J
4
ш
/
сл
О1
О9 01 Од
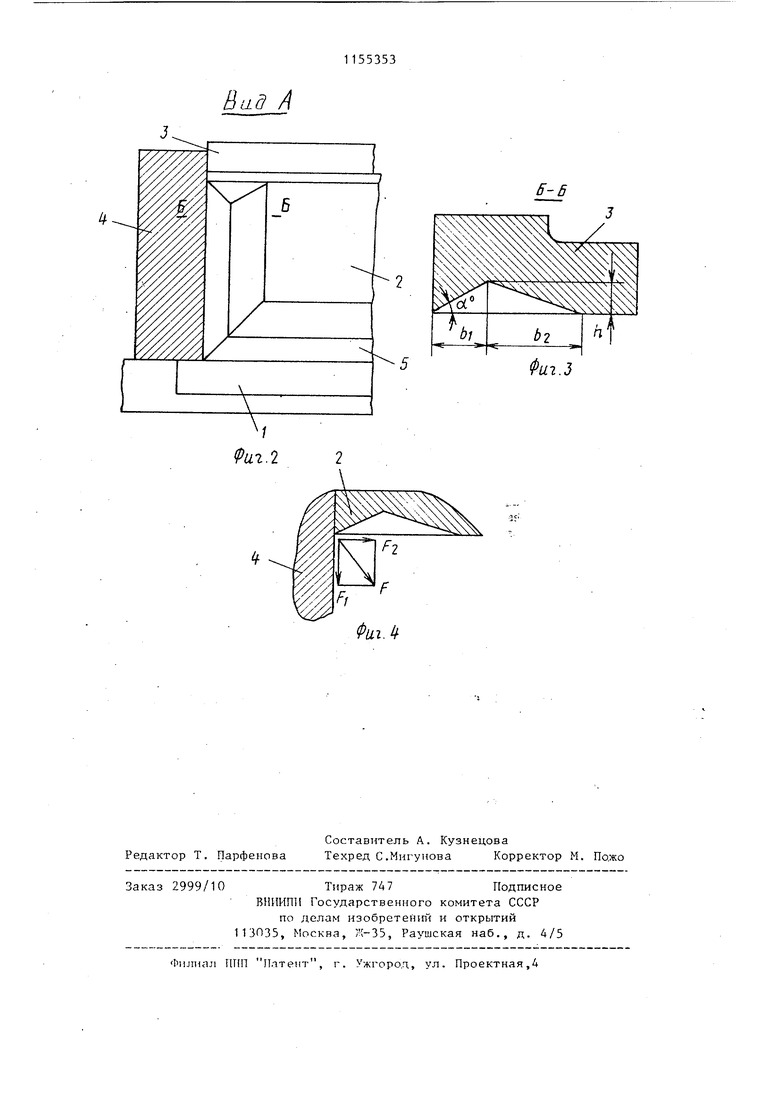
Фи1.1 1 Изобретение относится к литейному производству, а именно к литью выжиманием, преимущественно, тонкостенкьк деталей. Наиболее близким к изобретению является металлоприемник машины для литья выжиманием, включающий подвиж ную и неподвижную створы, боковые щеки и вал (дно), вдоль верхней поверхности которого выполнена выем ка tn. Однако выемка, выполненная вдоль верхней поверхности под прямым углом к наружной поверхности зала, пр водит к заклиниванию срезаемых твер дых корок на поверхности металлоприемника, так как часть их остается в зоне контакта створы и вала, и в зоне подвижных контактов возникают силы, отжимающие стенки металлоприемника, что в свою очередь нар шает его герметичность и приводит к повышенному износу вала и створ. Цель изобретения - обеспечение герметичности полости металлоприемника в процессе выжимания металла. Указанная цель достигается тем, что на рабочих поверхностях подвижных створ по стьжам их с боковыми щеками и поддоном вьтолнены канавки треугольного сечения, острым углом направленные в место стыка. На фиг.1 изображен металлоприемник,продольный разрез; на фиг.2 вид А на фиг.1; на фиг.З - разрез Б-Б на фиг.2, на фиг.4 - схема среза неровностей с подвижных поверхностей. Металлоприемник включает поддон 1,две подвижные от привода створы 2,на которые крепятся пoлyфop &I 3, боковые щеки 4, закрепленные на одной из створ. На рабочих поверхностях створ в местах стыка их с боковыми щеками и поддоном выполнены канавки 5 треугольного сечения, острым углом ai направленные в место стыка. Металлоприемргик работает следующим образом. В Металлоприемник, установленный в исходное перед выжиманием поло532жение, заливают металл и после охлаждения до температуры начала выжимания включают привод сближения створ. При выжимании нижняя часть створ 2 скользит по поддону 1 относительно внутренней поверхности боковых щек 4, вытесняя металл в форму. При заливке металла в машину на внутренних поверхностях металлоприемника намораживаются корки твердого металла, а на плоскостях подвижных контактов могут быть неровности или могут попасть металлические и неметаллические включения и частицы. Корки металла размещаются в канавках 5. Неровности поверхности и попавшие частицы срезаются клиновидными гранями нижней части створы под воздействием силы FJ (фиг.4) и сдвигаются в канавки. При этом боковые щеки прижимаются силой Fj к створам, а последние к поддону. После затвердеваВИЯ отливки створы раздвигают, извлекают отливку и цикл повторяют. Наличие в подвижных створах по всей высоте металлоприемника канавок в местах стыка створ и боковых щек и канавки по длине створы в месте стыка ее с дном, выполненных , зеугольного сечения с острым углом в местах стыка, дает плотный и герметичный контакт подвижных частей металлоприемника, обеспечивает надежность работы даже при попадании достаточно крупных твердых частиц. При зтом устраняется возможность залива металла в подвижный контакт, его заклинивания затвердевшим металлом. Опытная эксплуатация устройства показала повышение надежности ра- i боты машины на 5-10%, снижение износа подвижных сочленений на 70%. Использование изобретения позволяет получить годовой экономический эффект в расчете на 1 машину на одном из предприятий отрасли порядка 30 тыс. рублей.
Вид А Фт Л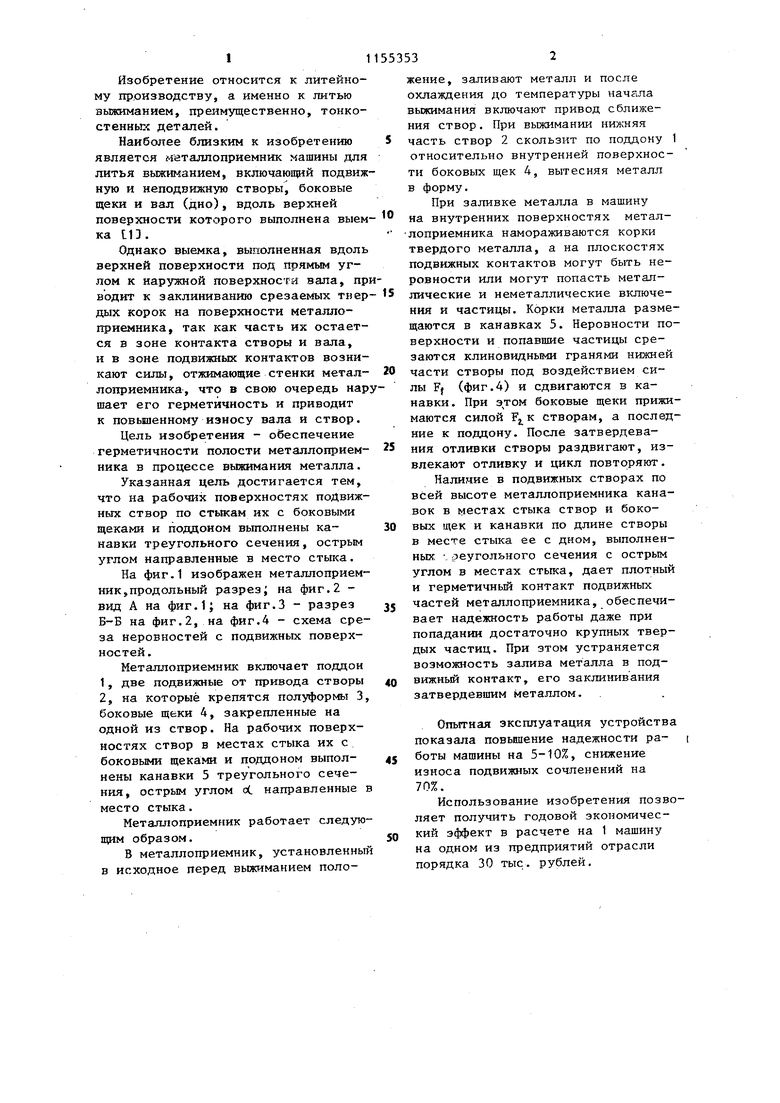
| название | год | авторы | номер документа |
|---|---|---|---|
| Выжимная машина для отливки тонко-СТЕННыХ, пРЕиМущЕСТВЕННО, КРупНО-гАбАРиТНыХ дЕТАлЕй | 1979 |
|
SU810373A2 |
| Машина для литья выжиманием | 1973 |
|
SU442009A1 |
| Машина для литья выжиманием | 1979 |
|
SU1163979A1 |
| Литейно-выжимная машина с параллельным сближением створ | 1984 |
|
SU1544525A1 |
| Машина для литья выжиманием | 1976 |
|
SU722676A1 |
| Машина для литья выжиманием с параллельным сближением полуформ | 1977 |
|
SU747618A1 |
| Машина для литья выжиманием | 1980 |
|
SU1130435A1 |
| Машина для литья выжиманием | 1980 |
|
SU1130434A1 |
| Машина для литья выжиманием с параллельным сближением полуформ | 1979 |
|
SU1052324A1 |
| Форма для литья выжиманием | 1977 |
|
SU634848A1 |
МЕТАЛЛОПРИЕМНЙК МАШИНЫ ЛИТЬЯ ВЫЖИМАНИШ, содержащий поддон, подвижные створы и боковые щеки, отличающийся тем, что, с целью обеспечения герметичности полости металлоприемника в процессе выжимания металла, на рабочих поверхностях подвижных створ по стыкам их с боковыми щеками и поддоном выполнены канавки треугольного сечения , острьм углом направленные в место стыка.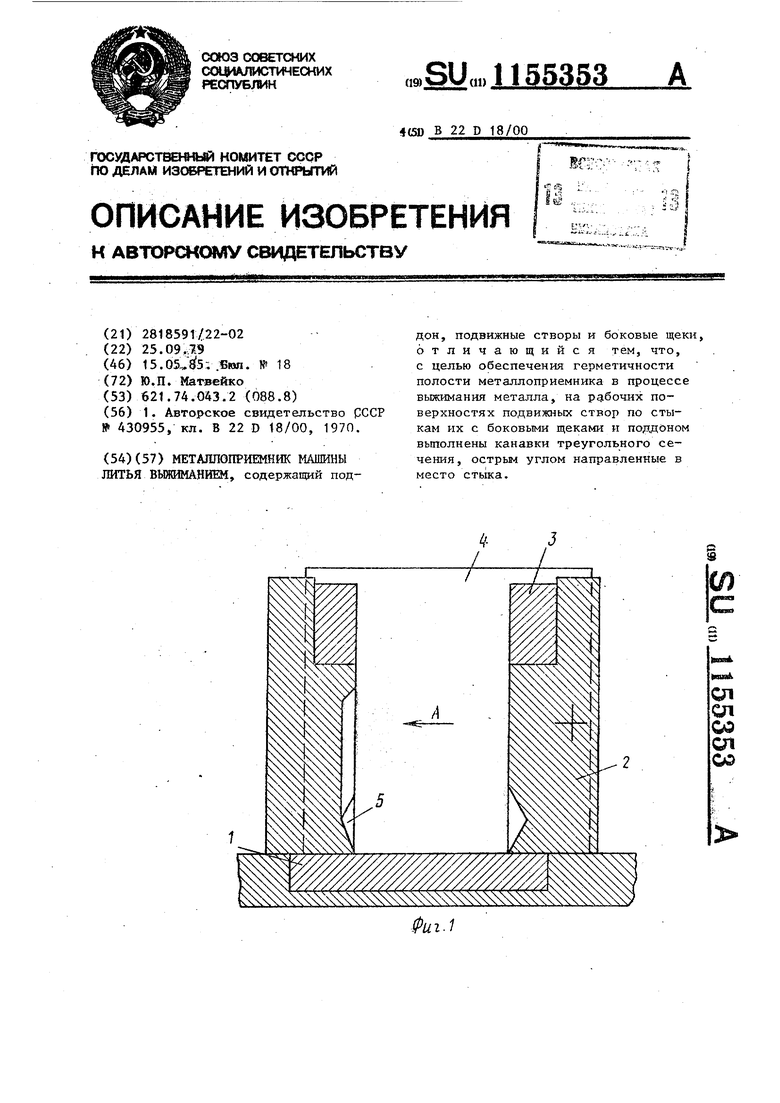
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| ВЫЖИМНАЯ МАШИНА ДЛЯ ОТЛИВКИТОНКОСТЕННЫХ, ПРЕИМУЩЕСТВЕННОКРУПНОГАБАРИТНЬ[Х, ДЕТАЛЕЙ12 | 1970 |
|
SU430955A1 |
| Машина для добывания торфа и т.п. | 1922 |
|
SU22A1 |
