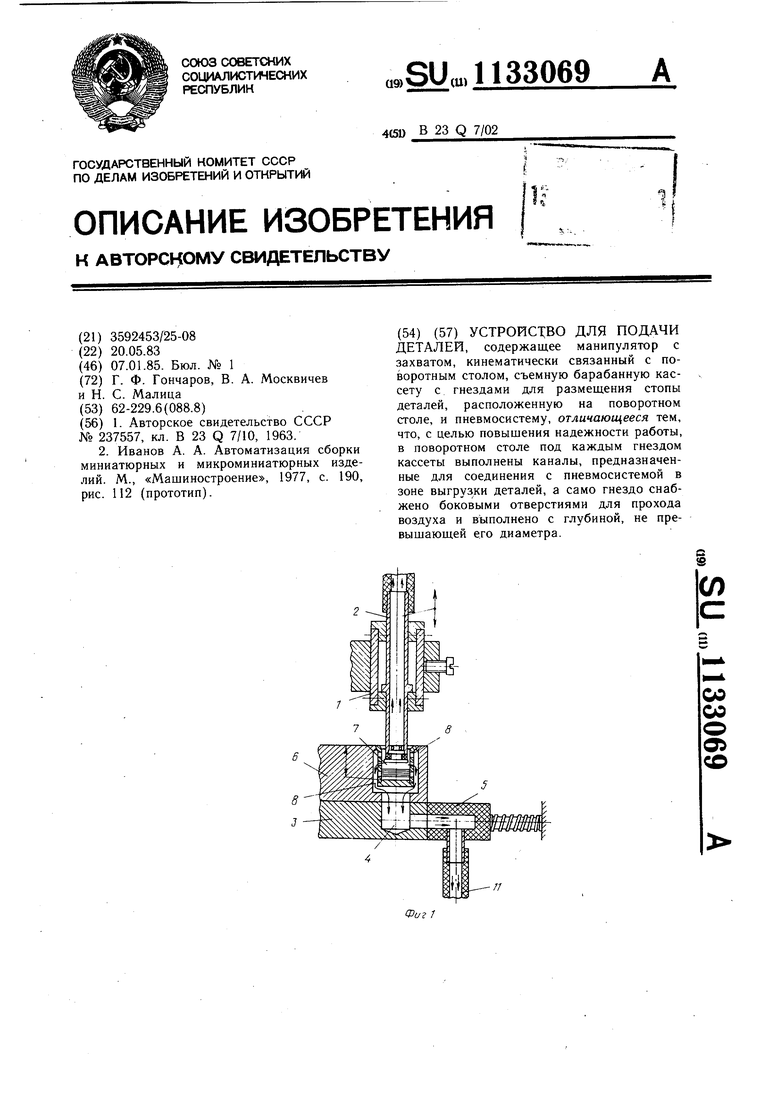
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| МНОГОПОЗИЦИОННОЕ ЗАГРУЗОЧНОЕ ПРИСПОСОБЛЕНИЕ ДЛЯ ТОНКИХ ДИСКОВ ИЛИ ПЛАСТИН | 0 |
|
SU237557A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Иванов А | |||
| А | |||
| Автоматизация сборки миниатюрных и микроминиатюрных изделий | |||
| М., «Машиностроение, 1977, с | |||
| Ускоритель для воздушных тормозов при экстренном торможении | 1921 |
|
SU190A1 |
| Прялка для изготовления крученой нити | 1920 |
|
SU112A1 |
