CAD а
00
со VI
Изобретение относится к металлообрабатывающему производству и может быть использовано для обработки деталей с двумя круговыми кромками, например лопат.
Известно приспособление для обработки деталей с двумя круговыми кромками, на основании которого размещено устройство формообразования кромок, содержащее планшайбу с фиксатором ее положения относительно основания, ложемент для изделия и упоры р
Однако при обработке деталей с круговыми кромками, например лопат, приходится переустанавливать деталь что снижает производительность обработки.
Цель изобретения - повышение производительности путем обеспечения обработки деталей без переналадки.
Поставленная цель достигается тем что приспособление для обработки деталей с двумя круговыми кромками, на основании которого размещено устройство формообразования кромок, содёржащее планшайбу с фиксатором ее положения относительно основания, ложемент для изделия и упоры, снабжено установленным на планшайбе четырехзвенным параллелограммом, кривошипы которого кинематически связаны между собой, расположенным на одном из кривошипов фиксатором, предназначенным для связи кривошипа с планшайбой, и размещенным на основании реверсивньтм приводом поворота кривошипа, при это упоры закреплены на планшайбе по разные стороны от кривошипа с возможностью взаимодействия с последним, ось поворота кривошипа концентрична оси поворота планшайбы, а ложемент установлен на шатуне четырехзвенного параллелограмма симметрично оси шатуна.
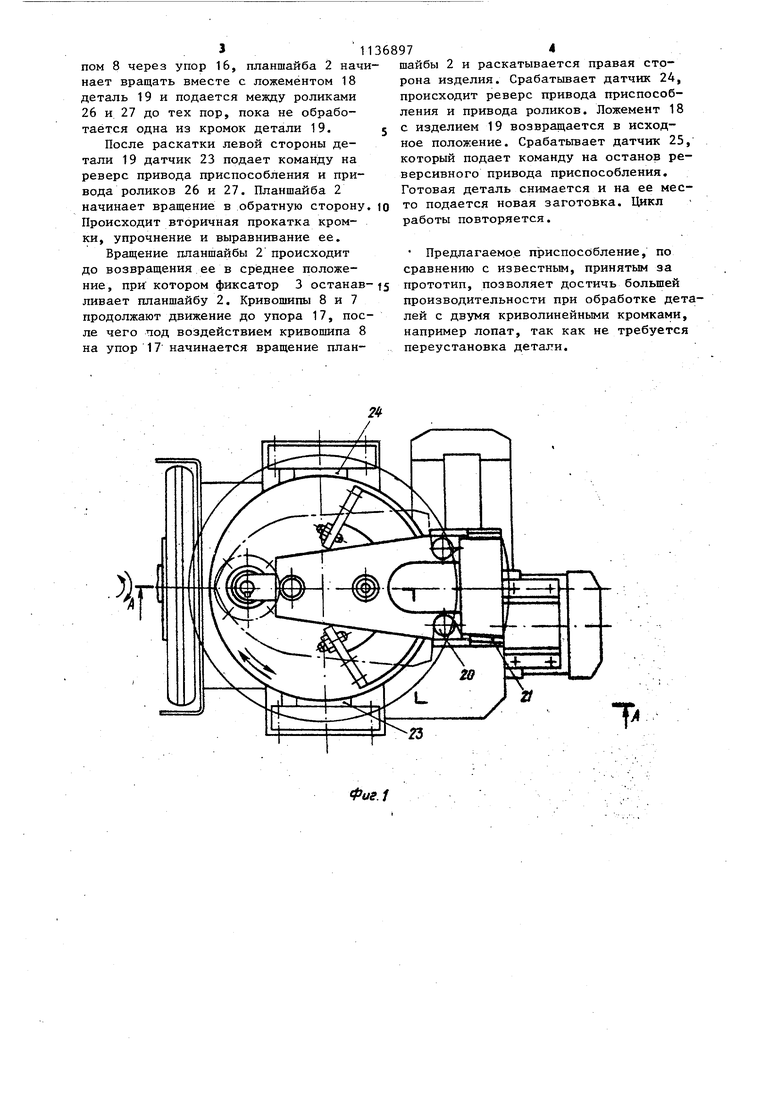
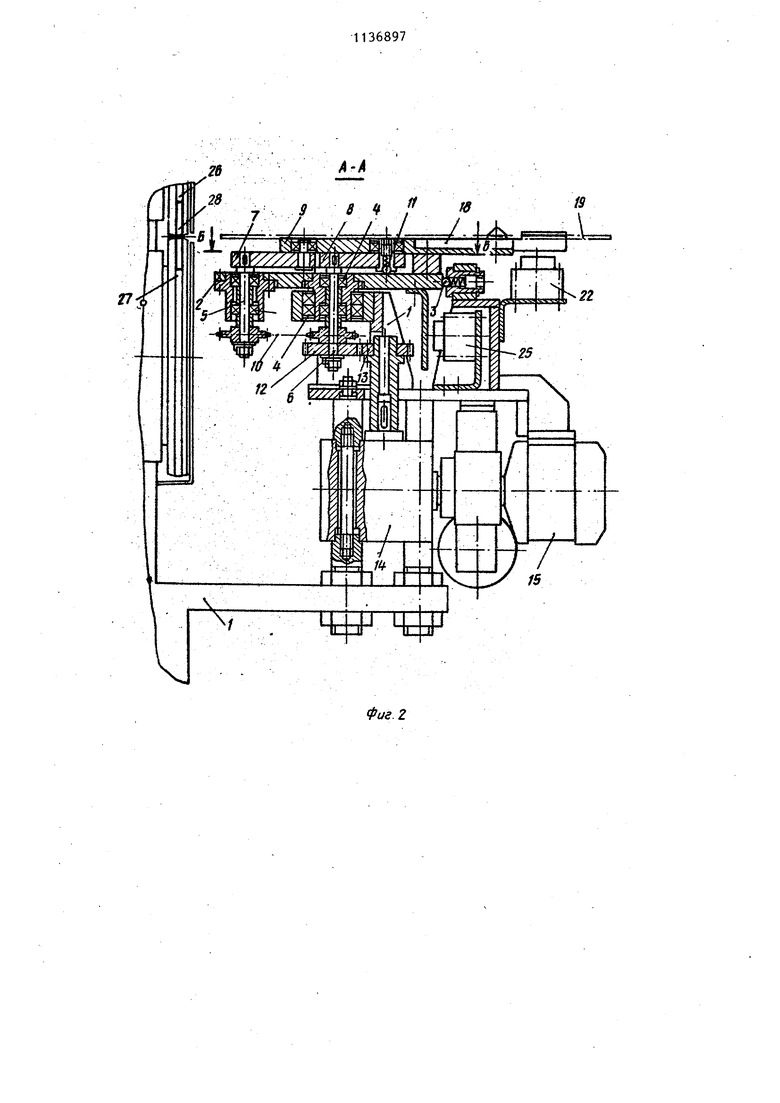
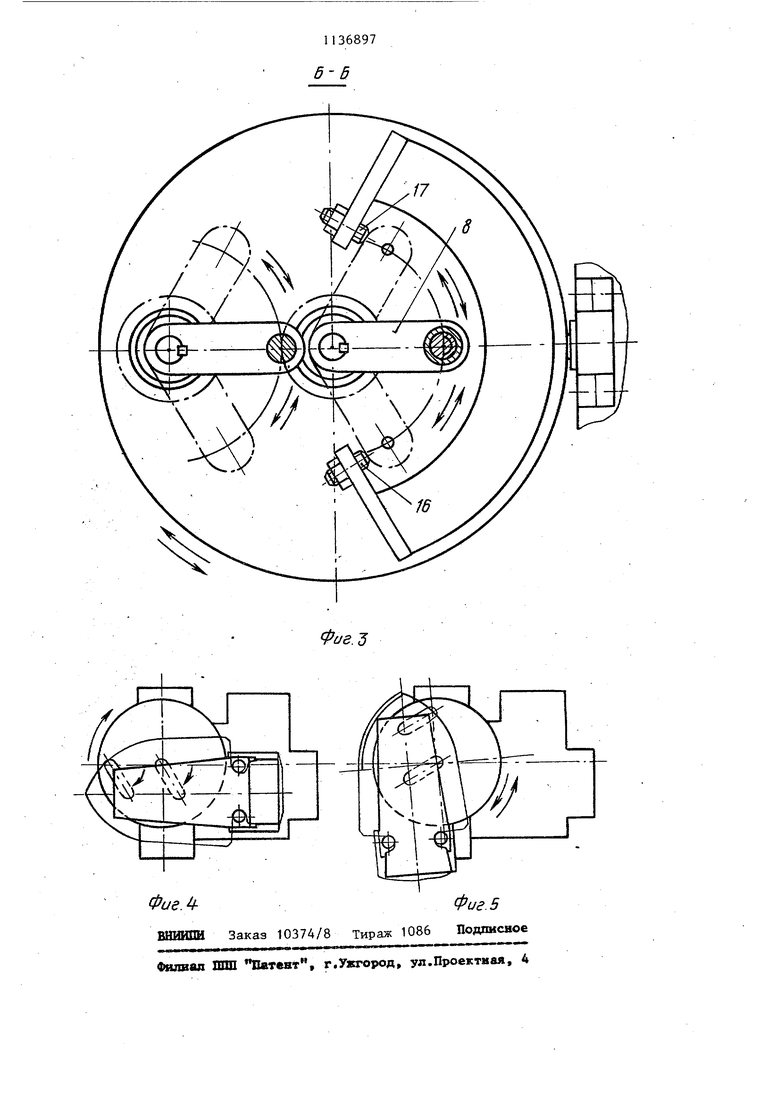
На фиг. 1 показано приспособление общий вид; на фиг. 2 - разрез А-А на фиг. 1| на фиг. 3 - разрез Б-Б на фиг. 2; на фиг. 4 - приспособление, положение при обработке левой круговой кромки; на фиг. 5 - то же положе ние при окончании обработки левой круговой кромки.
Приспособление состоит из основания 1, на котором размещено устройство формообразования кромок, содержащее планшайбу 2 с фиксатором 3, ее положения относительно основания 1. Планшайба 2 установлена на подшипниках 4. На планшайбе 1 на осях 5 и 6 смонтирован четырехзвенный параллелограмм, состоящий из кривошипов 7-, 8 и шатуна 9. Ось 6 поворота кривошипа 8 концентрична оси планшайбы 2. Кривошипы 7 и 8 кинематически связаны друг с другом цепной передачей 10 На кривошипе 8 размещен фиксатор 11, предназначенный для связи кривошипа 8 с планшайбой 2. Поворот кривошипа 8 осуществляется реверсивньм приводом, содержащим зубчатые колеса 12 и 13, редуктор 14, закрепленный на основании 1, и электродвигатель 15. На планшайбе 2 установлены регулируемые упоры 16 и 17, взаимодействующие с кривошипом 8. На шатуре 9 симметрично его оси расположен ложемент 18 для крепления детали 19. На ложементе 18 закреплены установочные штыри 20 и,базовые-пластины 21. Приспособление оснащено бесконтактным датчиком 22 контроля наличия детали 19 в ложементе 18 и бесконтактными датчиками 23-25 контроля положения ложемента 18. Приспособление может быть установлено на станке например раскатном. В этом случае обработка детали 19 производится роликами 26 и 27, а обеспечение необходимой жесткости детали 19 в процессе обработки - упором 28.
Приспособление работает следующим образом.
В исходном положении ложемент 18 занимает среднее положение, при этом кривошипы 7 и 8 установлены по оси планшайбы 2, положение которой определяется фиксатором 3. После укладки детали по установочным, штырям 20 и пластинам 21 на ложемент 18 срабатывает бесконтактный датчик 22, отводится манипулятор (не показан), включаются привод роликов 26 и 27 раскатного станка и реверсивный привод приспособления. Оси 6 и 5 с закрепленными на них кривошипами 8 и 7 поворачиваются. При этом, благодаря фиксатору 3, планшайба 2 не вращается. При повороте кривошипа 8 и 7 ложемент 18 совершает плоскопараллельное перемещение до тех пор, пока центр левого радиусного профиля детали 19 не совместится с осью вращения планшайбы 2. В этот момент кривошип 8 доходит до упора 16, а фиксатор 11 западает в отверстие планшайбы 2, Под воздействием усилия, передаваемого кривоши31пом 8 через упор 16, планшайба 2 нач нает вращать вместе с ложементом 18 деталь 19 и подается между роликами 26 и 27 до тех пор, пока не обработается одна из кромок детали 19. После раскатки левой стороны детали 19 датчик 23 подает команду на реверс привода приспособления и привода роликов 26 и 27, Планшайба 2 начинает вращение в обратную сторону Происходит вторичная прокатка кромки, упрочнение и выравнивание ее. Вращение планшайбы 2 происходит до возвращения ее в среднее положение, при котором фиксатор 3 останав ливает планшайбу 2, Кривошипы 8 и 7 продолжают движение до упора 17, пос ле чего под воздействием кривошипа 8 на упор 17 начинается вращение план974шайбы 2 и раскатывается правая сторона изделия. Срабатывает датчик 24, происходит реверс привода приспособления и привода роликов. Ложемент 18 с изделием 19 возвращается в исходное положение, Срабатьшает датчик 25, который подает команду на останов реверсивного привода приспособления. Готовая деталь снимается и на ее место подается новая заготовка. Цикл работы повторяется, Предлагаемое приспособление, по сравнению с известным, принятым за прототип, позволяет достичь большей производительности при обработке деталей с двумя криволинейными кромками, например лопат, так как не требуется переустановка детали.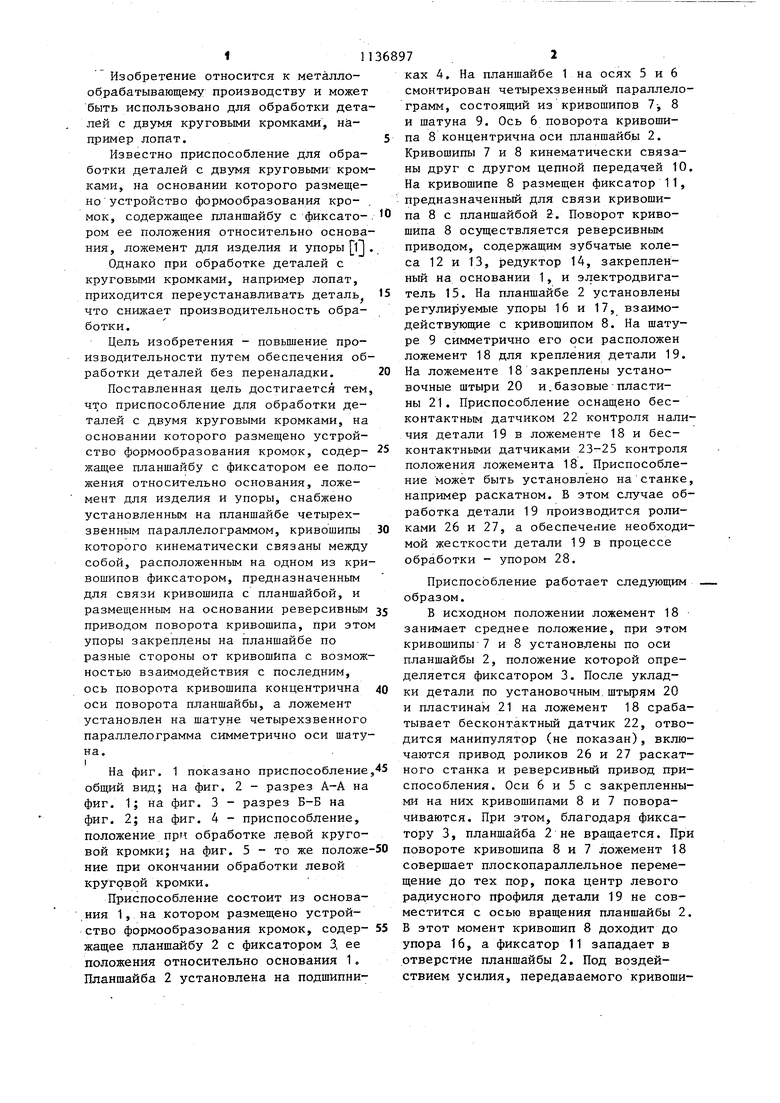
| название | год | авторы | номер документа |
|---|---|---|---|
| Приспособление для обработки криволинейных кромок изделий | 1984 |
|
SU1222432A2 |
| Устройство для кислородной вырезки деталей | 1982 |
|
SU1073023A1 |
| АВТОМАТИЧЕСКАЯ ЛИНИЯ ДЛЯ ГОРЯЧЕЙ ОБЪЕМНОЙ ШТАМПОВКИ ПРЕИМУЩЕСТВЕННО ЗВЕНЬЕВ ГУСЕНИЧНОЙ ЦЕПИ | 1992 |
|
RU2035254C1 |
| Устройство для индукционной пайки | 1987 |
|
SU1473920A1 |
| Поворотно-делительное устройство для длинномерных деталей | 1991 |
|
SU1808634A1 |
| ШАРНИРНЫЙ ЧЕТЫРЕХЗВЕННЫЙ МЕХАНИЗМ В.И. ПОЖБЕЛКО | 2003 |
|
RU2247273C2 |
| Линия для изготовления изделий, преимущественно трубчатых раскосов со сплющенными концами | 1989 |
|
SU1764745A1 |
| Копировальный станок | 1980 |
|
SU908551A1 |
| КРИВОШИПНЫЙ МЕХАНИЗМ В.И. ПОЖБЕЛКО С ТОЧНЫМИ ОСТАНОВКАМИ | 2005 |
|
RU2283446C1 |
| Устройство для шлифования деталей круглого сечения из древесины | 1980 |
|
SU931396A2 |
ПРИСПОСОБЛЕНИЕ ДЛЯ ОБРАБОТКИ ДЕТАЛЕЙ с двумя круговыми кромками, на основаниикоторого размещено уст.ройство формообразования кромок содержащее планшайбу с фиксатором ее положения относительно основания, ложемент для изделия и упоры, отличающееся тем, что, с целью повышения производительности путем обеспечения обработки деталей без переналадки, оно снабжено установленным на планшайбе четырехзвенным параллелограммом, кривошипы которого кинематически связаны между собой, расположенным яа одном из кривошипов фиксатором, предназначенным для связи кривошипа с планшайбой, и размещенным на основании реверсивным приводом поворота кривошипа при этом упоры закреплены на планшайбе по разные стороны от кривошипа с возможностью взаимодействия с последним, ось повороi та кривошипа концентрична оси поворота планшайбы, а ложемент установлен (Л на шатуне четырехзвенного параллелоС грамма симметрично оси шатуна.
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| ПРИСПОСОБЛЕНИЕ ДЛЯ ЗАТОЧКИ ИНСТРУМЕНТОВ | 0 |
|
SU311724A1 |
| Пишущая машина для тюркско-арабского шрифта | 1922 |
|
SU24A1 |
