W
с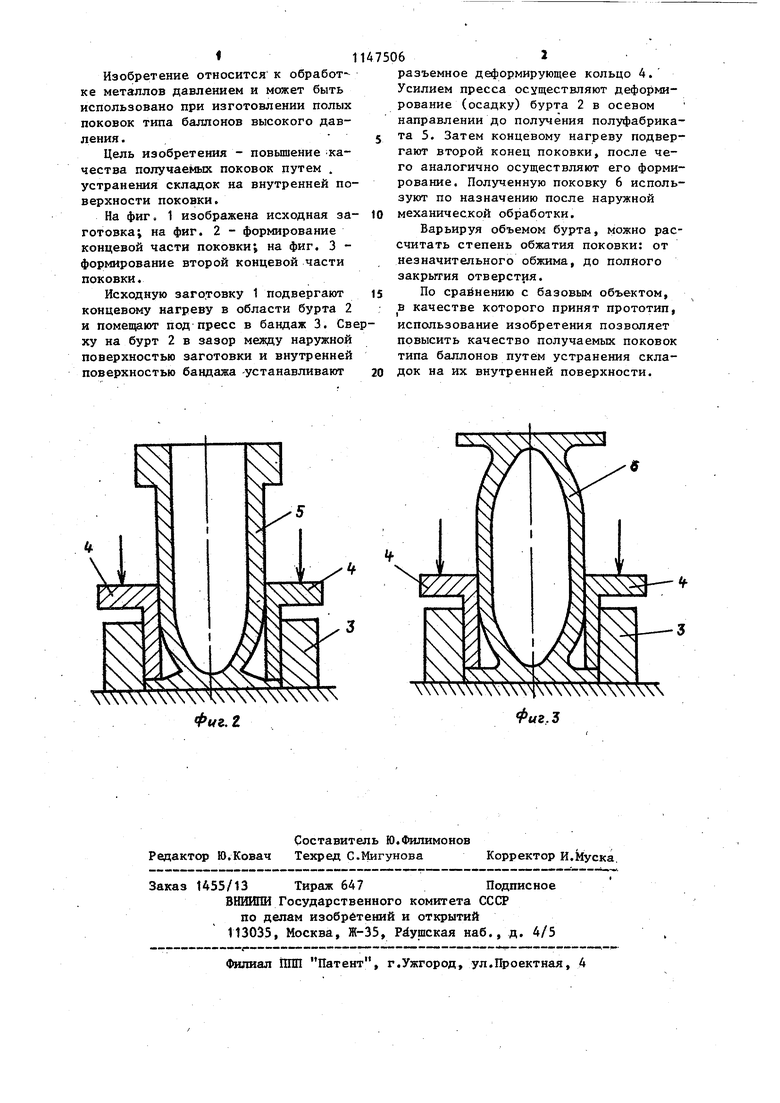
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления полых поковок типа баллонов | 1989 |
|
SU1703235A1 |
| Инструмент для кузнечной протяжки | 1982 |
|
SU1042863A1 |
| Способ ковки полых поковок | 1988 |
|
SU1625573A1 |
| Кузнечная оправка для протяжки | 1985 |
|
SU1326383A1 |
| Способ ковки полых поковок и устройство для его осуществления | 1989 |
|
SU1625574A1 |
| Способ изготовления полых поковок с коническим раструбом | 1982 |
|
SU1072977A1 |
| Способ изготовления осесимметричных поковок | 1988 |
|
SU1660819A1 |
| Способ изготовления полых поковок | 1988 |
|
SU1563831A1 |
| Способ ковки полых поковок | 1983 |
|
SU1204309A1 |
| Способ изготовления полых деталей с горловиной | 1989 |
|
SU1731388A1 |
СПОСОБ ИЗГОТОВЛЕНИЯ ПОЛЫХ ПОКОВОК ТИПА БАЛЛОНОВ, включающий формирование бурта на наружной поверхности торцовой части полбй заготовки и деформацию бурта с перемещением его материала к оси заготовки, отличающийся тем, что, с целью повышения качества получаемых поковок путем устранения складок на внутренней поверхности поковки, деформацию бурта осуществляют в осе-т вом направлении поковки при ограничении перемещения материала в направлении его периферии.
Фиг.1
Изобретение относится к обработ-ке металлов давлением и может быть использовано при изготовлении полых поковок типа баллонов высокого давления.
Цель изобретения - повышение Качества получаемых поковок путем . устранения складок на внутренней поверхности поковки.
На фиг. 1 изображена исходная заготовкаV на фиг. 2 - формирование концевой части поковкиj на фиг. 3 формирование второй концевой части поковки.
Исходную заготовку 1 подвергают концевому нагреву в области бурта 2 и помещают под пресс в бандаж 3. Свеху на бурт 2 в зазор между наружной поверхностью заготовки и внутренней поверхностью бандажа -устанавливают
разъемное деформирующее кольцо 4. Усилием пресса осуществляют деформирование (осадку) бурта 2 в осевом направлении до получения полуфабриката 5. Затем концевому нагреву подвергают второй конец поковки, после чего аналогично осуществляют его формирование. Полученную поковку 6 используют по назначению после наружной механической обработки.
Варьируя объемом бурта, можно рассчитать степень обжатия поковки: от незначительного обжима, до полного закрытия отверстия.
По сравнению с базовым объектом, в качестве которого принят прототип, использование изобретения позволяет повысить качество получаемых поковок типа баллонов путём устранения складок на их внутренней поверхности.
Фиг.2
S
-
Фиг.З
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Брюханов А.Н | |||
| Ковка и объемная штамповка | |||
| М., Машгиз, 1960, с | |||
| Способ приготовления пищевого продукта сливкообразной консистенции | 1917 |
|
SU69A1 |
| Железобетонный фасонный камень для кладки стен | 1920 |
|
SU45A1 |
