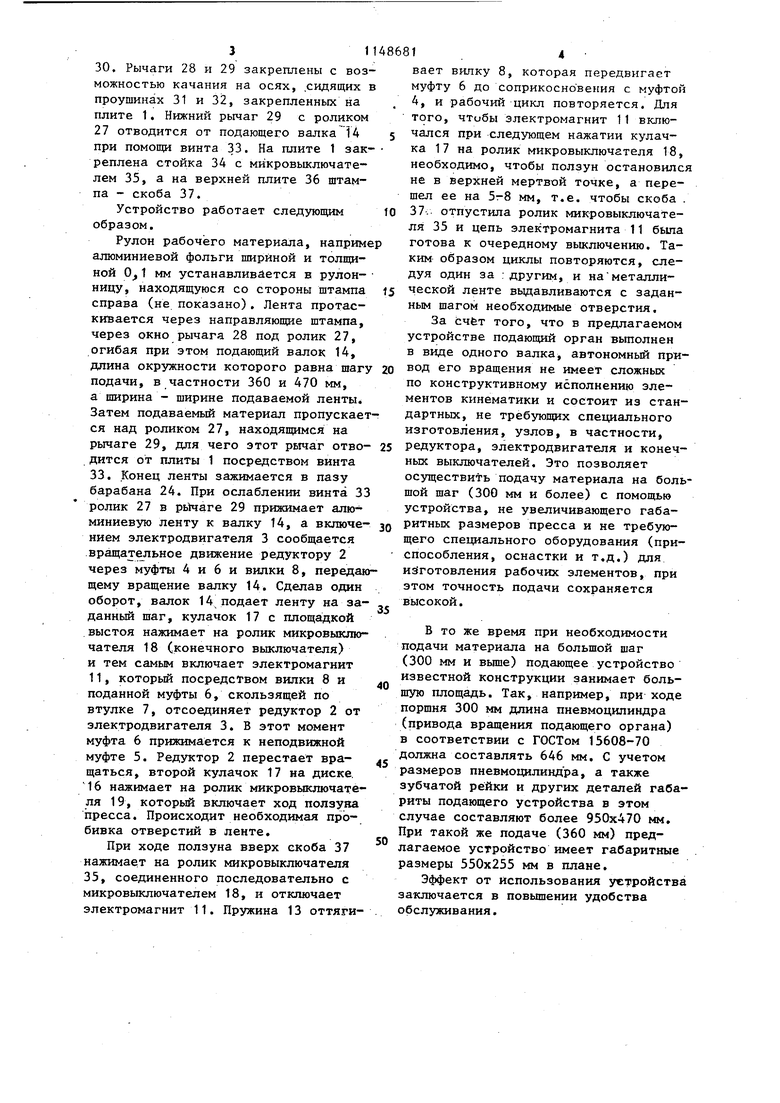
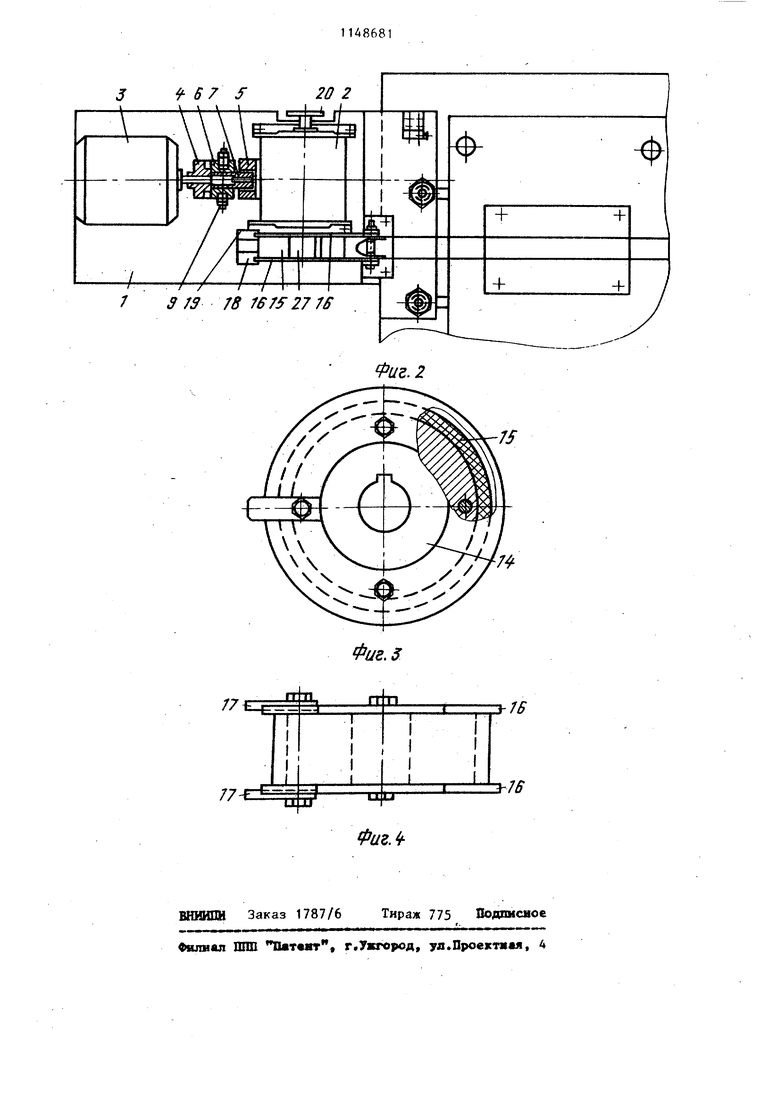
Изобретение относится к холодной обработке металлов давлением и может быть использовано для подачи полосового и ленточного материала в рабочу зону пресса. Известно устройство для подачи полосового и ленточного материала в рабочую зону пресса, содержащее уста новленные на вращающихся осях валки, на рабочей поверхности которых выпол нены сквозные пазы, шириной, определяемой шагом подачи СОНедостатком данного устройства является сложность регулировки шага подачи.. Наиболее близким по технической сущности и достигаемому эффекту к предлагаемому является --устройство для подачи полосового и ленточного материала в рабочую зону пресса, содержащее систему управления, поменьшей мере один подающий валок, имеющий вал, соединенньй с приводом и обод, установленный на валу, конечные выключатели, связанные с сист мой управления, и кулачки, закрепленные с возможностью взаимодействия с конечными выключателями L2J. Однако в известном устройстве не обеспечивается удобство обслуживания при изменении шага подачи. Цель изобретения - обеспечение удобства обслуживания. Поставленная цель достигается тем, что в устройстве для подачи по лосового и ленточного материала в р бочую зону пресса, содержащем систе му управления, по меньшей мере один подающий валок, имеющий вал, соединенный с приводом, и обод, установленный на валу, конечные выключатели, связанные с системой управления и кулачки, закрепленные с возможностью взаимодействия с конечными выключателями, обод установлен с возможностью съема, подающий валок снабжен узлом крепления оЬода на валу, имеющим диски, смонтированные на валу со стороны обоих торцов обода, кулачки закреплены на дисках. Причем периметр обода равен шагу подачи. Обод выполнен из упругого материала. На фиг.1 изображено устройство для подачи полосового и ленточного материала в рабочую зону пресса; на фиг,2 - то же, вид в плане; на фиг.3 - подающий валок; на фиг.4 то же, вид сверху. Устройство для подачи полосового и ленточного материала в райочую зону пресса, напрге ер кривошипного, содержит плиту 1, закрепленную на подштамповой плите пресса (не показано) , червячный редуктор 2 с двумя выходными валами, электродвигатель 3, муфту 4 с резиновым торцом, неподвижную муфту 5, закрепленную на крьшше редуктора 2, соединительную муфту 6, скользящую по втулке 7, жестко закрепленную на валу редуктора 2, вилку 8 включения с пальцами 9, входящими в паз муфты 6. Вилка 8 шарнирно посредством серьги 10 соединена с электромагнитом 11, закрепленным на кронштейне 12. При помощи вилки 8 достигается вытягивание сердечника электромагнита 11 через пружину 13, в результате чего происходит соединение электродвигателя 3 с редуктором 2 посредством муфт 6 и 4. На переднем выходном валу редуктора 2 закреплен подающий орган - валок 14 со сменным ободом 15, выполненным из упругого материала, например резины. Длина окружности обода 15 равна шагу подачи, в частности 360 и 470 мм. Обод 15 зажат дисками 16, закрепленными на торцах валка 14. В пазах дисков 16 закреплены два кулачка 17, образующие средство синхронизации работы привода вращения валка 14 с работой привода пресiCa, один из которьк путем нажима на ролик микровыключателя 18 (конечного выключателя) обеспечивает включение электромагнита 11 и одновременно отсоединение редукто-а 2 от электродвигателя 3. Другой кулачок 17 путем нажима на микровыключатель 19 обеспечивает включение хода ползуна пресса (не показано). На заднем выходном валу редуктора 2 насажен шкив 20, передающий вращение от редуктора 2 посредством клинового ремня 21 и шкива 22 рулоннице, состоящей из вала 23, свободно насаженного на него барабана 24, двух дисков 25 и кронштейна 26. Ролики 27 обеспечивают плотное прилегание подаваемого материала к поверхности подающего валка 14 (барабана) сверху.и снизу, при этом ролики 27 соединены шарнирно с рычагами 28 и 29, снабженными пружинами 30, Рычаги 28 и 29 закреплены с воз можностью качания на осях, .сидящих проушинах 31 и 32, закрепленных на плите 1. Нижний рычаг 29 с роликом 27 отводится от подающего валка 14 при помошси винта 33. На плите 1 зак реплена стойка 34 с микровыключате- лем 35, а на верхней плите 36 штампа - скоба 37. Устройство работает следующим образом. Рулон рабочего материала, наприм алюминиевой фольги шириной и толщиной мм устанавливается в рулонницу, находящуюся со стороны штампа справа (не показано). Лента протаскивается через направляющие штампа, через окно рычага 28 под ролик 27, огибая при этом подающий валок 14, длина окрзтаности которого равна шаг подачи, в частности 360 и 470 мм, а ширина - ширине подаваемой ленты Затем подаваемый материал пропускае ся над роликом 27, находящимся на рычаге 29, для чего этот рычаг отво дится от плиты 1 посредством винта 33. Конец ленты зажимается в пазу барабана 24. При ослаблении винта 3 ролик 27 в рь1чаге 29 прижимает алюминиевую ленту к валку 14, а включе нием электродвигателя 3 сообщается вращательное движение редуктору 2 через муфты 4 и 6 и вилки 8, переда щему вращение валку 14. Сделав один оборот, валок 14 подает ленту на за данный шаг, кулачок 17 с площадкой выстоя нажимает на ролик микровыкгпо чателя 18 (конечного выключателя) и тем самым включает электромагнит 11, которьй посредством вилки 8 и поданной муфты 6, скользящей по втулке 7, отсоединяет редуктор 2 от электродвигателя 3. В этот момент муфта 6 прижимается к неподвижной муфте 5. Редуктор 2 перестает вращаться, второй кулачок 17 на диске. 16 нажимает на ролик микровыключате ля 19, который включает ход ползуна пресса. Происходит необходимая пробивка отверстий в ленте. При ходе ползуна вверх скоба 37 нажимает на ролик микровыключателя 35, соединенного последовательно с микровыключателем 18, и отключает электромагнит 11. Пружина 13 оттягивает вилку 8, которая передвигает муфту 6 до соприкосновения с муфтой 4, и рабочий цикл повторяется. Для того, чтибы электромагнит 11 включался при следующем нажатии кулачка 17 на ролик микровыключгтеля 18, необходимо, чтобы ползун остановился не в верхней мертвой точке, а перешел ее на 5:-8 мм, т.е. чтобы скоба . 37. отпустила ролик микровыключаТеля 35 и цепь электромагнита 11 была готова к очередному выключению. Таким образом циклы повторяются, следуя один за ; другим, и на металлической ленте выдавливаются с заданным шагом необходимые отверстия. За счёт того, что в предлагаемом устройстве подающий орган выполнен в виде одного валка, автономный привод его вращения не имеет сложных по конструктивному исполнению элементов кинематики и состоит из стандартных, не требующих специального изготовления, узлов, в частности, редуктора, электродвигателя и конечных выключателей. Это позволяет осуществить подачу материала на большой шаг (300 мм и более) с помощью устройства, не увеличивающего габаритных размеров пресса и не требующего специального оборудования (приспособления, оснастки и т.д.) для изготовления рабочих элементов, при этом точность подачи сохраняется высокой, В то же время при необходимости подачи материала на большой шаг (300 мм и выше) подающее устройство известной конструкции занимает большую площадь. Так, например, при ходе поршня 300 мм длина пневмоцилиндра (привода вращения подающего органа) в соответствии с ГОСТом 15608-70 должна составлять 646 мм. С учетом размеров пневмоцилиндра, а также зубчатой рейки и других деталей габариты подающего устройства в этом случае составляют более 950x470 мм, При такой же подаче (360 мм) предлагаемое устройство имеет габаритные размеры 550x255 мм в плане. Эффект от использования устройства заключается в повышении удобства обслуживания. J / 67 S ff 75 78 rff7S277ff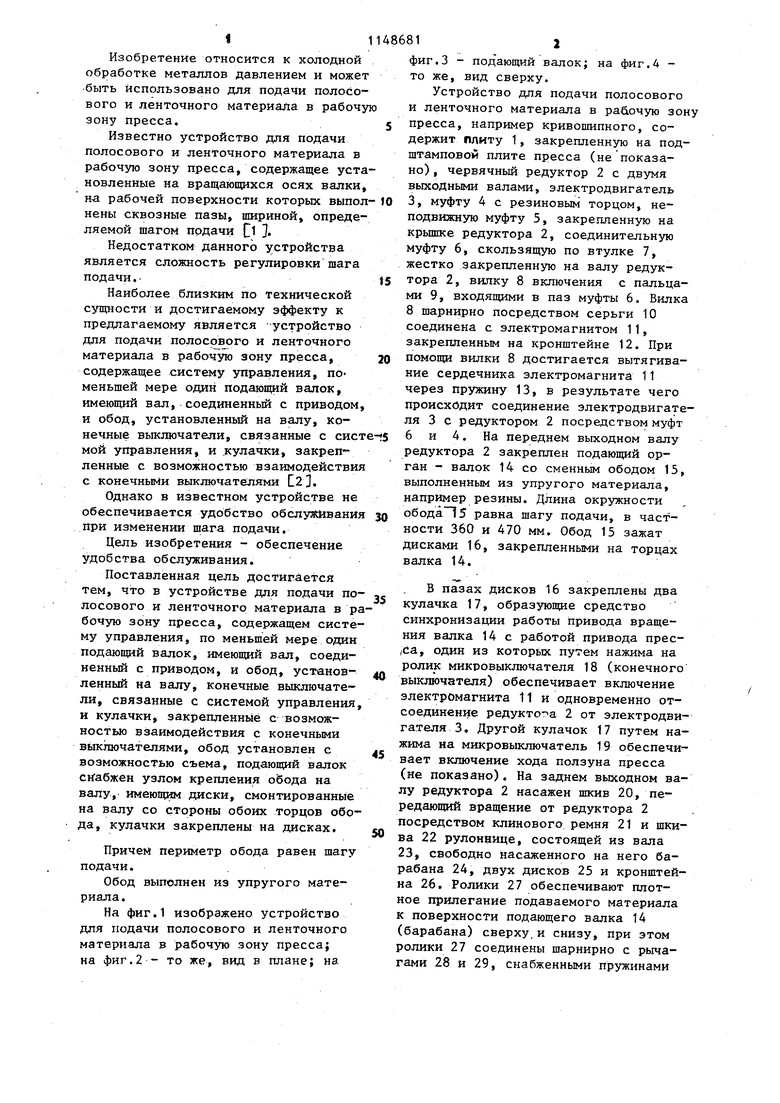
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для подачи полосового и ленточного материала в рабочую зону пресса | 1985 |
|
SU1232342A2 |
| Устройство для подачи полосовогои лЕНТОчНОгО МАТЕРиАлА B РАбОчую зОНупРЕССА | 1979 |
|
SU829269A1 |
| Устройство для подачи полосового и ленточного материала в рабочую зону пресса | 1983 |
|
SU1091967A1 |
| Устройство для подачи полосового и ленточного материала в рабочую зону пресса | 1983 |
|
SU1118463A1 |
| Устройство для подачи ленточного и полосового материала в рабочую зону пресса | 1989 |
|
SU1706763A1 |
| Устройство для подачи полосового и ленточного материала в рабочую зону пресса | 1976 |
|
SU557851A1 |
| Устройство для обработки полосового и ленточного материала | 1980 |
|
SU946736A1 |
| Устройство для подачи полосового и ленточного материала в зону обработки | 1986 |
|
SU1388160A1 |
| Устройство к прессу с приводным валом для подачи полосового и ленточного материала в рабочую зону | 1981 |
|
SU1013050A1 |
| Устройство для подачи полосового материала в рабочую зону пресса | 1982 |
|
SU1015986A1 |
1. УСТРОЙСТВО ДЛЯ ПОДАЧИ ПОЛОСОВОГО И ЛЕНТОЧНОГО МАТЕРИАЛА В РАБОЧУЮ ЗОНУ ПРЕССА, содержащее систему управления,по меньшей мере один подающий валок, имеющий вал, соединенный с приводом, и обод, установленный на валу, конечные выключатели, связанные с системой управления, и кулачки, закрепленные с возможностью взаимодействия с конечньми выключателями, отличающееся тем, что, с целью обеспечения удобства обслуживания, обод установлен с возможностью съема, подающий валок снабжен узлом крепления обода на валу, имеющим диски, смонтированные на валу со стороны обоих торцов обода, кулачки закреплены на дисках. 2.Устройство по п. 1, о т л ичающееся тем, что периметр обода равен шагу подачи. 3.Устройство по п. 1, о т л ичающееся тем, что обод выполнен из упругого материала.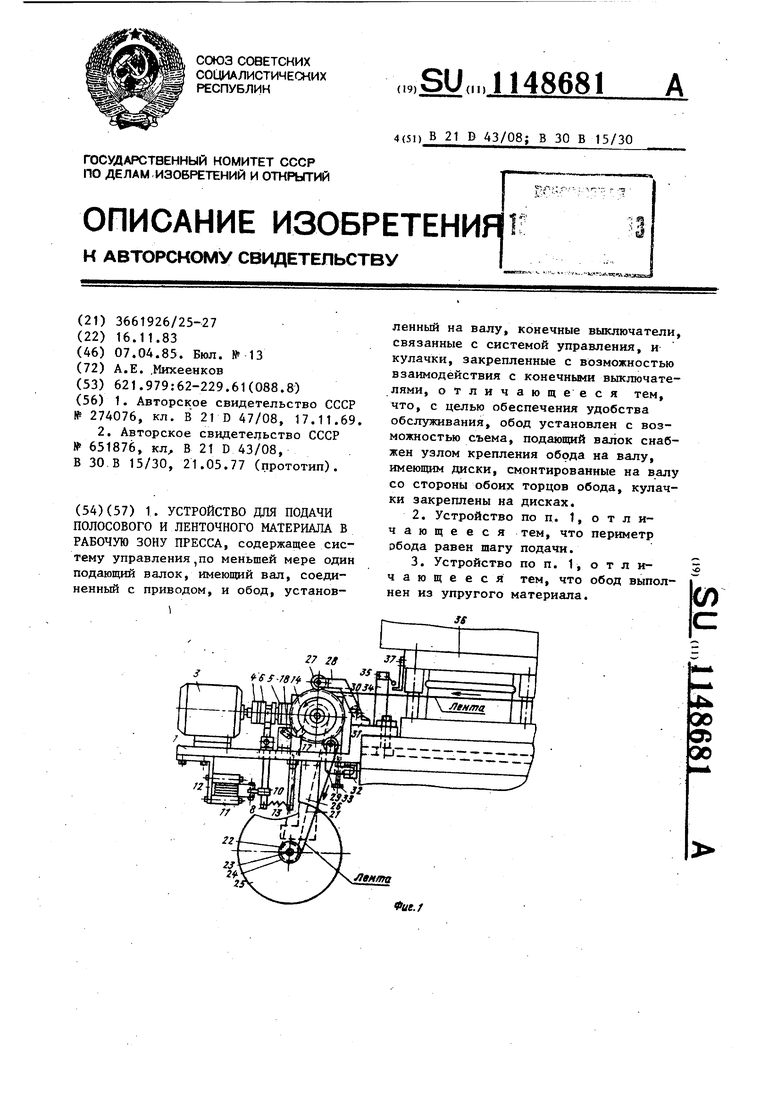
Фиг.З
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| УСТРОЙСТВО ДЛЯ ПОДАЧИ ПРОВОЛОКИ | 0 |
|
SU274076A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
| Устройство для подачи полосового и ленточного материала в рабочую зону обрабатывающей машины | 1977 |
|
SU651876A1 |
