4
СлЭ
сл
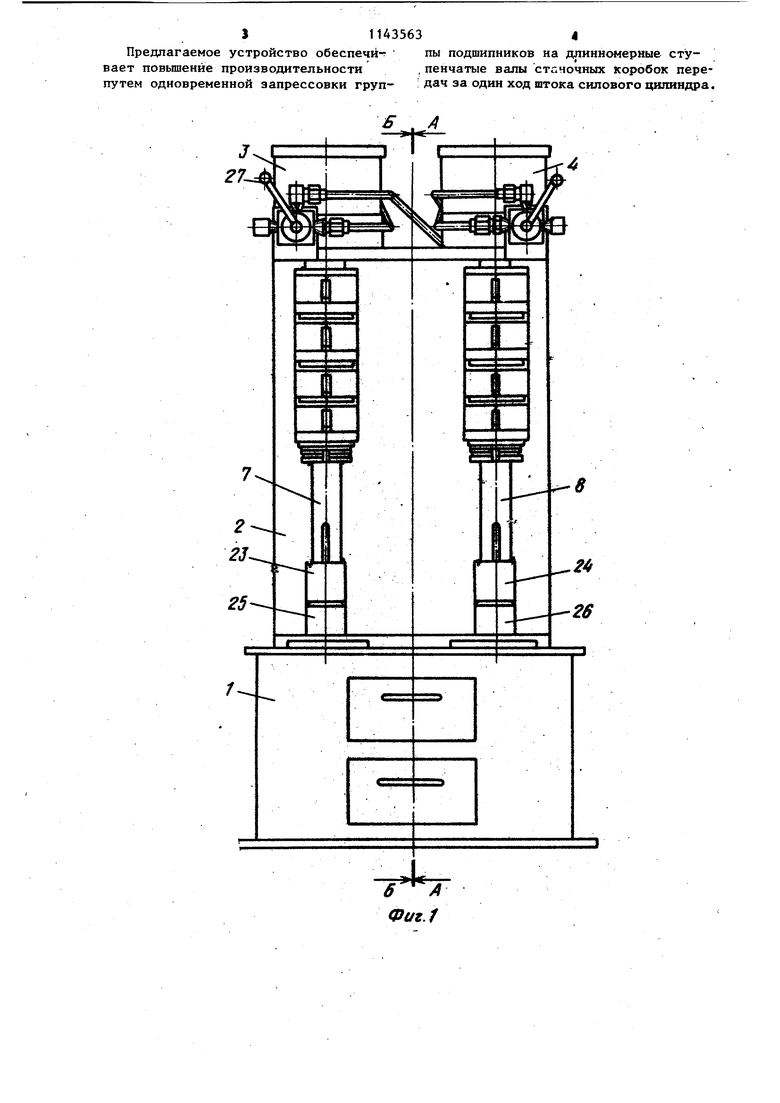
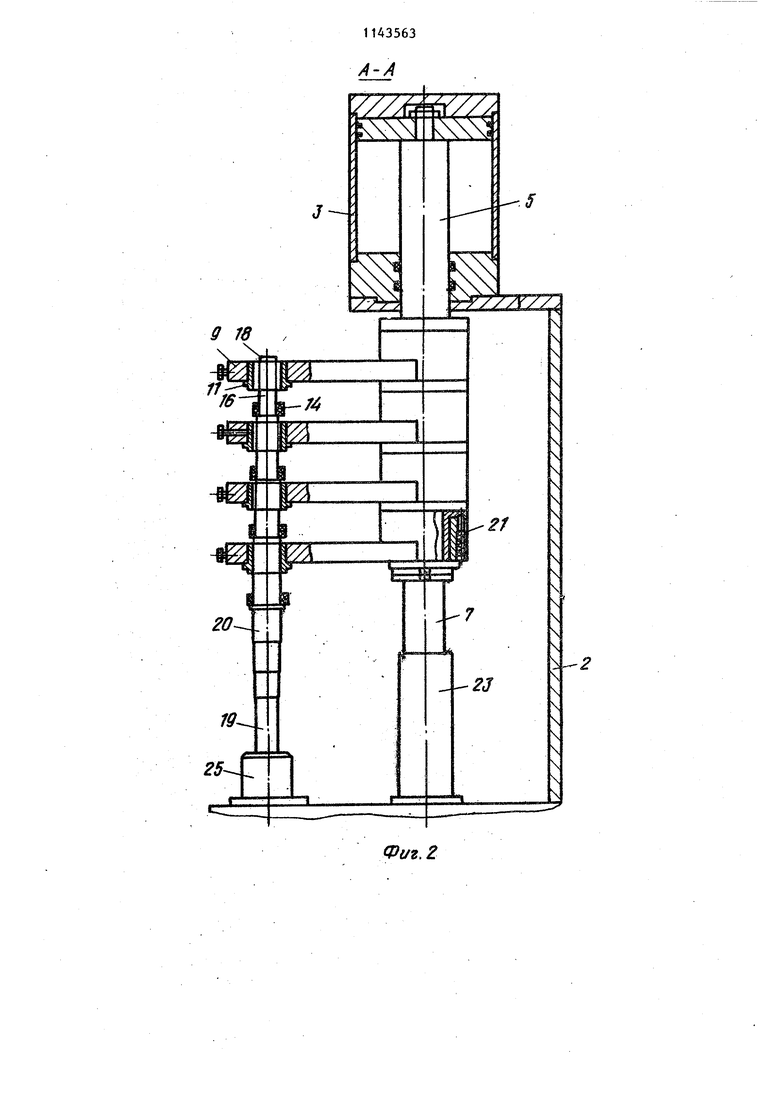
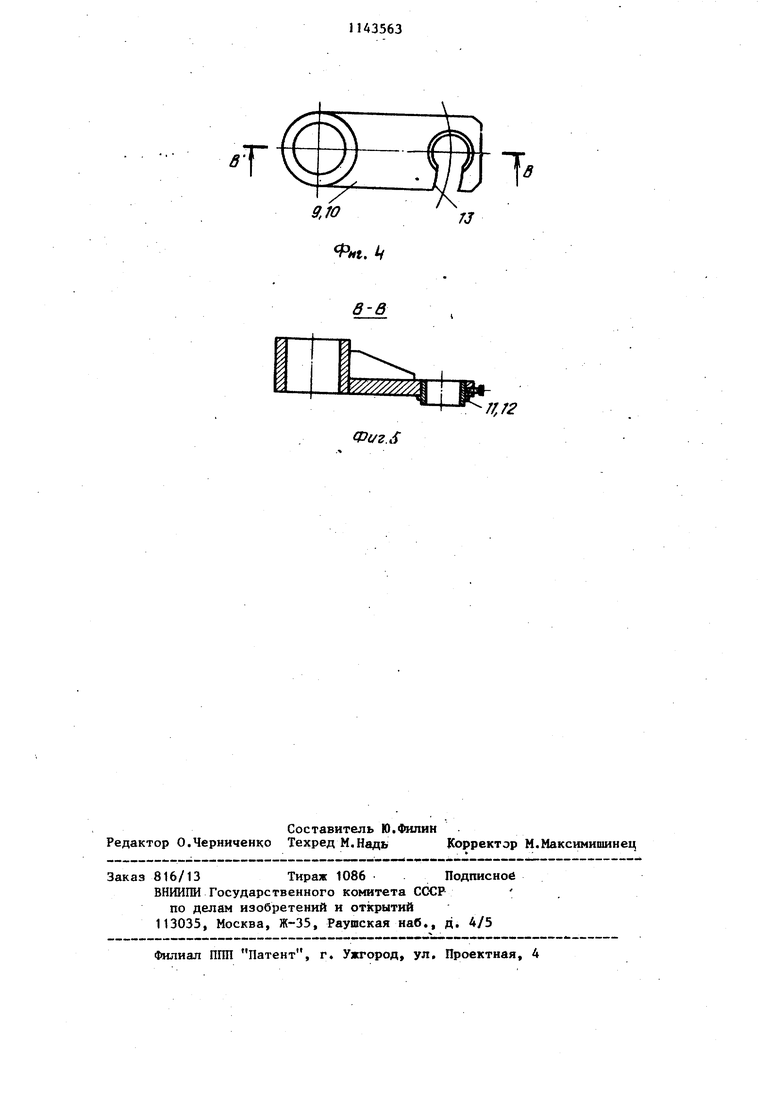
О5 САЭ Изобретение относится к механосборочным работам, в частности к устройствам для сборки деталей типа вал-втулка запрессовкой. Известно устройство для запрессовки группы подшипников на длинномерные ступенчатые валы станочных коробок передач, содержащее смонтированные на основании узел установки вала и механизм запрессовки ,в ви де силового цилиндра с размещенной на его конце запрессовочной головкой D Однако известное устройство не обеспечивает высокой производительности, так. как за один ход штока силового цилиндра запрессовывает ся только один подшипник. Целью изобретения является повышение производительности. Указанная цель достигается тем, что в устройстве для запрессовки группы подшипников на длинномерные Ступенчатые валы ртаночных коробок передач, содержащем смонтированные на основании узел установки вала и механизм запрессовки в виде силового цилиндра с размещенной на его ко це запрессовочной головкой, запресс вочная головка выполнена в виде закрепленной на штоке силового цилинд соосно последнему колонны, рычагов, последовательно размещенных на коло не с возможностью фиксированного по ворота в плоскости, перпендикулярно оси запрессовки, и выполненньк с гн дами под запрессовочный инструмент, сообщающимися с открытыми радиусным пазами, и установленной на основании направляющей втулки, в которой размещен свободный конец колонны. К ме того, запрессовочный инструмент выполнен сменным. I На фиг. 1 изображено, устройство, .общий вид; на фиг. 2 - разрез А-А на фиг. 1 (запрессовка подшипников в верхней части длинномерного ступенчатого Bana)i на фиг. 3 - то же разрез Б-Б на фиг. 1 (запрессовка п шипников в нижней части длинномерно го ступенчатого вала)-, на фиг. 4 поворотный рычаг запрессовочной гол КИ5 на фиг. 5 - разрез В-В на фиг.4 На основании 1 установлена несущая стойка 2 со смонтирайанными на ней силовыми цилиндрами 3 и 4 с силовыми штоками 5 и 6, соединёнными с колоннами 7 и 8, на которых после довательно размещены с возможностью поворота рычаги 9 и 10. Рычаги 9 и 10 снабжены сменными заппессовочными инструментами 11 и 12 и выполнены сообщающимися с открытыми радиусными пазами 13. Диаметр сменного запрессовочного инструмента 11 и 12 соответствует ра.зличным типоразмерам подшипников 14 и 15, соответствующих диаметрам установочных ступеней 16 и 17, расположенных в верхней 18 и нижней 19 половинах длинномерного ступенчатого вала 20. Поворотные рычаги 9 и 10 снабжены фиксатораин 21 и 22, обеспечивающими их рабочее и нерабочее положение. Колонны 7 и 8 взаимодействуют с возможностью прямолинейного возвратно-поступательного движения с установленными на основании напра вляющими втулками 23 и 24. На позиции установки и запрессовки смонтированы узлы 25 и 26. установки вала. Устройство работает следующим образом. Собирае1 ый длинномерный ступенчатый вал 20 устанавливается в узел 25 установки нижним концом и закрепляется в нем.Подшипники 14 устанавливаются на ступени 16 верхнего конца 18 вала 20, при этом поворотные рычаги 9 отведены в сторону. После этого поворотные рычаги 9 устанавливаются в рабочее положение на подшипники 14., Поворотом рукоятки 27 включается в работу силовой цилиндр 3, который силовым штоком 5 перемещает колонну 7 вместе с рычагами 9 в нижнее положение, одновременно производя запрессовку подшипников 14 на ступени 16 верхнего конца 18 длинномерного ступенчатого вала 20. После окончания запрессовки подшипников 14 поворотные рычаги 9 отводятся в сторону и поворотом рукоятки 27 колонна 7 отводится в верхнее положение . Длинномерный ступенчатый вал 20 освобождается от закрепления в узле 25, перевертьшается и устанавливается в узпе 26. Подшипники 15 запрессовываются на установочные ступени 17 в той же последовательности .
I11435634
Предлагаемое устройство обеспечй-r пы подшипников на длинномерные стувает повьппенйе производительности ,пенчатые валы станочных коробок перепутем одновременной запрессовки труп- дач за один ход штока силового цилиндра.
W 70
Фаг.З
t. if
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для сборки запрессовкой деталей типа вал-втулка | 1986 |
|
SU1318382A1 |
| Устройство для запрессовки втулок в корпусную деталь | 1985 |
|
SU1310159A1 |
| Способ сборки редукторов и устройство для его осуществления | 1984 |
|
SU1255353A1 |
| УСТРОЙСТВО ДЛЯ СБОРКИ С НАТЯГОМ ОХВАТЫВАЕМОЙ И ОХВАТЫВАЮЩЕЙ ДЕТАЛЕЙ | 1991 |
|
RU2043897C1 |
| Устройство для сборки деталей типа вал-втулка | 1978 |
|
SU774894A2 |
| Устройство для двухсторонней сборки запрессовкой обхватываемой и обхватывающих деталей | 1983 |
|
SU1140929A1 |
| Способ сборки редукторов и устройство для его осуществления | 1990 |
|
SU1754403A1 |
| Устройство для сборки прессовых соединений деталей типа "вал-втулка | 1976 |
|
SU733952A1 |
| Автомат для запрессовки деталей типа вал-втулка | 1976 |
|
SU569424A1 |
| Устройство для автоматической сборки деталей типа вал-втулка | 1988 |
|
SU1542774A1 |
1. УСТ РОЙСТВО ДЛЯ ЗАПРЕССОВКИ ГРУППЫ ПОДШИПНИКОВ НА ДЛИННОМЕРНЫЕ СТУПЕНЧАТЬШ ВАЛЫ СТАНОЧНЫХ КОРОБОК ПЕРЕДАЧ содержащее смонтированные на основании узел установки вала и механизм запрессовки в виде силового цилиндра с размещенной на его , конце запрессовочной головкой, о т личающееся тем, что, с целью-, повышения производительности, запрессойочная головка выполнена в виде закрепленной на штоке силового цилиндра соосно последнему колонны, рычагов, последовательно размещенных на колонне с возможностью ксированного поворота в ппоскосги, перпендикулярной оси запрессовки, и выполненных с гнездами под запрессовочный инструмент, сообщающимися с открытыми рад усными пазами, и установленной на основании направляющей втулки, в которой размещен свобод ный конец колонны. 2. Устройство по п. 1, о т л и Чающееся тем, что запрессо - вочный инструмент выполнен сменным.
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Станок для сборки запрессовкой деталей типа вал-втулка | 1976 |
|
SU601111A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
