Изобретение относится к поверхностным пластическим деформированиям и может быть использовано при обработке деталей типа тел вращения. По основному авт.св. № 689820 известен способ упрочнения деталей типа тел вращения, при котором обрабатываемую деталь обкатьшают через монослой катящихся по поверхности детали обрабатывающих тел ij . Недостаток известного способа состоит в том, что обеспечивается обработка только наружной поверхности детали вращения. Обработку внутренне поверхности осуществляют на отдельной операции. Указанный недостаток снижает технологические возможности способа. Цель изобретения - расширение тех нологических возможностей за счет обеспечения обработки внутренних поверхностей деталей. Цель достигается тем, что согласно способу упрочнения деталей внутреннюю поверхность подвергают упрочнению обрабатывающими телами, свобод но размещенными в полости детали, при этом деталь устанавливают эксцентрично оси корпуса, причем полост детали заполняют обрабатывающими телами на 0,75-0,80 ее объема, а величин эксцентриситета выбирают равной амплитуде колебаний корпуса. На фиг. 1 представлена принципиальная схема устройства для реализации предлагаемвго способа упрочнения деталей; на фиг. 2 - сечение А-А на фиг. 1. Устройство содержит упруго установленный на основании корпус 1, внутренняя поверхность которого повт ряет профиль обрабатываемой наружной поверхности детали 2. Пространство между обрабатываемой деталью и корпусом на 0,35-р,.50 его объема заполнено обрабатывающими телами (шарами) 3, твердость кото рых превышает твердость материала обрабатьшаемой детали. В полость детали, ограниченную поверхностью произвольной формы, насыпаны обрабатьшающие тепа - стальные закаленные шары 4, объем которых Составляет 0,75-0,80 объема полости обрабатываемой детали. Во избежание перетекания шаров из одной полости в другую в процессе обработки и нарушения режима обработки, длина корпуса 1 должна превьштать длину обрабатываемой детали не более чем на половину диаметра шара. Крьшжа 5 препятствует выпаданию обрабатьшающих тел 3 и детали 2 из корпуса 1 устройства, которое имеет вибратор (не показан), соединенный с корпусом 1. Обработку деталей осуществляют в следующей последовательности. При открытой крьшгке 5 в корпус 1 устанавливают подлежащую обработке деталь 2. Пространство между деталью и корпусом на 0,35-0,50 его объема заполняют обрабатывающими шарами 3. При этом деталь 2 должна быть установлена эксцентрично оси корпуса, причем величина эксцентриситета должна быть равна размаху колебаний корпуса. Полость детали на 0,75-0,80 его объема заполняют обрабатьшающими телами - шарами. Закрьшают крьшжу 5 корпуса 1 и включают вибратор (не показан),сообщающий корпусу 1 колебания. При этом расположенная внутри корпуса обрабатываемая деталь вовлекается в режим вибрационного поддержания ее вращения, сопровождающийся обкаткой детали ее наружной поверхностью по внутренней поверхности корпуса по образующемуся монослою обрабатываюш 1Х шаров. Расположенные во внутреннем пространстве детали, обрабатывающие шары, при этом интенсивно перемешиваются, соударясь с внутренней поверхностью детали. В каждый момент времени контактирование обрабатываемой детали с корпусом происходит через незначительное число обрабатывающих шаров, расположенных вдоль образуюш;их внутренней поверхности корпуса и наружной поверхности детали. Вступление в контакт. с очередной группой обрабатывающих шаров происходит с ударом, причем соударяющимися являются деталь и корпус. Наличие соударений приводит к поверхностному пластическому деформированию материала детали в местах контакта, т.е. к ее упрочнению. Упрочнение внутренней поверхности детали обеспечивается в результате соударения ее с расположенными в полости детали обрабатьшаюшими телами - шарами. По завершении обработки выключают вибратор, открывают крышку и извлекают из корпуса обработанную деталь
311487654
и обрабатывающие шары. В корпус уста-Предлагаемый способ упрочнения
навливают очередную, подлежащую об- деталей по сравнению с известным
работке деталь, и цикл обработкипозволяет обрабатывать внутреннюю
повторяют в описанном выше по-поверхность детали, что повышает тех-„„...о5нологические возможности способа.
РЯДЛС «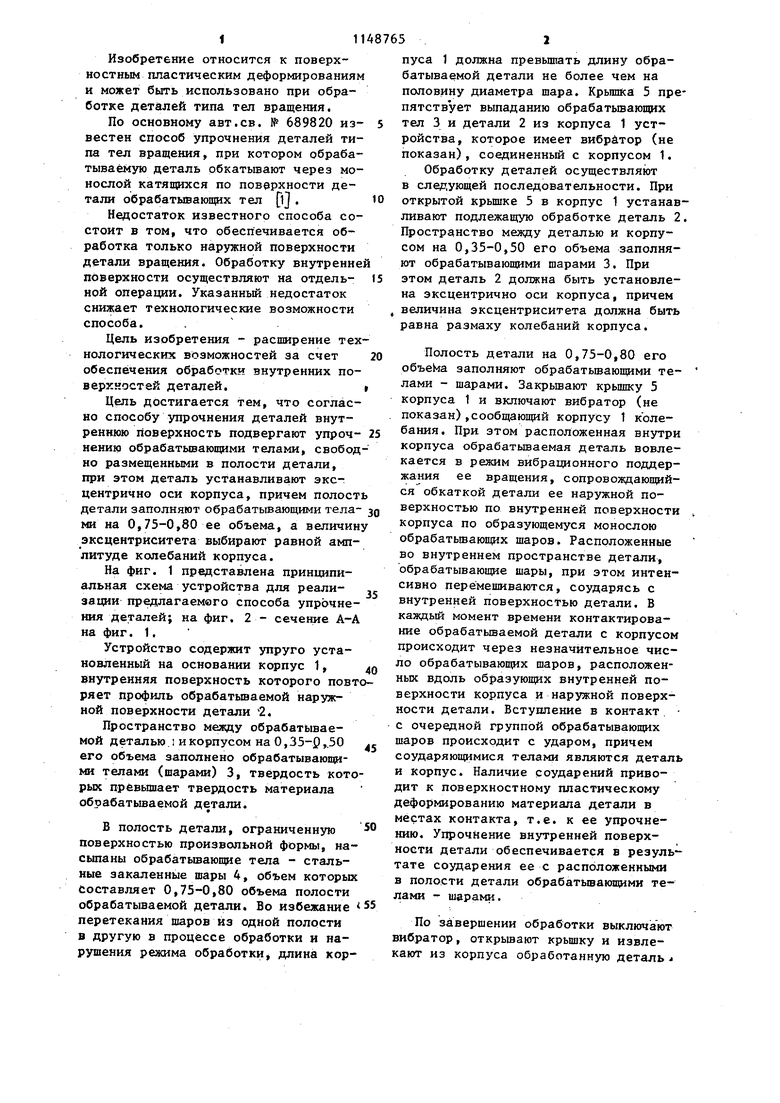
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ упрочнения деталей | 1978 |
|
SU831581A2 |
| Способ вибрационного упрочнения деталей типа тел вращения | 1989 |
|
SU1773693A1 |
| Устройство для виброударного упрочнения деталей | 1987 |
|
SU1518385A1 |
| Способ упрочнения деталей | 1978 |
|
SU910396A2 |
| Способ упрочнения детали | 1983 |
|
SU1346409A2 |
| СПОСОБ УПРОЧНЕНИЯ КАНАЛОВ ДЕТАЛИ | 2012 |
|
RU2537411C2 |
| Способ и устройство для отделочно-упрочняющей центробежной обработки поверхностей деталей | 2021 |
|
RU2782589C1 |
| Способ упрочнения деталей | 1988 |
|
SU1523317A1 |
| Устройство для выглаживания сложных поверхностей | 1976 |
|
SU560741A1 |
| Способ упрочнения поверхностей тел вращения | 1979 |
|
SU889403A1 |
СПОСОБ Л1РОЧНЕНИЯ ДЕТАЛЕЙ по ctBT.CB. № 629820, отличающийся тем, что, с целью расширения техноттогчческих возможностей за счет обеспечения обработки внутренних поверхностей, последнюю пoJrв pгaют упрочнению обрабатывающими телами, свободно размещенными в полости детали, при этом деталь устанавливают эксцентрично оси корпуса, причем полость детали заполняют обрабатывающими телами на 0,75-0,80 ее объема, а величину эксцентриситетй выбирают равной размаху колебаний корпуса. /x/v
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Авторское свидетельство СССР 689820, кл | |||
| Пишущая машина для тюркско-арабского шрифта | 1922 |
|
SU24A1 |
| Видоизменение прибора для получения стереоскопических впечатлений от двух изображений различного масштаба | 1919 |
|
SU54A1 |
