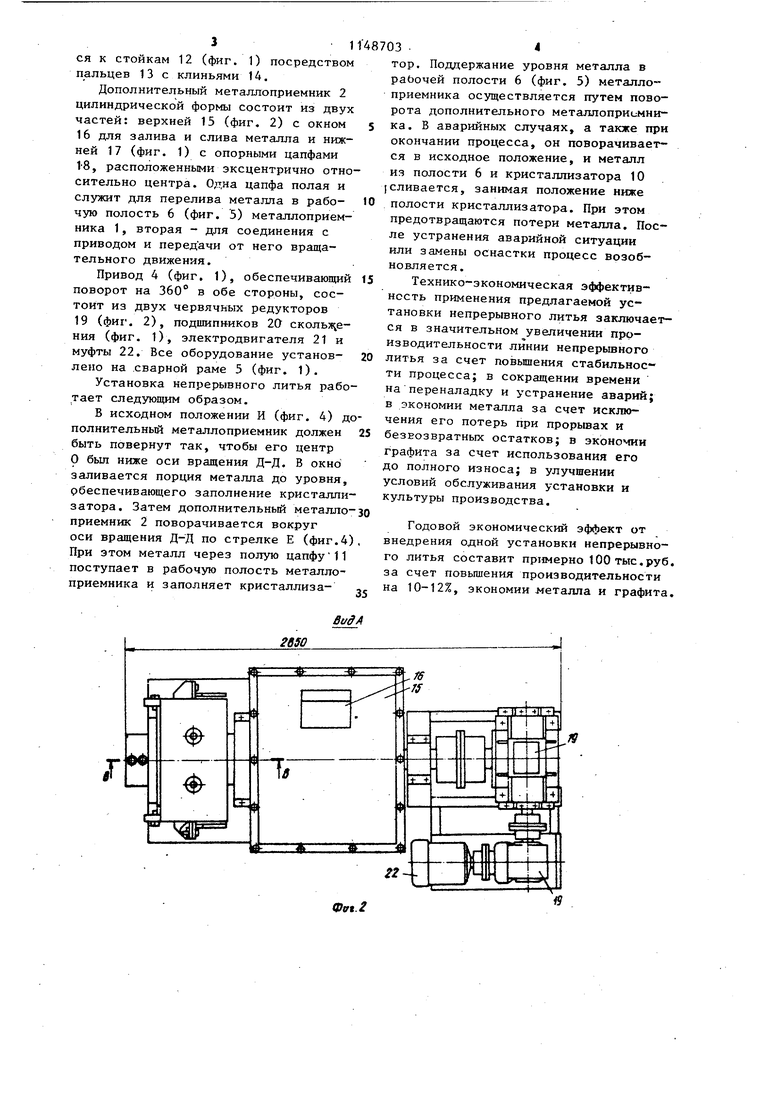
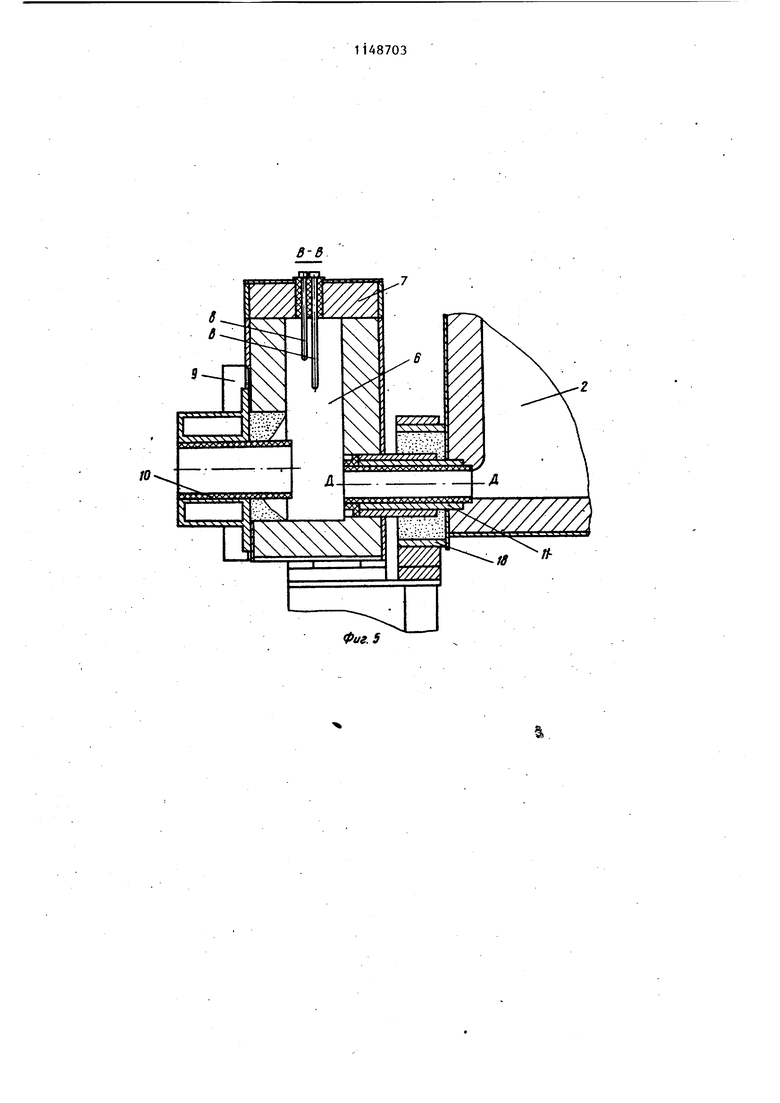
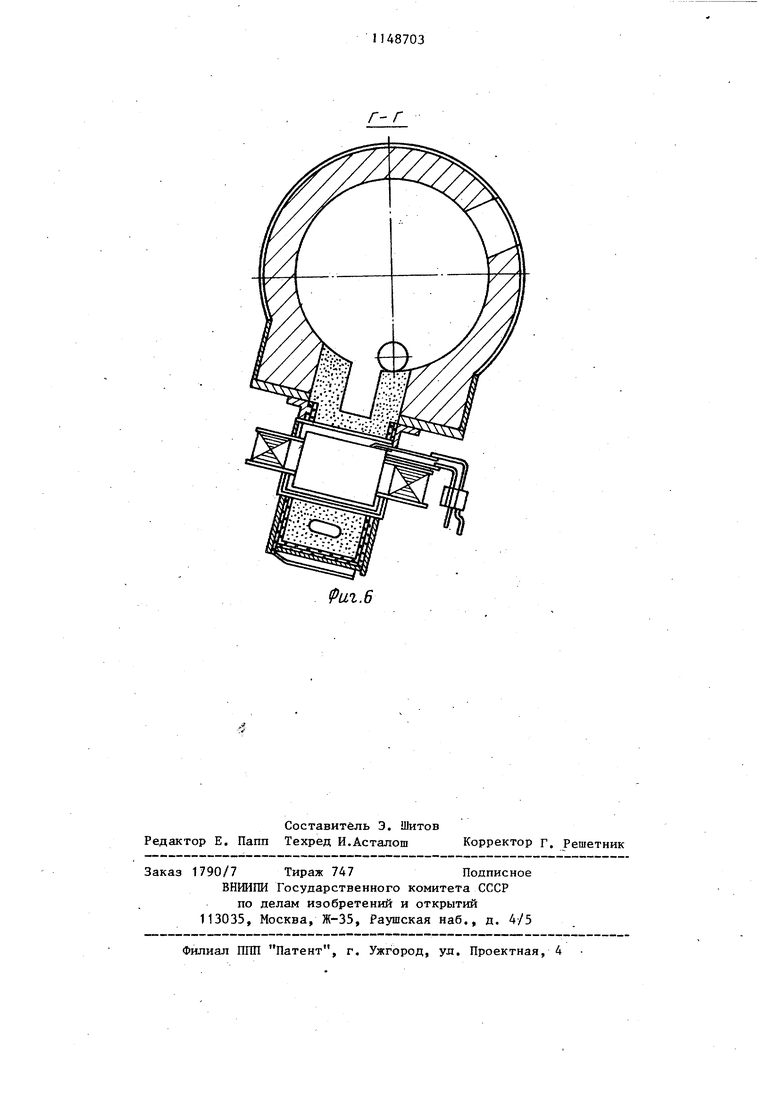
1 Изобретение относится к металлур гии, конкретнее к установкам для непрерывного литья слитков горизонтал ного типа. Известен металлоприеник-с кристал лизатором, снабженным охлаждакядей рубашкой. Металлоприемник установле на раму с помощью механизма ориента ции, состоящего из двух подвижных о носительно рамы платформ, снабженны вйнтовьии парами D 7« Недостатком этого металлоприемни ка является низкое качество поверхности заготовки. Известна установка для непрерьюного горизонтального литья слитков, содержащая металлоприемник и горизо тально расположенный короткий кристаллизатор J2J. Недостатком указанного устройств явл;1яется то, что оно не устраняет несииметричность лунки жидкого металла в кристаллизаторе. Наиболее близким к предлагаемому по технической сущности и достигае,мому результату является металлоприемник с леточным отверстием, смещенным вниз относительно осевой линии и соединенным с горизонтально расположенным кристаллизатором, между металлоприемником и кристаллизатором установлена съемная теплоизоляционная плита СзЗ. Основньии недостатками известного устройства являются низкие стабильность процесса литья и его производительность ввиду того, что не обеспечивается постоянство ферро статического давления жидкого метал ла в рабочей полости кристаллизатора. Цель изобретения - повьшение ста бильности процесса литья и увеличение производительности установки. Поставленная цель достигается тем, что установка непрерывного литья, содержащая металлоприемник и соединенный с ним горизонтально расположенный кристаллизатор, снабжена дополнительным металлоприемником с полой цапфой, выполненным в виде- цилиндрической камеры и соед менньм с основным при помощи полой цапфы. Кроме этого, полая цапфа смещена относительно центра дополнитель. ного металлоприемника на величину радиуса внутренней его полости. 3 а нижняя, образующая полости цапфы, расположена ниже уровня кристаллизатора. Цилиндрическая форма дополнитель- ного металлоприемника выбрана с целью упрощения изготовления, монтажа и демонтажа, надежного удержания футеровки и удобства обслуживания. Полая цапфа дополнительного металлоприемника служит для перелива металла из дополнительного металлоприемника в основной металлоприемник в рабочем положении и из основного металлоприемника в дополнительный при прекращении процесса, устранении прорыва и других ситуациях. Полая цапфа смещена относительно центра дополнительного металлоприемника на величину радиуса внутренней его полости с целью максимальной выработки или слива металла, находяп(егося в дополнительном металлоприемнике. По мере выработки металла дополнительный металлоприемник поворачиваясь вокруг, полой цапфы, поддерживает его уровень на одной высоте. Для слива металла дополнительный металлоприемник поворачивается так, чтобы его заливная горловина находилась в крайнем нижнем положении. Для первоначальной заправки дополнительный металлоприемник поворачивается так, чтобы нижняя кромка заливной горловины находилась ниже или на уровне полой цапфы. На фиг. 1 изображена установка непрерывного литья; на фиг. 2 вид А на фиг, .1; на фиг. 3 - вид Б на фиг. 1; на фиг. 4 - схема вращения дополнительного металлоприемника; на фиг. 5 - разрез В-В на фиг.2; на фиг. 6 - разрез Г-Г на фиг. 1. Установка непрерывного литья состоит из металлоприемника 1 (фиг. 1), дополнительного металлоприемника 2 с индукционной единицей 3 (или без нее), привода 4 поворота дополнительного металлоприемника и рамы 5. Металлоприемник состоит из рабочей полости 6 (фиг. 5), крьшки 7 с установленными в ней двумя графитовыми электродами 8, контролирующими уровень металла, передней плиты 9, на которой устанавливается сменный кристаллизатор 10. Металлоприемник центрируется на полой цапфе 11 и крепится к стойкам 12 (фиг. 1) посредством пальцев 13 с клиньями 14.
Дополнительный металлоприемник 2 цилиндрической формы состоит из двух частей: верхней 15 (фиг. 2) с окном 16 для залива и слива металла и нижней 17 (фиг. 1) с опорными цапфами 18, расположенными эксцентрично относительно центра. Одна цапфа полая и служит для перелива металла в рабочую полость 6 (фиг. 5) металлоприемника 1, вторая - для соединения с приводом и передачи от него вращательного движения.
Привод 4 (фиг. 1), обеспечивающий поворот на 360° в обе стороны, состоит из двух червячных редукторов 19 (фиг. 2), подшипников 20 сколья ения (фиг. 1), электродвигателя 21 и муфты 22. Все оборудование установлено на .сварной раме 5 (фиг. 1).
Установка непрерывного литья работает следующим образом.
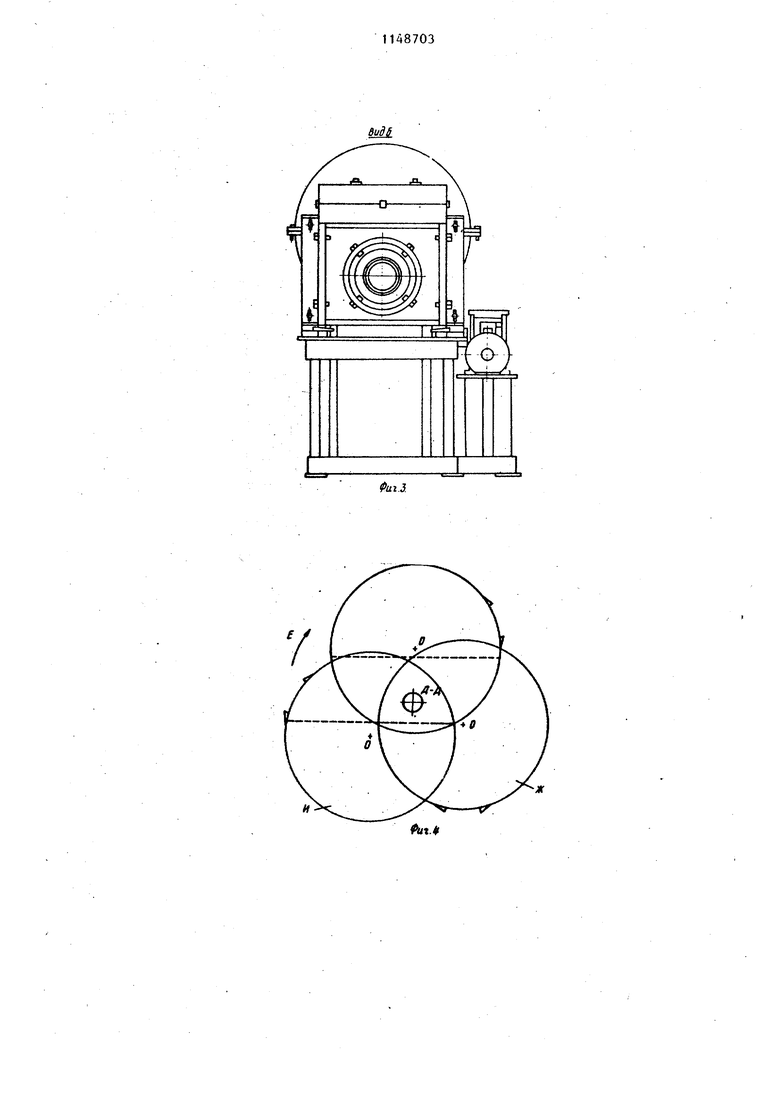
В исходном положении И (фиг. 4) дополнительный металлоприемник должен быть повернут так, чтобы его центр О бьш ниже оси вращения Д-Д. В окно заливается порция металла до уровня, рбеспечивающего заполнение кристаллизатора. Затем дополнительный металпоприемник 2 поворачивается вокруг оси вращения Д-Д по стрелке Е (фиг.4) При этом металл через полую цапфу11 поступает в рабочую полость металлоприемника и заполняет кристаллизатор. Поддержание уровня металла в раЬочей полости 6 (фиг. 5) металлоприемника осуществляется путем поворота дополнительного металлоприомника. В аварийных случаях, а также при окончании процесса, он поворачивается в исходное положение, и металл из полости 6 и кристаллизатора 10 Сливается, занимая положение ниже полости кристаллизатора. При этом предотвращаются потери металла. После устранения аварийной ситуации или замены оснастки процесс возобновляется.
Технико-экономическая эффективность применения предлагаемой установки непрерывного литья заключается в значительном увеличении производительности линии непрерывного литья за счет повышения стабильности процесса; в сокращении времени на переналадку и устранение аварий; в экономии металла за счет исключения его потерь при прорьшах и безвозвратных остатков; в экономии графита за счет использования его до полного износа; в улучшении условий обслуживания установки и культуры производства.
Годовой экономический эффект от внедрения одной установки непрерывного литья составит примерно 100 тыс.ру за счет повышения производительности на 10-12%, экономии металла и графит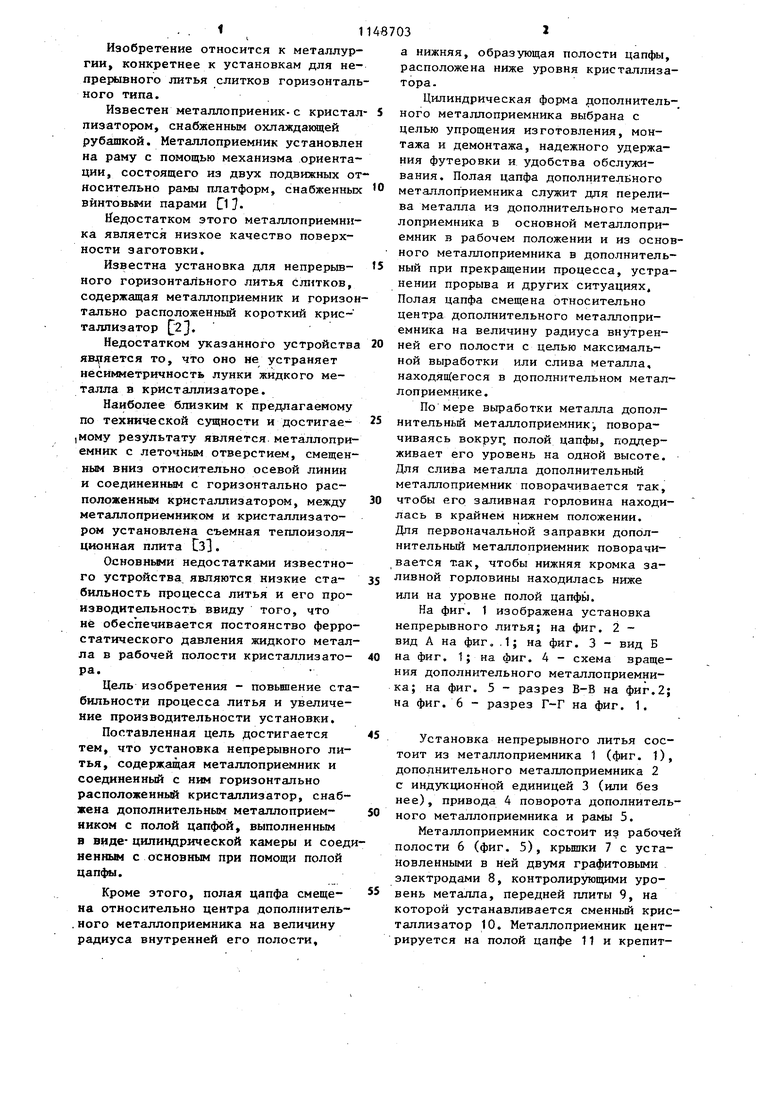
| название | год | авторы | номер документа |
|---|---|---|---|
| Установка для горизонтального непрерывного литья чугуна | 1983 |
|
SU1109247A1 |
| Способ непрерывного горизонтального литья чугуна и установка для его осуществления | 1983 |
|
SU1118477A1 |
| Горизонтальная машина непрерывной разливки металлов в круглые заготовки | 1983 |
|
SU1168327A1 |
| Способ определения фронта кристаллизации слитка при непрерывном горизонтальном литье и установка для его осуществления | 1983 |
|
SU1125094A1 |
| Машина горизонтального непрерывного литья металлов | 1982 |
|
SU1018785A1 |
| Установка непрерывного горизонтального литья полых заготовок | 1983 |
|
SU1138234A1 |
| Устройство для непрерывного литья чугунной трубы | 1983 |
|
SU1161233A1 |
| Устройство центровки кристаллизатора относительно тянущей клети установки непрерывного литья | 1982 |
|
SU1046004A1 |
| СПОСОБ НЕПРЕРЫВНОЙ ГОРИЗОНТАЛЬНОЙ РАЗЛИВКИ СТАЛИ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2013 |
|
RU2532679C1 |
| Устройство для кристаллизации металлов | 1978 |
|
SU745590A1 |
1. УСТАНОВКА НЕПРЕРЫВНОГО ЛИТЬЯ, содерягагдая металлоприемник и соединенньй с ним горизонтально расположенный кристаллизатор, о т - личающаяся тем, что, с целью повьшения стабильности процес са литья и увеличения производительности установки, она снабжена дополнительным металлоприемником с полой цапфой, выполненным в видецили 1д- рической камеры.и соединенным с основным при помощи полой цапфы. 2. Установка по п.1, отличающаяся тем, что- полая цапфа смещена относительно центра дополнительного металлоприемника на величину радиуса внутренней его полости, а нижняя, образующая полости цапфы, расположена ниже уровня кристаллизатора.
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Установка для горизонтальной непрерывной разливки металлов и сплавов | 1980 |
|
SU969442A1 |
| Машина для добывания торфа и т.п. | 1922 |
|
SU22A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Непрерывное литье М., Металлургиздат, 1961, с | |||
| Секретный замок | 1923 |
|
SU570A1 |
| Переносная печь для варки пищи и отопления в окопах, походных помещениях и т.п. | 1921 |
|
SU3A1 |
| Машина для добывания торфа и т.п. | 1922 |
|
SU22A1 |
