Изобретение относится к обработке металлов давлением, в частности к конструкции штампов.
Целью изобретения является расширение технологических возможностей и повышение качества получаемых изделий путем улучшения условий центрирования заготовок в матрице относительно пуансона.
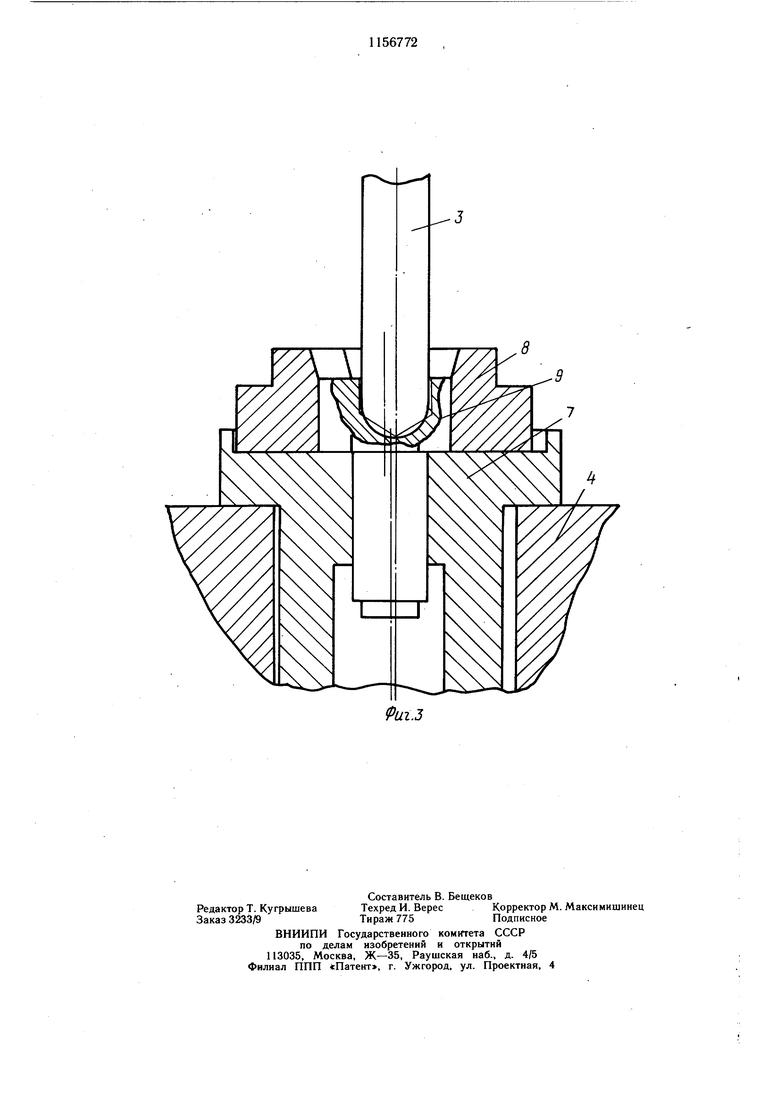
На фиг. 1 показан штамп, общий вид; на фиг. 2 - разрез А-А на фиг. 1; на фиг. 3 - схема установки обрабатываемой заготовки.
Штамп для штамповки заготовок содержит верхнюю и нижнюю плиты 1 и 2, приводной пуансон 3, установленный на верхней плите 1, пневмовихревой генератор колебаний, смонтированный в нижней плите 2 соосно приводному пуансону 3 и выполненный в виде втулки 4 с отверстиями 5, равномерно расположенными по касательной к ее внутренней поверхности. Внешняя поверхность втулки 4 пневмовихревого генератора колебаний имеет кольцевую выточку 6, соединенную с источником сжатого воздуха. Матрица штампа выполнена составной из двух частей (первая 7 в виде опорного диска с отверстием и полым хвостовиком). Диск имеет отверстие и кольцевой бурт на верхнем торце, ограничивающий перемещение второй обжимной части матрицы 8, выполненной в виде встав1Ш с отверстием под заготовку. Обе части мат рицы имеют возможность перемещения независимо друг от друга перпендикулярно оси давления, при этом хвостовик опорного диска расположен внутри втулки с зазором. Штамп работает следующим образом. Обрабатываемая заготовка 9, например винт регулировочный, автоматически загружается в часть 7 матрицы. Под действием воздушного потока часть 7 матрицы, вставка 8 и обрабатываемая загоо-овка 9 совершают колебательные движения, перпендикулярные направлению движения пуансона, а также вращаются относительно оси генератора колебаний. В результате сложных движений вставка 8 и шестигранная головка обрабатываемой заготовки ориентируются относительно друг друга, головка винта западает в обжимную часть матрицы и при ходе пуансона вниз центрируетQ ся по нему обрабатываемым отверстием, происходит выдавливание внутренней сферы в шестигранной головке заготовки. После окончания работы винт выталкивается из матрицы.
По сравнению с известным предлагаемое
5 изобретение позволяет осуществлять обработку заготовок, имеющих неконцентрические поверхности, и повысить качество получаемых изделий.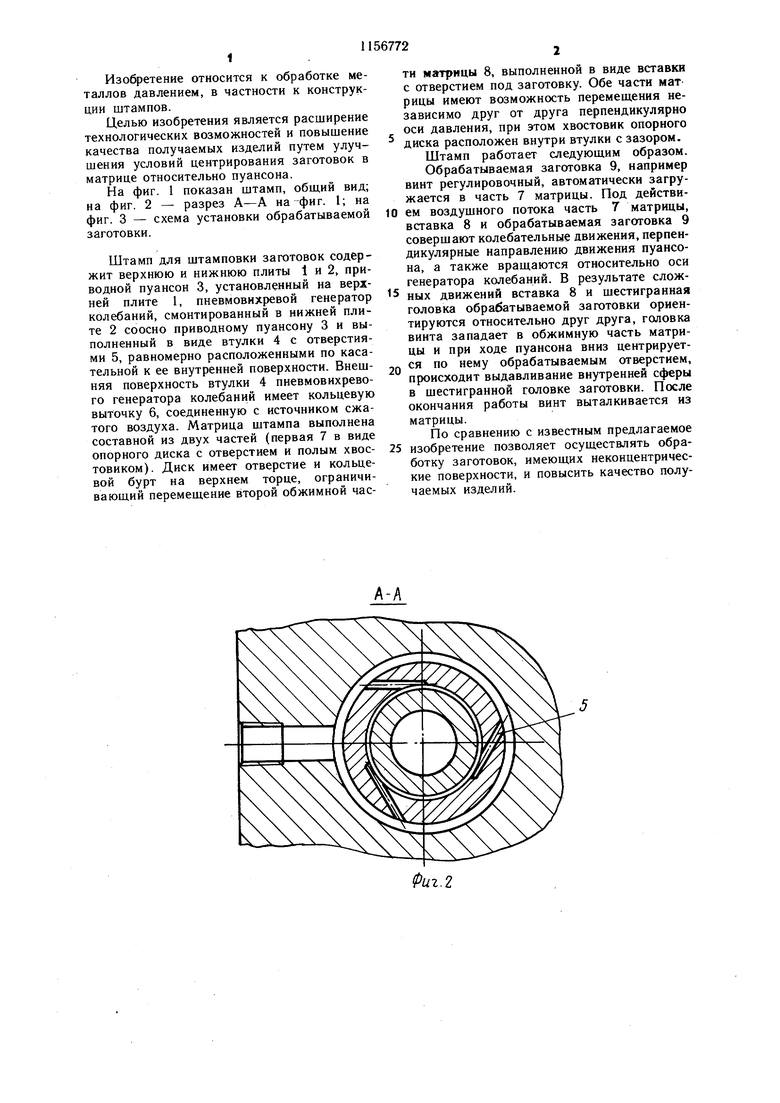
| название | год | авторы | номер документа |
|---|---|---|---|
| ШТАМП ДЛЯ ВЫСАДКИ УТОЛЩЕНИЙ НА СТЕРЖНЕВЫХ ЗАГОТОВКАХ | 1991 |
|
RU2006328C1 |
| Штамп для пробивки радиальных отверстий в полых деталях | 1988 |
|
SU1593742A1 |
| Штамп для радиальной калибровки изделий с периодическим профилем | 1990 |
|
SU1761369A1 |
| Штамп для радиальной штамповки | 1977 |
|
SU659270A1 |
| Штамп для высадки утолщений на стержневых заготовках | 1983 |
|
SU1144752A1 |
| Штамп для изготовления тройников из трубных заготовок | 1982 |
|
SU1076163A1 |
| Штамп для изготовления тройников из листовых заготовок | 1980 |
|
SU893285A1 |
| Штамп для формовки тонкостенных обойм | 1977 |
|
SU797823A1 |
| Штамп для объемной штамповки деталей | 1981 |
|
SU1049158A1 |
| Штамп совмещенного действия "Викост | 1985 |
|
SU1324720A1 |
ШТАМП ДЛЯ ШТАМПОВКИ ЗАГОТОВОК, содержащий верхнюю и нижнюю плиты, приводной пуансон и матрицу, отличающийся тем, что, с целью расшире. ния технологических возможностей и повышения качества получаемых изделий путем улучшения условий центрирования заготовок в матрице относительно пуансона, он снабжен пневмовихревым генератором колебаний в виде втулки со сквозными отверстиями постоянного сечения, выполненными в ее стенках перпендикулярно оси давления и равномерно расположенных по касательным к внутренней поверхности втулки, последняя размещена в нижней плите соосно пуансону, а матрица выполнена составной в виде опорного диска с отверстиями и полым хвостовиком и вставки с отверстием под заготовку, установленной на опорном диске с возможностью перемещения перпендикулярно оси давления, при этом хвостовик матрицы размещен внутри с зазором, а в нижней плите на уровне сквозных отверстий втулки выполнен канал для подвода сл сжатого воздуха. с ел а ю 1
8
| Устройство для обработки давлениемМЕТАлличЕСКиХ зАгОТОВОК | 1978 |
|
SU824881A3 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
| Романовский В | |||
| П | |||
| Справочник по холодной штамповке | |||
| Л., «Машиностроение, 1971, с | |||
| НОЖЕВАЯ ПОЧВООБРАБАТЫВАЮЩАЯ ФРЕЗА С ПРИСОБЛЕНИЕМ ДЛЯ ИЗВЛЕЧЕНИЯ СОРНЫХ ТРАВ И КАМНЕЙ | 1922 |
|
SU611A1 |
| Устройство для очищения сточных вод | 1916 |
|
SU519A1 |
