2. Устройство для сборки штампа, выполненное в виде центрирующего элемента, устанавливаемого на торце одного из центрируемых инструментов штампа и имеюш,его коническую рабочую поверхность, отличающееся тем, что на выступающем торце центрирующего элемента выполнены дополнительная коническая рабочая поверхность, расположенная внутри имеющейся конической поверхности, и углубление, разделяющее эти конические поверхности.
3. Устройство по п. 2, отличающееся тем, что оно выполнено составным в виде пальца, устанавливаемого в отверстии пуансон-матрицы, кольца с конической рабочей поверхностью и промежуточной детали с дополнительной конической рабочей поверхностью, закрепляемой на пальце и имеющей цилиндрический участок, контактирующий с внутренней поверхностью пальца.
| название | год | авторы | номер документа |
|---|---|---|---|
| Штамп для изотермического обратного выдавливания полой поковки | 2021 |
|
RU2765551C1 |
| Способ изготовления и сборки вырубных штампов | 1982 |
|
SU1060277A1 |
| Способ сборки штампов | 1983 |
|
SU1156780A1 |
| Штамп для обработки листового материала | 1985 |
|
SU1294422A1 |
| Штамп совмещенного действия | 1989 |
|
SU1768344A1 |
| Штамп совмещенного действия | 1980 |
|
SU902931A1 |
| Штамп последовательного действия для получения пластин якоря электромашины и способ его сборки | 1980 |
|
SU946730A1 |
| "Узел закрепления или направленияРАбОчиХ иНСТРуМЕНТОВ шТАМпА | 1977 |
|
SU837490A1 |
| Штамп для изотермической закрытой штамповки | 1988 |
|
SU1655645A1 |
| ШТАМП ДЛЯ ВЫРУБКИ | 1992 |
|
RU2019343C1 |
1. Способ сборки штампа совмещенного действия, при котором закрепляют на одной плите пуансон-матрицу, a затем центрируют относительно последней по меньшей мере один, пуансон и матрицу и после этого закрепляют их на другой плите, отличающийся тем, что, с целью повышения производительности процесса сборки, пуансон и матрицу устанавливают /на несущей их плите с возможностью взаимного перемеш.ения и перемещения относительно этой плиты, размещают на пуансон-матрице центрирующий элемент и по этому эле§ менту центрируют одновременно пуансон и матрицу. (Л оо ел 
1
Изобретение относится к обработке метал,дов давлением, в частности к щтамповой оснастке для обработки листовых материалов и способам их изготовления.
Известен способ сборки штампов, при котором устанавливают на одной из плит один из рабочих, инструментов, выполняют во второй плите и во втором рабочем инструменте отверстия под штифты, при этом в плите выполняют отверстие большего ди,аметра, чем в рабочем инструменте, центрируют между собой рабочие инструменты, устанавливают штифты в отверстия плиты и рабочего инструмента и заливают легкоплавким металлом зазор между поверхностью штифта и поверхностью отверстия в плите 11.
Недостатками указанного способа являются его большая трудоемкость и малая производительность из-за необходимости заливки легкоплавким металлом и из-за того, что центрация рабочих инструментов производится обычно при помоши фольги, устанавливаемой в зазор.
Наиболее близким к изобретению по технической сущности и достигаемому результату является способ сборки штампа совмещенного действия, при котором закрепляют на одной плите пуансон-матрицу, а затем центрируют относительно закрепленной пуансон-матрицы по меньшей мере один пуансон и матрицу и после этого закрепляют их на другой плите 2.
Недостатком известного способа является невысокая производительность процесса сборки, так как пуансон и матрица центрируются и крепятся к плите по очереди и центрация осуществляется при помоши фольги, устанавливаемой в зазор.
Наиболее близким к предлагаемому устройству по технической сути и достигаемому результату является устройство для сборки штампа, выполненное в виде центрирующего элемента, устанавливаемого на торце одного из центрируемых инструментов
штампа и имеющего коническую рабочую поверхность 3.
Однако использование известного устройства для сборки штампа совмещенного 5 действия допускает только поочередное центрирование рабочих инструментов и не допускает одновременного центрирования всех рабочих инструментов, а это снижает производительность процесса сборки.
Цель изобретения - повышение производительности процесса сборки.
Указанная цель достигается тем, что при способе сборки -штампа совмещенного действия, при котором закрепляют на одной плите пуансон-матрицу, а затем центрируют относительно последней по меньшей мере один пуансон и матрицу и после этого закрепляют их на другой плите, пуансон и матрицу устанавливают на несущей их плите с возможностью взаимного перемещения и перемещения относительно этой
плиты, размещают на пуансон-матрице центрирующий элемент и по этому элементу центрируют одновременно пуансон и матрицу.
При этом в устройстве для сборки штампа, выполненном в виде центрирующего элемента, устанавливаемого на торце одного из центрируемых инструментов штампа и имею1цего коническую рабочую поверхность, на выступаюшем торце центрирующего элемента выполнены дополнительная
0 коническая рабочая поверхность, расположенная внутри имеющейся конической поверхности, и углубление, разделяющее эти конические поверхности.
Кроме того, устройство выполнено сос ставным в виде пальца, устанавливаемого в отверстии пуансон-матрицы, кольца с конической рабочей поверхностью и промежуточной детали с дополнительной конической рабочей поверхностью, закрепляемой на пальце и имеющей цилиндрический участок, 0 контактирующий с внутренней поверхностью пальца.
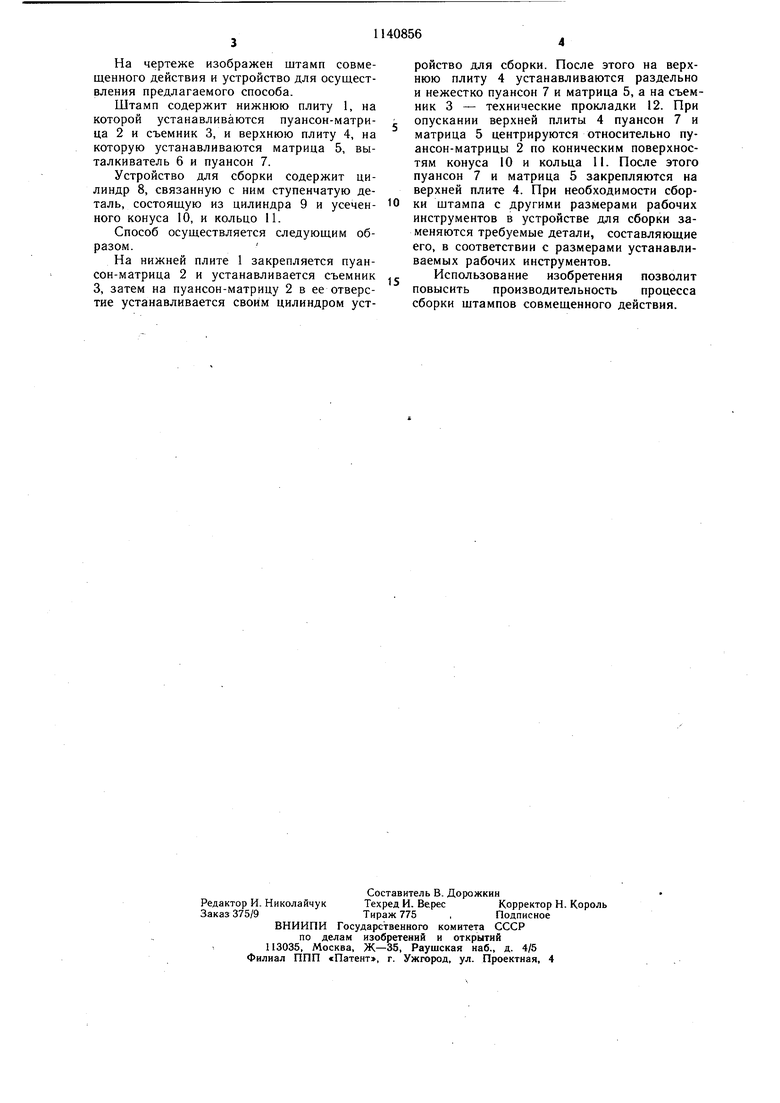
На чертеже изображен штамп совмещенного действия и устройство для осуществления предлагаемого способа.
Штамп содержит нижнюю плиту 1, на которой устанавливаются пуансон-матрица 2 и съемник 3, и верхнюю плиту 4, на которую устанавливаются матрица 5, выталкиватель 6 и пуансон 7.
Устройство для сборки содержит цилиндр 8, связанную с ним ступенчатую деталь, состоящую из цилиндра 9 и усеченного конуса 10, и кольцо 11.
Способ осуществляется следующим образом.
На нижней плите 1 закрепляется пуансон-матрица 2 и устанавливается съемник 3, затем на пуансон-матрицу 2 в ее отверстие устанавливается своим цилиндром устройство для сборки. После этого на верхнюю плиту 4 устанавливаются раздельно и нежестко пуансон 7 и матрица 5, а на съемник 3 - технические прокладки 12. При опускании верхней плиты 4 пуансон 7 и матрица 5 центрируются относительно пуансон-матрицы 2 по коническим поверхностям конуса 10 и кольца И. После этого пуансон 7 и матрица 5 закрепляются на верхней плите 4. При необходимости сборки щтампа с другими размерами рабочих инструментов в устройстве для сборки заменяются требуемые детали, составляющие его, в соответствии с размерами устанавливаемых рабочих инструментов.
Использование изобретения позволит повысить производительность процесса сборки штампов совмещенного действия.
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Мещерин В | |||
| Т | |||
| Листовая штамповка | |||
| Атлас | |||
| М., Машгиз, 1958, с | |||
| Способ использования делительного аппарата ровничных (чесальных) машин, предназначенных для мериносовой шерсти, с целью переработки на них грубых шерстей | 1921 |
|
SU18A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Палей М | |||
| И | |||
| Технология произйодства приспособлений, пресс-форм и штампов | |||
| М., «Машиностроение, 1971, с | |||
| Прибор для корчевания пней | 1921 |
|
SU237A1 |
| Переносная печь для варки пищи и отопления в окопах, походных помещениях и т.п. | 1921 |
|
SU3A1 |
| СПОСОБ НАЛАДКИ ШТАМПОВ | 0 |
|
SU311688A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
| л | |||
